Vous aimerez peut-être aussi
- Alineacion de EjesDocument33 pagesAlineacion de EjesRAUL ADOLFO ESTUPINAN ESPINOSA100% (1)
- Alineamiento MecanicoDocument47 pagesAlineamiento MecanicoVíctor Sepulveda San Martín50% (2)
- Alineación de EquiposDocument7 pagesAlineación de EquiposIsrael SantoPas encore d'évaluation
- Manual Alineacion de Ejes de MaquinasDocument92 pagesManual Alineacion de Ejes de MaquinasFranciscoJavierCorro100% (1)
- Tolerancia de Desalineamiento Permisible GeneralDocument3 pagesTolerancia de Desalineamiento Permisible GeneralJhunior Contreras NeyraPas encore d'évaluation
- Manual de Alineacion LaserDocument33 pagesManual de Alineacion LaserMartin Silva Mendoza100% (3)
- Alineamiento de MaquinasDocument128 pagesAlineamiento de MaquinasAndres Marin100% (3)
- Tolerancias y AjustesDocument71 pagesTolerancias y AjustesEswin Paico de la CruzPas encore d'évaluation
- 002 Curso de Alineación de Precisión de EjesDocument39 pages002 Curso de Alineación de Precisión de EjesGustavo E. EspinosaPas encore d'évaluation
- Manual Moderno de Alineamiento de Ejes PDFDocument75 pagesManual Moderno de Alineamiento de Ejes PDFegr00100% (2)
- Correas - Características y EspecificacionesDocument32 pagesCorreas - Características y EspecificacionesRodrigo MamaniPas encore d'évaluation
- Alineamiento Dial Invertido PDFDocument9 pagesAlineamiento Dial Invertido PDFMarysyta Coketa100% (1)
- Alineamiento Dial InvertidoDocument17 pagesAlineamiento Dial Invertidojokafem100% (2)
- Montaje y Desmontaje de Rodamientos en Bombas CentrífugasDocument106 pagesMontaje y Desmontaje de Rodamientos en Bombas CentrífugasJaime Juvenal Choque Ticona100% (1)
- Manual AlineacionDocument33 pagesManual AlineacionAbel Lopez Morales75% (4)
- Alineacion Con Comparadores PDFDocument43 pagesAlineacion Con Comparadores PDFJose Manuel MolinaPas encore d'évaluation
- Desarme y Arme de Bombas CentrifugasDocument20 pagesDesarme y Arme de Bombas CentrifugasYaime TrevillaPas encore d'évaluation
- RODAMIENTOS Tolerancias y AjustesDocument232 pagesRODAMIENTOS Tolerancias y AjustesMiguel Sotelo100% (1)
- Alineación de Maquinas Rotativas 002Document100 pagesAlineación de Maquinas Rotativas 002actualtsu100% (6)
- ALINEACIONDocument21 pagesALINEACIONBlakysha GonzalezPas encore d'évaluation
- Unidad V Lubricación de Engranajes y Reductores Industriales PDFDocument100 pagesUnidad V Lubricación de Engranajes y Reductores Industriales PDFengels fretelPas encore d'évaluation
- 12 SKFDocument38 pages12 SKFAugusto DuranPas encore d'évaluation
- Alineacion PetroleraDocument218 pagesAlineacion Petroleradyucra2004Pas encore d'évaluation
- Manual AlineaciónDocument70 pagesManual AlineaciónAnonymous 7aN0oYUm7vPas encore d'évaluation
- ALINEAMIENTODocument50 pagesALINEAMIENTOFernando Gallardo UrrejolaPas encore d'évaluation
- AcopDocument17 pagesAcoppetete100% (11)
- Teoria Basica de Sistemas de Lubricación y Enfriamiento (PLANES API) Nuevo DefDocument111 pagesTeoria Basica de Sistemas de Lubricación y Enfriamiento (PLANES API) Nuevo Defalejandramr89% (28)
- Fundamentos y Regímenes de LubricaciónDocument5 pagesFundamentos y Regímenes de LubricaciónDiana Leon100% (2)
- Curso de AlineamientoDocument93 pagesCurso de AlineamientoNicandroGonzales100% (1)
- Alineamiento en ReversoDocument27 pagesAlineamiento en ReversomauricioPas encore d'évaluation
- Guia 1 Alineamiento MecánicoDocument20 pagesGuia 1 Alineamiento MecánicoDaniel Miranda Godoy100% (3)
- Sellos Mecanicos FallasDocument34 pagesSellos Mecanicos FallasLovechala100% (3)
- Radial AxialDocument34 pagesRadial Axialluisja051100% (1)
- AlineacionDocument41 pagesAlineacionjairo0% (1)
- Manual Acoplamientos y AlineaciónDocument30 pagesManual Acoplamientos y AlineaciónJosé Arsenio Matus RojasPas encore d'évaluation
- Alineacion de Maquinaria RotativaDocument23 pagesAlineacion de Maquinaria RotativaFernando Enrique Cespedes Guevara100% (5)
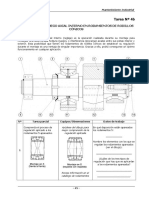
- Tarea 4b. Regula El Juego Axial de Rodamientos de Rodillos CónicosDocument4 pagesTarea 4b. Regula El Juego Axial de Rodamientos de Rodillos CónicosJuancito VizcarraPas encore d'évaluation
- ENGRANAJESDocument88 pagesENGRANAJESEver ArteagaPas encore d'évaluation
- Balanceo InformeDocument5 pagesBalanceo InformeJorge Mora MartinezPas encore d'évaluation
- Trenes de EngranesDocument33 pagesTrenes de EngranesElisaMarquezVela0% (1)
- Sellos Mecanicos y Planes de Asistencia TecnaDocument67 pagesSellos Mecanicos y Planes de Asistencia TecnaCarlos Ruiz DiazPas encore d'évaluation
- Mantenimiento Reductores de VelocidadDocument33 pagesMantenimiento Reductores de VelocidadAlbanys Rangel100% (1)
- Manual de Alineacion de MotoresDocument13 pagesManual de Alineacion de Motoresdata493100% (1)
- Fajas en V PDFDocument40 pagesFajas en V PDFLeo GabrielPas encore d'évaluation
- Manual Del Participante Bombas Centrifugas PDFDocument82 pagesManual Del Participante Bombas Centrifugas PDFJorge PerezPas encore d'évaluation
- ALINEACIONDocument8 pagesALINEACIONjuan david lucumiPas encore d'évaluation
- Teoria Basica de Sistemas de Lubricación y Enfriamiento S-Placa OrifDocument115 pagesTeoria Basica de Sistemas de Lubricación y Enfriamiento S-Placa OrifRomilto David100% (3)
- Alineacion de AcoplesDocument6 pagesAlineacion de AcoplesLuis Fernando Gonzalez ReyesPas encore d'évaluation
- Catalogo Falk AcoplesDocument7 pagesCatalogo Falk AcoplesReinaldo Castillo67% (3)
- MANUAL+ALINEACION+ESPECTRUM DesbloqueadoDocument110 pagesMANUAL+ALINEACION+ESPECTRUM Desbloqueadochiky100% (1)
- Procedimiento de Alineamiento de Bombas Metodo en ReversoDocument18 pagesProcedimiento de Alineamiento de Bombas Metodo en ReversoMauricio Vargas Jerez100% (3)
- Alineamiento Con Comparador de CaratulaDocument18 pagesAlineamiento Con Comparador de CaratulaAnonymous TXOkcdy100% (2)
- Curso Básico de Alineación de MaquinariasDocument28 pagesCurso Básico de Alineación de MaquinariasAlfonso VásquezPas encore d'évaluation
- Plan de Mantenimiento de Una RectificadoraDocument8 pagesPlan de Mantenimiento de Una RectificadoraPeña Machado Christian0% (1)
- Alineacion de Maquinaria IndustrialDocument45 pagesAlineacion de Maquinaria IndustrialOber Nuñez100% (4)
- Mantenimiento de Bombas Centrifugas Sesion 05Document91 pagesMantenimiento de Bombas Centrifugas Sesion 05Boris100% (1)
- Trabajo de Entrega de Alienemaiento y Balanceo de Mecanismos Fran QuitoDocument12 pagesTrabajo de Entrega de Alienemaiento y Balanceo de Mecanismos Fran QuitofquitomillaPas encore d'évaluation
- Dobladora Manual Niagra +PDFDocument33 pagesDobladora Manual Niagra +PDFhecdar.lopezf601333% (9)
- Manual Dobladora de LaminaDocument33 pagesManual Dobladora de Laminanormang91% (11)
- Decreto 2269 de 1993Document25 pagesDecreto 2269 de 1993alejandroozaetaPas encore d'évaluation
- GFPI-F-019 Formato Guia de AprendizajeDocument4 pagesGFPI-F-019 Formato Guia de AprendizajeyudizamarPas encore d'évaluation
- Formato Hoja de Vida - V.02-10-2012Document6 pagesFormato Hoja de Vida - V.02-10-2012alejandroozaetaPas encore d'évaluation
- Resumen EsfuerzosDocument4 pagesResumen EsfuerzosalejandroozaetaPas encore d'évaluation
- GFPI-F-019 - Formato - Guia - de - Aprendizaje Montaje y Desmontaje de Elementos de MaquinasDocument8 pagesGFPI-F-019 - Formato - Guia - de - Aprendizaje Montaje y Desmontaje de Elementos de MaquinasalejandroozaetaPas encore d'évaluation
- Diseño de Poleas y Correas TrapezoidalesDocument7 pagesDiseño de Poleas y Correas Trapezoidalesalejandroozaeta100% (1)
- Tabla de Conversiones Estatica de BeerDocument1 pageTabla de Conversiones Estatica de BeeralejandroozaetaPas encore d'évaluation
- Taller Vistas BasicoDocument8 pagesTaller Vistas BasicoalejandroozaetaPas encore d'évaluation
- Movimientos LongitudinalesDocument29 pagesMovimientos LongitudinalesalejandroozaetaPas encore d'évaluation
- Guia - de - Aprendizaje Estructuras Sold3adas SolidworksDocument21 pagesGuia - de - Aprendizaje Estructuras Sold3adas SolidworksalejandroozaetaPas encore d'évaluation
- LCH Planos MetalmecanicosDocument2 pagesLCH Planos MetalmecanicosalejandroozaetaPas encore d'évaluation
- c2 80Document8 pagesc2 80alejandroozaetaPas encore d'évaluation
- Cálculos para La Selección de Transmisiones Por CorreaDocument27 pagesCálculos para La Selección de Transmisiones Por CorreaalejandroozaetaPas encore d'évaluation
- Examen DiseñoDocument1 pageExamen DiseñoalejandroozaetaPas encore d'évaluation
- Avance 5 Engranajes Rectos PDFDocument17 pagesAvance 5 Engranajes Rectos PDFalejandroozaetaPas encore d'évaluation
- Diseño de Poleas y Correas TrapezoidalesDocument7 pagesDiseño de Poleas y Correas Trapezoidalesalejandroozaeta100% (1)
- Examen Final Diseño Mecanico 2013 BDocument3 pagesExamen Final Diseño Mecanico 2013 BalejandroozaetaPas encore d'évaluation
- Estructuras Soldadas SolidworksDocument22 pagesEstructuras Soldadas SolidworksalejandroozaetaPas encore d'évaluation
- Ejercicios CentroidesDocument2 pagesEjercicios CentroidesalejandroozaetaPas encore d'évaluation
- Laboratorio NeumaticaDocument48 pagesLaboratorio NeumaticaalejandroozaetaPas encore d'évaluation
- Final FluidosDocument1 pageFinal FluidosalejandroozaetaPas encore d'évaluation
- Marco Legal Del Diseno CurricularDocument12 pagesMarco Legal Del Diseno CurricularLeonardo NeusaPas encore d'évaluation
- Hidraulica BasicaDocument161 pagesHidraulica Basicaangel_faria4054100% (2)
- Diagnostico - DibujoDocument13 pagesDiagnostico - DibujoalejandroozaetaPas encore d'évaluation
- ILOG - Curso Basico Particulas Magneticas 2014Document138 pagesILOG - Curso Basico Particulas Magneticas 2014dextermindPas encore d'évaluation
- Estudio de La Dureza Del Queso Edam Por Medio de Análisis de Perfil de Textura y Penetrometria Por EsferaDocument1 pageEstudio de La Dureza Del Queso Edam Por Medio de Análisis de Perfil de Textura y Penetrometria Por EsferaalejandroozaetaPas encore d'évaluation
- Resolución 736 de 2009Document2 pagesResolución 736 de 2009alejandroozaeta100% (1)
- Capitulo2sobre Algunos Fenomenos Del Cielo DiurnoDocument45 pagesCapitulo2sobre Algunos Fenomenos Del Cielo DiurnoMaria EugeniaPas encore d'évaluation
- Reloj Digital Con Displays de 7 Segmentos y PIC 16F84ADocument9 pagesReloj Digital Con Displays de 7 Segmentos y PIC 16F84ALuis Cherres50% (2)
- Horas y Relojes (Repaso)Document8 pagesHoras y Relojes (Repaso)BetsabetFernándezPas encore d'évaluation
- Proyecto TacometroDocument20 pagesProyecto TacometroLuis Alfonso Prada LeonPas encore d'évaluation
- PRÁCTICA DE LABORATORIO 5 Señales de Reloj (CLOCK) 2022Document11 pagesPRÁCTICA DE LABORATORIO 5 Señales de Reloj (CLOCK) 2022Danny Vinicio Cobos VegaPas encore d'évaluation
- Libro para Preguntas de Exámen y TareaDocument76 pagesLibro para Preguntas de Exámen y TareaERICKCITO100% (1)
- Nombre Del AlumnoDocument13 pagesNombre Del AlumnoMimis TazPas encore d'évaluation
- La Guia MetAs 07 07 Cronometro TemporizadorDocument7 pagesLa Guia MetAs 07 07 Cronometro Temporizadorreader_64Pas encore d'évaluation
- Hunab Ku y EL RAYO SINCRONIZADORDocument5 pagesHunab Ku y EL RAYO SINCRONIZADORpablo sanchezPas encore d'évaluation
- Taller SwatchDocument4 pagesTaller SwatchSebass CarmonaPas encore d'évaluation
- EscapeDocument9 pagesEscapeVictor FernandezPas encore d'évaluation
- Relojes y CalendariosDocument1 pageRelojes y CalendariosAntOny H. BarbozaPas encore d'évaluation
- Triptico El RelojDocument2 pagesTriptico El Relojfiori100% (1)
- Reloj Solar AnalematicoDocument10 pagesReloj Solar AnalematicoAntony FernándezPas encore d'évaluation
- Manual Moto Coral 150 PDFDocument32 pagesManual Moto Coral 150 PDFJose Angel Calero Herrera50% (2)
- Movimiento Circular para Tercer Grado de SecundariaDocument6 pagesMovimiento Circular para Tercer Grado de SecundariaPablo R. M.100% (1)
- Evconfort. Calefacción PDFDocument20 pagesEvconfort. Calefacción PDFFernandoPas encore d'évaluation
- Manual de Usuario. Surrey 553TGQ (Frío - Calor)Document16 pagesManual de Usuario. Surrey 553TGQ (Frío - Calor)Diego CanedoPas encore d'évaluation
- Lecturas TerceroDocument50 pagesLecturas TerceroOlguita Gonzalez CatalanPas encore d'évaluation
- Rhsiete Manual Control de AsistenciaDocument36 pagesRhsiete Manual Control de AsistenciaPedro Islas ReséndizPas encore d'évaluation
- 10 Inventos de La Primera Guerra MundialDocument6 pages10 Inventos de La Primera Guerra Mundialjoseave100% (1)
- Reloj de FloresDocument3 pagesReloj de FloresCarmen Gloria Sanchez GallardoPas encore d'évaluation
- Reloj CasioDocument4 pagesReloj CasioMarcosIvanMirelesPas encore d'évaluation
- Matutina de Menores 2019Document10 pagesMatutina de Menores 2019Yineth ColinaPas encore d'évaluation
- CronometriaDocument2 pagesCronometriaMariajo StudyPas encore d'évaluation
- Ejercicios Aplicación Tarea Mov CircularDocument2 pagesEjercicios Aplicación Tarea Mov CircularMiguel LLontop Serquén100% (1)
- Unidad Didáctica QUE HORA ESDocument1 pageUnidad Didáctica QUE HORA ESKarina SosaPas encore d'évaluation
- 5600 Manual ServicioDocument16 pages5600 Manual ServiciorudyvarsaPas encore d'évaluation
- George Woodcock. La Tirania Del RelojDocument6 pagesGeorge Woodcock. La Tirania Del RelojalgaluuuPas encore d'évaluation
- PS 3° - Sesión 21 SetiembreDocument8 pagesPS 3° - Sesión 21 SetiembreCINTHYA VANESSA GUEVARA SEGURAPas encore d'évaluation