Académique Documents
Professionnel Documents
Culture Documents
Tesis Modificacion de Estacion de Flujo PDF
Transféré par
Robert OsorioTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Tesis Modificacion de Estacion de Flujo PDF
Transféré par
Robert OsorioDroits d'auteur :
Formats disponibles
UNIVERSIDAD SIMN BOLVAR
DECANATO DE ESTUDIOS DE POSTGRADO
COORDINACIN DE POSTGRADO EN INGENERA MECNICA Y CIVIL
ESPECIALIZACIN EN INGENIERA MECNICA DE PLANTAS DE PROCESOS
TRABAJO ESPECIAL DE GRADO
MODIFICACIN DE LA INFRAESTRUCTURA DE LA EF-ORC-2
PARA EL MANEJO DE CRUDO PESADO
por
LUIS DANIEL PREZ GUERRA
Febrero 2011
UNIVERSIDAD SIMN BOLVAR
DECANATO DE ESTUDIOS DE POSTGRADO
COORDINACIN DE POSTGRADO EN INGENERA MECNICA Y CIVIL
ESPECIALIZACIN EN INGENIERA MECNICA DE PLANTAS DE PROCESOS
MODIFICACIN DE LA INFRAESTRUCTURA DE LA EF-ORC-2
PARA EL MANEJO DE CRUDO PESADO
Trabajo Especial de Grado presentado a la Universidad Simn Bolvar
por
Luis Daniel Prez Guerra
como requisito parcial para optar al grado de
Especialista en Ingeniera Mecnica de Plantas de Procesos
Con la asesora del Prof.
Miguel Asuaje
Febrero 2011
ii
UNIVERSIDAD SIMN BOLVAR
DECANATO DE ESTUDIOS DE POSTGRADO
COORDINACIN DE POSTGRADO EN INGENERA MECNICA Y CIVIL
ESPECIALIZACIN EN INGENIERA MECNICA DE PLANTAS DE PROCESOS
MODIFICACIN DE LA INFRAESTRUCTURA DE LA EF-ORC-2
PARA EL MANEJO DE CRUDO PESADO
Por: Luis Daniel Prez Guerra.
Carnet: 0987173
Este Trabajo Especial de Grado ha sido aprobado en nombre de la
Universidad Simn Bolvar por el siguiente jurado examinador:
Presidente
Prof.
Miembro Principal
Prof.
Miembro Principal - Tutor
Prof.
4 de Febrero de 2011
iii
DEDICATORIA
Dedicado especialmente al nico y Sabio Dios por ser la nica fuente de vida, de
paz, de amor y xito de este Universo.
A una de las mujeres ms grande de mi vida. Madre, fuiste mi ejemplo y mi
combustible para alcanzar las metas que he trazado en mi vida, este triunfo es mas
tuyo que mo. Te quiero!
A toda mi familia por apoyarme y creer en m. Espero que este logro les pueda dar
un momento de regocijo a sus corazones.
Y finalmente a todas aquellas personas que puedan encontrar algn tipo de ayuda
con este trabajo.
iv
AGRADECIMIENTOS
Agradezco primeramente a Dios todo Poderoso por su gran amor y misericordia para
conmigo. Gracias Seor por ser Grande, sin ti no hubiese llegado hasta aqu.
A mi bella madre, por haberme formado como hombre, alentndome en los
momentos difciles y ensendome las bases del xito para que mi deseo pudiese
ser alcanzado.
Un agradecimiento muy especial a mi ta bella Miguelina y mi to Gernimo, despus
de mi madre, ustedes fueron el pilar ms grande que pudo sustentar la culminacin
de mi carrera.
A mi futura esposa Tita, quien me ayudo y estuvo a mi lado siempre con inmensa
paciencia durante los momentos de estrs que este proyecto causo en mi vida.
A toda mi familia, mi hermana, mi cuado, mi madrina, mis tas y tos que con su
valiosa ayuda, contribuyeron con mi causa personal.
A la Universidad Simn Bolvar, por ser la casa de estudio en la cual pude alcanzar
mi sueo.
A mi asesor acadmico Miguel Asuaje por sus aportes y conocimientos para con este
trabajo.
Y finalmente, a todos mis compaeros del equipo de Ingeniera y Operaciones del
Centro Operativo Orocual, por prestarme su apoyo y contribuir de alguna u otra
forma en el desarrollo de mi perfil como ingeniero, el cual fue fundamental para la
culminacin de este trabajo.
v
UNIVERSIDAD SIMN BOLVAR
DECANATO DE ESTUDIOS DE POSTGRADO
COORDINACIN DE POSTGRADO EN INGENERA MECNICA Y CIVIL
ESPECIALIZACIN EN INGENIERA MECNICA DE PLANTAS DE PROCESOS
Por: Prez Guerra Luis Daniel
Carnet: 0987173
Tutor: Prof. Miguel Asuaje
Fecha: Febrero de 2011
RESUMEN
Este trabajo presenta el rediseo de la Estacin de Flujo Orocual 2, con la finalidad
de manejar la produccin de crudo pesado asociado al Proyecto PIAVOS de 4,63
MBD de lquido y 3,87 MMPCND de gas hasta el ao 2014 desde el mltiple de
recoleccin hasta los tanques de almacenamiento.
El rediseo de la estacin consta de la incorporacin en la corriente de procesos de
un calentador el cual mediante la energa calrica suministrada a las tuberas o
serpentines por donde fluye el petrleo, disminuir la viscosidad y facilitar la
movilidad del crudo, evitando arrastre de lquido a la etapa depuracin debido al
aumento en el nivel de lquido del separador ocasionado por el incremento de
presin en las lneas de procesos; por otro lado tambin se recomienda el aumento
de los dimetros de varios tramos de tuberas existentes en las lneas de procesos
que conforman la estacin, obteniendo as cadas de presin dentro de los valores
establecidos en las normas nacionales e internacionales de ingeniera. Para evaluar
el efecto que produce la temperatura dentro de la corriente de procesos se simul a
travs del software de evaluacin hidrulica PIPEPHASE los diferentes escenarios
propuestos, con la finalidad de determinar cual es la temperatura, la energa calrica
y los dimetros de tuberas requeridos para poder cumplir con el objetivo del
proyecto.
Adicionalmente como parte del proyecto tambin se consideraron los criterios de
diseo mencionados en las normas nacionales e internacionales sobre separacin
entre equipos, espesor mnimo de diseo de tubera y elaboracin de planos con la
finalidad de presentar un trabajo completo que permita llevar a cabo en un corto
tiempo y por esfuerzo del personal propio de PDVSA la construccin de la presente
propuesta, dejando as una disponibilidad hasta el ao 2014 para el manejo de la
produccin comprometida por el Proyecto PIAVOS en la EF-ORC-2.
Palabras claves: Transporte de Hidrocarburos, Manejo de Hidrocarburos,
Estaciones de Flujo, Pipephase.
vi
NDICE GENERAL
APROBACIN DEL JURADO.................................................................................... ii
DEDICATORIA............................................................................................................iii
AGRADECIMIENTOS ................................................................................................ iv
RESUMEN................................................................................................................... v
NDICE GENERAL..................................................................................................... vi
NDICE DE TABLAS.................................................................................................. ix
NDICE DE FIGURAS.................................................................................................. x
LISTA DE ABREVIATURAS..................................................................................... xiii
INTRODUCCIN......................................................................................................... 1
CAPTULO I: PLANTEAMIENTO DEL PROBLEMA.................................................. 3
1.1. Descripcin del problema........................................................................... 3
1.2. Objetivo general ......................................................................................... 7
1.3. Objetivos especficos ................................................................................. 7
1.4. Justificacin e importancia......................................................................... 8
CAPTULO II: MARCO REFERENCIAL ..................................................................... 9
2.1. Antecedentes............................................................................................. 9
2.2. Ubicacin del Campo Orocual ................................................................. 12
2.3. Descripcin del Campo Orocual .............................................................. 13
2.4. Normas Nacionales e Internacionales utilizadas para el proyecto........... 14
2.5. Marco Terico.......................................................................................... 14
2.5.1. Comportamiento y caracterizacin del petrleo......................... 14
2.5.2. Propiedades Fsicas del Petrleo.............................................. 15
2.5.3. Variables de Proceso................................................................. 21
2.5.4. Estaciones de Flujo ................................................................... 22
2.5.5. Componentes bsicos de una estacin de flujo ........................ 23
2.5.6. Partes de un calentador............................................................. 27
2.5.7. Variables a controlar en el proceso de calentamiento............... 29
2.5.8. Diseo de Tubera..................................................................... 30
2.5.9. PIPEPHASE versin 9.1 (Invensys Simsci Esscor)................... 36
CAPTULO III: MARCO METODOLGICO.............................................................. 40
vii
3.1. Tipo de investigacin ............................................................................... 40
3.2. Diseo de la investigacin ...................................................................... 40
3.3. Poblacin y muestra ................................................................................ 41
3.4. Procedimiento metodolgico.................................................................... 41
3.4.1. Descripcin del proceso y la instalacin asociadas a la estacin
de flujo EF-ORC-2, para las condiciones actuales de operacin.......... 42
3.4.2. Evaluacin hidrulica de la infraestructura existente en superficie
de la EF-ORC-2, considerando el crecimiento de la produccin
asociada al proyecto PIAVOS .............................................................. 43
3.4.3. Anlisis de las variables que afectan el manejo del crudo pesado
en superficie en la estacin de flujo Orocual 2 ..................................... 45
3.4.4. Modificacin de la infraestructura existente para el mejoramiento
en la movilidad en superficie de crudo pesado en la EF-ORC-2 .......... 46
3.4.5. Evaluacin hidrulica del modelo propuesto para el manejo en
superficie el crecimiento de la produccin asociada al proyecto
PIAVOS ................................................................................................ 48
3.4.6. Comparacin de los resultados del modelo de infraestructura
propuesta con la infraestructura existente considerando la mxima
produccin de crudo asociada al crecimiento de produccin por el
proyecto PIAVOS.................................................................................. 48
3.4.7. Elaboracin de planos para la modificacin de la instalacin
existente (Diagramas de Procesos PFD, Planos de Planta e
Isomtricos) .......................................................................................... 48
3.5. Tcnicas e instrumentos.......................................................................... 48
3.5.1. Programa PIPEPHASE de Simulation Sciences ....................... 49
3.6. Recursos.................................................................................................. 49
3.6.1. Recursos Humanos ................................................................... 49
3.6.2. Recursos Materiales.................................................................. 50
3.6.3. Recursos Financieros................................................................ 50
CAPTULO IV: PRESENTACIN Y analisis de RESULTADOS ............................. 51
4.1. Descripcin del proceso y la infraestructura asociada a la estacin de flujo
EF-ORC-2, para las condiciones actuales de operacin................................. 51
4.1.1 Capacidad de los equipos de la estacin .................................. 52
4.1.2 Capacidad de la vlvula de control de la estacin..................... 53
4.1.3 Pozos manejados en la Estacin de Flujo Orocual 2................. 55
viii
4.2. Evaluacin hidrulica de la infraestructura existente en superficie de la
EF-ORC-2, considerando el crecimiento de la produccin asociada al proyecto
PIAVOS........................................................................................................... 56
4.2.1 Capacidad de desalojo de la vlvula de control de nivel ........... 57
4.2.2 Velocidad de diseo .................................................................. 59
4.2.3 Prdidas por friccin.................................................................. 60
4.3. Anlisis de las variables que afectan el manejo del crudo pesado en
superficie en la estacin de flujo Orocual 2..................................................... 63
4.3.1 Clculo del calor requerido........................................................ 64
4.4. Modificacin de la infraestructura existente para el mejoramiento en la
movilidad en superficie de crudo pesado en la EF-ORC-2 ............................. 66
4.4.1 Ubicacin de la Instalacin........................................................ 67
4.5. Evaluacin hidrulica del modelo propuesto para el manejo en superficie
el crecimiento de la produccin asociada al proyecto PIAVOS....................... 69
4.5.1 Cantidad de calor requerido por el calentador........................... 71
4.5.2 Capacidad de desalojo de la vlvula de control de nivel ........... 72
4.5.3 Velocidad de diseo .................................................................. 73
4.5.4 Prdidas por friccin.................................................................. 74
4.5.5 Modificacin de dimetros en tuberas de proceso. .................. 75
4.5.6 Capacidad de desalojo de la vlvula de control de nivel ........... 79
4.5.7 Velocidad de diseo. ................................................................. 80
4.5.8 Prdidas por friccin. ................................................................. 81
4.6. Comparacin de los resultados del modelo de infraestructura propuesta
con la infraestructura existente considerando la mxima produccin de crudo
asociada al crecimiento de produccin por el proyecto PIAVOS .................... 82
4.7. Planos para la modificacin y Lista de Materiales ................................... 83
4.7.1 Diagrama de flujo de Proceso ................................................... 83
4.7.2 Plano de Plantas ....................................................................... 83
4.7.3 Isomtricos y lista de materiales................................................ 84
CAPTULO V: CONCLUSIONES Y RECOMENDACIONES..................................... 89
5.1. Conclusiones ........................................................................................... 89
5.2. Recomendaciones ................................................................................... 92
REFERENCIAS......................................................................................................... 93
ANEXOS.................................................................................................................... 95
ix
NDICE DE TABLAS
Tablas Pag.
3.1. Descripcin de los elementos utilizados en el diagrama de procesos del
simulador ................................................................................................................... 44
4.1. Capacidad nominal de los equipos de procesos de la EF-ORC-2...................... 53
4.2. Capacidad de manejo de fluido (agua) de la vlvula Kimray a diferentes
dimetros [21] ............................................................................................................ 54
4.3. Capacidad de manejo de fluido de gravedad 13,6 API para una vlvula Kimray
de 4 pulgadas de dimetro ........................................................................................ 55
4.4. Pozos asociados a la EF-ORC-2........................................................................ 56
4.5. Variables de proceso consideradas para la evaluacin de las condiciones
actuales ..................................................................................................................... 57
4.6. Variables de proceso consideradas para la evaluacin tomando en cuenta la
modificacin de la infraestructura .............................................................................. 70
4.7. Dimetros propuestos en tramos de tuberas..................................................... 76
4.8. Resultados de los escenarios evaluados............................................................ 82
4.9. Lista de materiales de la tubera de conexin de alimentacin y descarga del
calentador .................................................................................................................. 85
4.10. Lista de materiales de la tubera de conexin de alimentacin del separador
(segmentos 7-12)....................................................................................................... 86
4.11. Lista de materiales de la tubera de salida de lquido del separador (segmentos
17-21) ........................................................................................................................ 87
4.12. Lista de materiales de la tubera de alimentacin del tanque de almacenamiento
(segmentos 23-28)..................................................................................................... 88
x
NDICE DE FIGURAS
Figuras Pag.
1. Estacin de Flujo Orocual 2 (EF-ORC-2)................................................................. 2
1.1. Manejo de la produccin del Campo Petrolero Orocual........................................ 3
1.3. Plan de desarrollo de la EF-ORC-2 (2010-2029).................................................. 5
1.4. Plan de desarrollo de la EF-ORC-2 (2010-2029) considerando el rediseo de la
estacin ....................................................................................................................... 6
2.1. Mtodos utilizados en Venezuela para transportar crudos pesados..................... 9
2.2. Rutas de los oleoductos Hot-Line y Boscn ....................................................... 10
2.3. Esquema de produccin de crudo pesado de Petrocedeo ............................... 11
2.4. rea de mechurrio afectada durante el incidente en la EF-ORC-2..................... 12
2.5. Ubicacin del Centro Operativo Orocual............................................................. 12
2.6. Esquema General del Centro Operativo Orocual ............................................... 13
2.7. Proceso de produccin y patrones de flujo [1] .................................................... 15
2.8. Curva de saturacin del crudo [1] ....................................................................... 18
2.9. Presin de burbuja del crudo [1] ......................................................................... 19
2.10. Mltiple de recoleccin [18] .............................................................................. 24
2.11. Separador de gas lquido vertical [18]............................................................... 25
2.12. Tanque de almacenamiento [18] ...................................................................... 26
2.13. Calentador horizontal de crudo [18] .................................................................. 27
2.14. Velocidad de diseo para tuberas [4]............................................................... 32
2.15. Mxima cada de presin por cada 100 pies de tuberas para lquidos [3] ....... 33
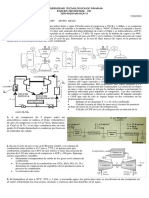
3.1. Diagrama de flujo para simular las condiciones hidrulicas en la estacin......... 43
3.2. Ventanas donde es cargada la data de longitudes, dimetro y tipo de accesorios
de las tuberas (Simulador PIPEPHASE) .................................................................. 44
3.3. Ventanas donde es cargada la data de volumetra, condiciones de presin,
temperatura y tipo de fluido (Simulador PIPEPHASE)............................................... 45
3.4. Direccin predominante del viento para la ubicacin de los equipos.................. 46
3.5. Ventana donde es cargado el equipo calentador y la especificacin del mismo
(Simulador PIPEPHASE) ........................................................................................... 47
4.1. Diagrama de procesos de la EF-ORC-2 ............................................................. 52
4.2. Esquema de una vlvula de control de nivel de lquido [21] ............................... 53
xi
4.3. Diagrama de procesos por el simulador considerando la infraestructura
existente .................................................................................................................... 58
4.4. Vlvula de control de nivel de lquido Kimray a la salida de lquido del
separador................................................................................................................... 58
4.5. Grfica del comportamiento de la velocidad del fluido (roja) y la velocidad de
diseo (azul) en cada segmento de tubera considerando la infraestructura
existente .................................................................................................................... 59
4.6. Tubera de alimentacin de lquido de 4 pulgadas ubicada en el techo del
tanque........................................................................................................................ 60
4.7. Grfica del comportamiento del gradiente de presin para cada segmento de
tubera desde el mltiple hasta el tanque considerando la infraestructura existente. 61
4.8. Tubera de 6 pulgadas de alimentacin de fluido del separador......................... 61
4.9. Tubera de 4 pulgadas de salida de lquido del separador ................................. 62
4.10. Tubera de 4 pulgadas de alimentacin del tanque .......................................... 62
4.11. Condicin irregular en separacin de fases (arrastre de lquido en equipo
separador) ................................................................................................................. 63
4.12. Grfica del comportamiento de la viscosidad del crudo de 13,6 API en funcin
a la temperatura......................................................................................................... 64
4.13. Calentador propuesto para instalar en la salida del mltiple de recoleccin de la
EF-ORC-2.................................................................................................................. 67
4.14. Diagrama de procesos de la EF-ORC-2 con la incorporacin del calentador... 67
4.15. Separacin entre equipos dentro de un bloque de una instalacin [22] ........... 68
4.16. Ubicacin seleccionada para el calentador....................................................... 69
4.17. Punto para realizar conexin de tubera de alimentacin y descarga del
calentador .................................................................................................................. 69
4.18. Can de 10 pulgadas de alimentacin de la produccin general.................... 70
4.19. Resultados obtenidos considerando el escenario 4 para determinar el calor
requerido.................................................................................................................... 71
4.20. Diagrama de procesos por el simulador considerando la propuesta de
modificacin............................................................................................................... 72
4.21. Grfica del comportamiento de la velocidad del fluido (azul) y la velocidad de
diseo (roja) en cada segmento de tubera considerando la propuesta de
modificacin............................................................................................................... 73
4.22. Grfica del comportamiento del gradiente de presin para cada segmento de
tubera desde el mltiple hasta el tanque considerando la propuesta de
modificacin............................................................................................................... 74
4.23. Separacin de las fases lquido gas del fluido multifsico dentro del separador
(operacin normal)..................................................................................................... 75
xii
4.24. Diagrama de procesos por el simulador considerando la temperatura de 115 F
y el aumento del dimetro de tubera ........................................................................ 79
4.25. Grafica del comportamiento de la velocidad del fluido (roja) y la velocidad de
diseo (azul) en cada segmento de tubera considerando la temperatura de 115 F y
el aumento de los dimetros de tuberas................................................................... 80
4.26. Grfica del comportamiento del gradiente de presin para cada segmento de
tubera desde el mltiple hasta el tanque considerando la temperatura de 115 F y el
aumento de los dimetros de tuberas....................................................................... 81
4.27. Diagrama de Flujo de Procesos de la EF-ORC-2 considerando la instalacin del
calentador .................................................................................................................. 83
4.28. Plano de planta para la instalacin de los equipos........................................... 84
4.29. Isomtrico de la tubera de conexin de alimentacin y descarga del
calentador .................................................................................................................. 84
4.30. Isomtrico de la tubera de conexin de alimentacin del separador (segmentos
7-12 del link L001) ..................................................................................................... 85
4.31. Isomtrico de la tubera de salida de lquido del separador (segmentos 17-21
del link L003) ............................................................................................................. 86
4.32. Isomtrico de la tubera de alimentacin del tanque de almacenamiento
(segmentos 23-28 del tramo L003)............................................................................ 87
xiii
LISTA DE ABREVIATURAS
NOMBRE DESCRIPCIN
A rea interna transversal de la tubera
API American Petroleum Instituite
ASME American Society of Mechanical Engineers
BAPD Barriles de agua por da
BBPD Barriles brutos por da
BNPD Barriles netos por da
BPD Barriles por da
BTU British Thermal Unit
c Corrosin admisible de la tubera
Cps Centipoise
D Dimetro externo de tubera
D-1 Depurador
E Factor longitudinal de Junta
EF Estacin de Flujo
F Grados fahrenheit
h Entalpa
Km Kilometro
m Flujo msico
MAC Macolla
MAWP Mxima presin permisible de trabajo
MBAD Miles de barriles de agua diarios
MBBD Miles de barriles brutos diarios
MBND Miles de barriles netos diarios
MMBTU/HR Millones de BTU por da
MMPCED Millones de pies cbico estndar por da
ORC Orocual
P Presin del crudo
xiv
Pb Presin de saturacin
Pd Presin de diseo
PDVSA Petrleos de Venezuela Sociedad Annima
PIAVOS Proyecto de Inyeccin Alterna de Vapor Orocual Somero
psia Libras pulgadas cuadradas absolutas
psig Libras por pulgadas cuadrada
Q Calor
Q
l
Caudal del lquido
Q
g
Caudal del gas
q Flujo volumtrico
R Grados Rankine
Rs Solubilidad del gas en el petrleo
scf Pies cbicos estndar
SG-1 Separador general
Sh Esfuerzo permisible de la tubera a la temperatura de diseo
SP-1 Separador de prueba
STb Barriles estndar
T Temperatura
t Espesor de diseo
V Velocidad
VAC Voltaje de corriente alterna
VDC Voltaje de corriente directa
VPM Vlvula multipuerto
V
sg
Velocidad superficial del gas
V
sl
Velocidad superficial del lquido
W Trabajo
Y
p
Coeficiente del material de tubera
Densidad
Gravedad especifica del crudo
g
Gravedad especifica del gas
Viscosidad del crudo saturado
xv
b
Viscosidad del crudo subsaturado
d
Viscosidad del crudo Muerto
1
INTRODUCCIN
La mayor parte de las reservas petroleras del mundo corresponde a hidrocarburos
viscosos y pesados, los cuales son difciles y muy costosos producir y refinar. Por lo
general, mientras ms pesado o denso es el petrleo crudo, menor es su valor
econmico. Los crudos pesados tienden a poseer mayores concentraciones de
metales y otros elementos, lo que exige ms esfuerzo y erogaciones para la
extraccin de productos utilizables y la disposicin final de los residuos. Desde
decenios de aos se conoce la existencia de depsitos de crudos pesados y extra
pesados que hoy atraen la atencin de las compaas petroleras del mundo. Dada la
coyuntura actual y considerando adems la abundancia de los mismos, muchos
yacimientos de petrleo pesado ahora pueden ser explotados en forma rentable, por
lo que tomando en cuenta la gran demanda, y estado en declinacin de la produccin
de la mayora de los yacimientos de petrleos convencionales, la atencin de la
industria en muchos lugares del mundo se est desplazando hacia la explotacin de
petrleo pesado.
Tradicionalmente, Venezuela est reconocida como un pas con sustanciales
reservas de petrleo pesado. No obstante para que la produccin de ste se
considere satisfactoria, es indispensable un buen funcionamiento de todas las fases
por las cuales debe pasar el crudo, desde su localizacin en el yacimiento hasta la
llegada del mismo a los tanques de almacenamiento y posterior comercializacin.
Las estaciones de flujo juegan un papel muy importante en toda esta cadena; por lo
general, constituyen el lugar donde se realizan los primeros procesos a los cuales es
sometido el petrleo producido, por lo que es indispensable mantener un buen
funcionamiento dentro de las mismas. Sin embargo, cuando estas manejan crudos
con altas viscosidades, se pueden producir diversas complicaciones si no se cuenta
2
con la tecnologa necesaria para prevenir esta situacin. Tal es el caso de la
Estacin de flujo Orocual 2 (EF-ORC-2), perteneciente al Campo Orocual.
En la Estacin de Flujo Orocual 2 (EF-ORC-2), se determin que la alta viscosidad
de los crudos es la responsable de los problemas presentados en los equipos y
tuberas de procesos. Por consiguiente, se considera necesaria el rediseo de la
estacin, modificando las condiciones de procesos a travs de la incorporacin de un
calentador, el cual mediante la energa calrica suministrada a las tuberas o
serpentines por donde fluye el petrleo, disminuir la viscosidad y facilitar la
movilidad del crudo, evitando as arrastre de lquido a la etapa depuracin debido al
aumento en el nivel de lquido del separador, de igual forma se recomienda el
aumento de los dimetros de varios tramos de tuberas existentes en las lneas de
procesos que conforman la estacin, obteniendo as cadas de presin dentro de los
valores establecidos en las normas nacionales e internacionales de ingenieras
garantizando de forma eficiente el manejo de la produccin desde el mltiple de
produccin hasta los tanques de almacenamiento de la estacin.
Figura 1. Estacin de Flujo Orocual 2 (EF-ORC-2)
3
CAPTULO I
PLANTEAMIENTO DEL PROBLEMA
1.1. Descripcin del problema
El campo petrolero Orocual perteneciente a la Divisin de Exploracin y Produccin
Oriente de PDVSA, se encuentra ubicado en el oriente del pas, en el Estado
Monagas, a 30 km de la ciudad de Maturn, posee gran diversidad en las
segregaciones de hidrocarburo que se producen en los pozos, presenta densidades
comprendidas desde los 7 API considerados como ext rapesado, hasta pozos con
densidad de 45 API considerados condensados. Esta produccin proveniente de
cada pozo es recolectada en los mltiples de recoleccin, desgasificada en los
equipos de separacin, acondicionada mediante tratamientos qumicos y
almacenada en los tanques, para luego ser fiscalizada y transportada a
comercializacin.
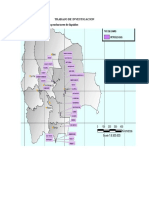
EF-ORC-4
MULTIPLE
LA TOSCANA
16 x 25 Km
PATIO DE TANQUES
TRAVIESO
12 " x 0,3 Km
12 x 3,5 Km
6 " x 4,3 Km
Pesado
10 " x 3 Km
MANRESA
14.8 API
EF-ORC-1
EF-ORC-2
EF-ORC-3
8 " x 4,3 Km
Liviano
LEYENDA
SSB
Mesa 30 EPJ-2
COMPLEJO JUSEPIN
20 " x 27 Km 12 " x 36 Km
20 " x 0,3 Km
20 x 25 Km
Principales: 64,0 Km (@2003)
Secundarios: 15,0 Km
EF-ORC-5
HACIA TANQUES
EF-ORC-1
Figura 1.1. Manejo de la produccin del Campo Petrolero Orocual
4
Hoy en da la Estacin de Flujo Orocual 2, construida en el ao 1978 posee una
capacidad nominal de separacin gas lquido de 5,5 MBBD de lquido y 15 MMPCED
de gas. Actualmente, maneja una produccin de 2,32 MBBD de lquido y 0,96
MMPCED de gas, con una gravedad promedio del crudo de 13 API, producto de la
mezcla de diferentes segregaciones. A continuacin se muestra en la Figura 1.2. una
vista de los equipos que conforman el rea de procesos de la Estacin de Flujo
Orocual 2 (EF-ORC-2).
Segn el plan de desarrollo del Campo Orocual 2010-2029, se tiene previsto para los
aos prximos incrementar la produccin en la EF-ORC-2 hasta llegar a ocupar 4,37
MBBD de lquido, 3,92 MBND de crudo y 9,43 MMPCED de gas para el ao 2018.
Parte de este incremento de produccin ser aportada por la perforacin de nuevos
pozos y trabajos de rehabilitacin de los ya existente con la finalidad de cumplir con
los compromisos de produccin asociados al distrito.
Uno de los proyectos contemplados en el plan de desarrollo del Campo Orocual es el
proyecto PIAVOS (Proyecto de Inyeccin Alterna de Vapor Orocual Somero) el cual
consiste en inyectar vapor a altas temperaturas a pozos someros de crudo pesado a
travs de la instalacin en superficie de calderas porttiles, para luego ponerlos a
producir hacia las estaciones existentes como es el caso de la EF-ORC-2 en una
Separador
General
SG-1
Depurador
D-1
Mltiple de
Recoleccin
General 10"
Prueba 6"
Separador
Prueba
SP-1
Gasoducto
8"
Figura 1.2. Equipos del rea de procesos
5
0,00
0,50
1,00
1,50
2,00
2,50
3,00
3,50
4,00
4,50
5,00
2
0
1
0
2
0
1
1
2
0
1
2
2
0
1
3
2
0
1
4
2
0
1
5
2
0
1
6
2
0
1
7
2
0
1
8
2
0
1
9
2
0
2
0
2
0
2
1
2
0
2
2
2
0
2
3
2
0
2
4
2
0
2
5
2
0
2
6
2
0
2
7
2
0
2
8
2
0
2
9
C
a
u
d
a
l
(
M
B
B
D
)
Tiempo (ao)
PDO Campo Orocual (2010 - 2029)
Produccin (MBBD)
primera fase denominada PIAVOS en fro, luego en una segunda fase denominada
PIAVOS en caliente, redireccionar toda la produccin asociada a este proyecto hacia
una nueva estacin con tecnologa en superficie para el manejo del crudo pesado,
esta nueva estacin tendr el nombre de Estacin de Flujo Orocual 5 (EF-ORC-5) y
est prevista la culminacin de su construccin para finales del ao 2011.
A continuacin la Figura 1.3. muestra el plan de desarrollo de la EF-ORC-2 (2010-
2029).
Figura 1.3. Plan de desarrollo de la EF-ORC-2 (2010-2029)
Como se observa en el ao 2011 de la Figura 1.3. el descenso en el manejo de la
produccin de la estacin de flujo Orocual 2, se debe a la fase en caliente del
proyecto PIAVOS, donde se redireccionar la produccin aportada por el proyecto
hacia la EF-ORC-5.
Sin embargo, previendo cualquier retraso que pueda suceder en el tiempo de
construccin y procura de los equipos en la nueva estacin de flujo Orocual 5, como
estrategia operacional en superficie se visualiz la posibilidad de continuar
manejando la produccin aportada por el proyecto PIAVOS en la EF-ORC-2 hasta el
ao 2014. Para esto, se evaluar las condiciones necesaria para manejar el
incremento mximo de la produccin de crudo pesado asociado al proyecto para el
ao 2014 de 4,63 MBBD de lquido, 3,33 MBND de crudo y 3,87 MMPCND de gas,
Culminacin de
EF-ORC-5
Mxima
produccin
6
ya que por experiencia operacional y previas evaluaciones, se sabe que la estacin
no cuenta con una capacidad hidrulica para manejar en superficie dicha volumetra,
debido a que en estudios previos se concluy que la misma a pesar de tener una
capacidad de separacin instalada de 5,5 MBBD de lquido, maneja una capacidad
hidrulica mxima de 2,7 MBBD de lquido, debido a las condiciones de procesos
que en su momento la estacin fue diseada.
Por tal motivo se deber redisear el proceso en la estacin, con la finalidad de
acondicionarlo para el manejo de la produccin de crudo pesado, a travs del uso de
calentamiento como mtodo de transporte para crudos de altas viscosidades,
dejando una disponibilidad en el manejo de la produccin hasta el ao 2014.
A continuacin se muestra en la Figura 1.4. el plan de desarrollo de la EF-ORC-2
considerando el rediseo de la estacin con el objetivo de manejar la produccin de
PIAVOS hasta finales del ao 2014.
0,00
0,50
1,00
1,50
2,00
2,50
3,00
3,50
4,00
4,50
5,00
2
0
1
0
2
0
1
1
2
0
1
2
2
0
1
3
2
0
1
4
2
0
1
5
2
0
1
6
2
0
1
7
2
0
1
8
2
0
1
9
2
0
2
0
2
0
2
1
2
0
2
2
2
0
2
3
2
0
2
4
2
0
2
5
2
0
2
6
2
0
2
7
2
0
2
8
2
0
2
9
C
a
u
d
a
l
(
M
B
B
D
)
Tiempo (ao)
PDO Campo Orocual (2010 - 2029)
Produccin (MBBD)
Figura 1.4. Plan de desarrollo de la EF-ORC-2 (2010-2029) considerando el rediseo
de la estacin
PIAVOS en la EF-ORC-2 hasta el
ao 2014 (4,63 MBBD)
7
1.2. Objetivo general
El objetivo del estudio, consiste en redisear el proceso en la EF-ORC-2 con la
finalidad de proponer mejoras para el manejo de la produccin de crudo pesado
asociado al proyecto PIAVOS hasta el ao 2014.
1.3. Objetivos especficos
1) Describir el proceso y la infraestructura asociada a la estacin de flujo EF-ORC-2,
para las condiciones actuales de operacin.
2) Evaluar hidrulicamente la infraestructura existente en superficie de la EF-
ORC-2, considerando el crecimiento de la produccin asociada al proyecto PIAVOS.
3) Analizar las variables que afectan el manejo del crudo pesado en superficie en la
estacin de flujo Orocual 2.
4) Modificar la infraestructura existente para el mejoramiento en la movilidad en
superficie de crudo pesado en la EF-ORC-2.
5) Evaluar hidrulicamente el modelo propuesto para el manejo en superficie del
crecimiento de la produccin asociada al proyecto PIAVOS.
6) Comparar los resultados del modelo de infraestructura propuesta con la
infraestructura existente considerando la mxima produccin de crudo asociada al
crecimiento de produccin por el proyecto PIAVOS.
7) Elaborar planos para la modificacin de la instalacin existente (Diagramas de
procesos PFD, planos de planta e isomtricos).
8
1.4. Justificacin e importancia
El presente trabajo surge por la necesidad en manejar en la estacin de Flujo
Orocual 2 (EF-ORC-2), parte de la produccin asociada a los pozos de altas
viscosidades que se tiene previstos explotar como parte del Proyecto de Inyeccin
Alterna de Vapor Orocual Somero (PIAVOS), el cual tiene como finalidad incrementar
el ndice de productividad mediante el mejoramiento de las condiciones de flujo de
los pozos de crudos pesado asociados al campo, contribuyendo de esta manera con
los compromisos de produccin establecidos por la corporacin para el Campo
Orocual.
Con la realizacin de este trabajo se garantizar en superficie parte de la produccin
de crudo pesado asociado al proyecto PIAVOS perteneciente al Campo Orocual, sin
necesidad de afectar el manejo de la produccin actual y sin realizar modificaciones
mayores de infraestructura, procurando personal tcnico, equipos y materiales
propios de PDVSA.
9
CAPTULO II
MARCO REFERENCIAL
2.1. Antecedentes
En los ltimos aos, la produccin, transporte, tratamiento y manejo de los crudos
pesados y extrapesados han tenido un gran inters por parte de las diferentes
empresas involucradas en estos procesos. Pases como Canad y Venezuela han
desarrollado reas de investigacin y de aplicacin que han hecho posible dentro de
parmetros econmicos la explotacin de sus yacimientos de crudos pesados.
Referente es el caso de Venezuela, que desde hace muchos aos se han explotados
sus yacimientos de crudos pesados. Para ello, se han utilizado tcnicas por medio
del suministro de energa, ya sea por medio de calentamiento, emulsionamiento y/o
dilucin que se ha mejorado el transporte y manejo de la produccin de crudo
pesado desde los yacimientos hasta las instalaciones en superficie [1].
Figura 2.1. Mtodos utilizados en Venezuela para transportar crudos pesados [1]
10
Venezuela utiliza mtodos de calentamiento para transportar la produccin de los
crudos pesados en el occidente del pas, especficamente en los oleoductos Hot-Line
y el oleoducto Boscn. El Hot-line es un oleoducto de 30 pulgadas de dimetro que
permite el transporte por medio de calentamiento de la produccin de los crudos
pesados de PDVSA desde Bachaquero hasta Puerto Miranda, mientras que el
oleoducto Boscn, permite el transporte desde el campo Boscn hasta la refinera de
Bajo Grande. En ambos oleoductos se hace uso del enterramiento de la tubera para
preservar la temperatura en el petrleo y de esta manera provocar la disminucin de
su viscosidad [1].
Figura 2.2. Rutas de los oleoductos Hot-Line y Boscn [1]
Con los convenios o asociaciones estratgicas realizadas por PDVSA y las
transnacionales para la explotacin de las reservas de crudos pesados en el oriente
de Venezuela, se define el uso de calentamiento y en conjunto con una dilucin
parcial como mtodo de transporte de crudo, de esta manera se concibe el oleoducto
de Petrocedeo, cuyo esquema de operacin se esquematiza en la Figura 2.3,
siguiente:
11
Figura 2.3. Esquema de produccin de crudo pesado de Petrocedeo [1]
En PDVSA se han realizados numerosos estudios enfocados en aumentar la
productividad de los campos de crudo pesado y extrapesado, dichos estudios
comprenden desde el incremento de la productividad del pozo hasta la mejora en
superficie del transporte de la produccin de crudo pesado y extrapesado.
En la Estacin de Flujo Orocual 2 para el mes de Septiembre del ao 2007, en un
intento de incrementar la produccin de la estacin a 3 MBD, se presentaron dos
incidentes cuando se alinearon tres pozos nuevos de alta viscosidad (ORS-88, ORS-
89 y ORS-93) pertenecientes a este proyecto PIAVOS, dicha condicin gener un
arrastre de lquidos hacia el depurador, despojador y mechurrio de la estacin
provocando una afectacin en la produccin diaria de 10 barriles de lquido, este
incidente se origino por un incremento en la presin de separacin de los equipos
debido a la alta viscosidad que estos pozos aportaban a la mezcla de la estacin.
A continuacin se muestra en la Figura 1.5. parte del rea afectada durante el
incidente originado por los pozos de alta viscosidad alineados a la EF-ORC-2.
12
Figura 2.4. rea de mechurrio afectada durante el incidente en la EF-ORC-2
2.2. Ubicacin del Campo Orocual
El Centro Operativo Orocual se encuentra ubicado aproximadamente a 30 km al
noroeste de la ciudad de Maturn, en el Municipio Piar del Estado Monagas. La
produccin proveniente de los pozos asociados al Campo Orocual es enviada hacia
cuatro (4) estaciones de flujo, las cuales son las encargadas de procesar las fases
involucradas: Crudo, Gas y Agua. Las lneas de flujo de los pozos del rea, son
direccionadas hacia las estaciones de flujo considerando simultneamente factores
como: la cercana entre pozo-estacin y los niveles de presin de cabezal
disponibles. En estas estaciones se desarrollan procesos de recoleccin fluido
multifsico, separacin lquido/gas, depuracin de gas, almacenamiento de crudo y
bombeo.
Figura 2.5. Ubicacin del Centro Operativo Orocual
Area
afectada
13
2.3. Descripcin del Campo Orocual
El Campo Orocual se caracteriza por la complejidad de los yacimientos existentes,
los cuales otorgan una produccin de aproximadamente, 20 MBND de crudo con 115
MMPCED de gas asociado, de diferentes segregaciones: condensado, liviano,
mediano y pesado. La columna estratigrfica de la zona del Campo Orocual est
integrada por una secuencia sedimentaria que abarca desde el cretceo medio hasta
el reciente. Estas secuencias incluyen las siguientes unidades estratigrficas:
Formacin San Juan (Cretceo), Formacin Vidoo (Paleoceno), Formacin Caratas
(Eoceno), Formacin Los Jabillos y Areo (Oligoceno), Formacin Carapita (Mioceno),
Formacin Las Piedras (Plioceno) y Formacin Mesa (Pleistoceno).
En superficie, esta produccin es enviada hacia cuatro estaciones de flujo
denominadas EF-ORC-1, EF-ORC-2, EF-ORC-3 y EF-ORC-4, tal como se observa
en el Esquema general del Centro Operativo Orocual (Figura 2.6).
Finalmente, la produccin del campo es bombeada al Patio de Tanques de Jusepn a
travs de un oleoducto de 20 pulgadas de dimetro y 27 km de longitud,
aproximadamente.
Figura 2.6. Esquema General del Centro Operativo Orocual
14
2.4. Normas Nacionales e Internacionales utilizadas para el proyecto
En este proyecto sern utilizados los cdigos, guas y normas de diseo aplicables.
En caso de conflicto de intereses entre dos a ms normas, siempre se recurrir al
criterio ms estricto y conservador.
Las normas utilizadas son las siguientes:
ASME B31.3 (Process Piping)
ASME B36.10 (Welded and Seamless Wrought Steel Pipe)
ASME B16.5 (Pipe Flanges and Flanged Fittings)
PDVSA PI-10-01-01 Intercambiador de calor (General)
PDVSA PI-10-01-02 Intercambiadores de calor tipo carcaza y tubo
PDVSA PI-09-04-00 Recipientes a presin (Fase Uso/Operacin)
PDVSA PI-09-01-00 Recipientes a presin (General)
PDVSA SI-S-21 Revisin Pre-Arranque
PDVSA PI-02-08-01 Pruebas hidrosttica y neumticas para sistemas de tuberas
PDVSA 90616.1.024. Dimensionamiento de tuberas de procesos.
PDVSA L-TP 1.5. Clculo hidrulico de tuberas.
PDVSA H-221 "Materiales de tuberas"
2.5. Marco Terico
2.5.1. Comportamiento y caracterizacin del petrleo
El petrleo es una mezcla compleja formada principalmente de elementos
hidrocarburos y otros elementos como CO2, H2S, He, Fe y arena, entre otros
slidos. Durante el proceso de produccin, manejo y tratamiento desde el yacimiento
hasta el centro de consumo, el petrleo se somete a una serie de cambios, en los
cuales se producen nuevas fases y se extraen ciertos componentes. De all, la
importancia de cuantificar o determinar las condiciones a las cuales se producen los
cambios de fases y separacin de los elementos que forman el petrleo, as como
15
las diferentes formas como se distribuyen las fases en la seccin transversal de la
tubera (patrones de Flujo).
Figura 2.7. Proceso de produccin y patrones de flujo [2]
2.5.2. Propiedades Fsicas del Petrleo
Viscosidad: La viscosidad se define como la resistencia que presenta un fluido al
movimiento por una fuerza cortante; es su friccin interna. Esta resistencia de debe a
dos fenmenos: 1) la cohesin de las molculas y 2) la transferencia molecular de
una capa a otra; lo que establece un esfuerzo tangencial o cortante. En los lquidos,
predomina la cohesin, y como esta disminuye al aumentar la temperatura, del
mismo modo disminuye la viscosidad de esos lquidos. En los gases, la cohesin es
relativamente dbil; como consecuencia, la mayor actividad molecular que se
produce al aumentar la temperatura provoca un incremento en la transferencia
molecular, con un aumento consecuente en la viscosidad.
16
Viscosidad del crudo muerto (P<Psat): Se entiende por crudo muerto por el
petrleo sin gas en solucin, y segn la correlacin propuesta por Beggs-Robinson
(1975) a partir de 460 medidas de viscosidad de crudo muerto se puede determinar
este valor a partir de la gravedad API y la temperatura [1], quedando expresada
mediante las siguientes ecuaciones:
Donde:
od
=viscosidad del crudo muerto
T=temperatura en R
API=gravedad API del crudo
Viscosidad del crudo Saturado o crudo vivo (P=Psat): Igualmente begg-
Robinson, en 1975 a partir de 2073 mediciones de viscosidad de crudo saturado,
desarrollaron una correlacin para determinar la viscosidad de crudo saturado [1],
cuya expresin matemtica corresponde a:
Donde:
ob
=viscosidad del crudo saturado
od
=viscosidad del crudo muerto
R
s
= solubilidad expresada en scf/stb
(2.1)
(2.2)
(2.3)
(2.4)
(2.5)
(2.6)
(2.7)
17
Viscosidad del crudo Subsaturado (P>Psat): Por ltimo Vasquez-beggs en 1976 a
partir de un total de 3593 puntos, desarrollaron de manera experimental las
siguientes expresiones que permiten de forma emprica determinar la viscosidad del
crudo subsaturado, es decir, cuando el crudo tiene gas en solucin [1].
Donde:
o
=viscosidad del crudo subsaturado
ob
=viscosidad del crudo saturado
P=presin del crudo
P
b
=presin de saturacin
Solubilidad del gas en el petrleo: La solubilidad del gas en petrleo (Rs) se define
como el volumen de gas expresado en pies cbicos de gas referidos a condiciones
estndar (scf), los cuales se diluirn en un barril de petrleo a condiciones de
almacenamiento (tanques) a una determinada condicin de presin y de temperatura
[1]. El uso del trmino de solubilidad implica que existe un lmite denla cantidad de
gas que puede ser disuelta en el petrleo. Bajo este esquema y haciendo uso del
concepto fsico de solucin saturadas se tienen soluciones no saturadas, saturadas y
sobre saturadas, que referida a la fase gaseosa en presencia de la fase liquida
representara al petrleo no saturado, el petrleo saturado y el petrleo
sobresaturado, respectivamente.
(2.8)
(2.9)
(2.10)
18
Figura 2.8. Curva de saturacin del crudo [1]
La solubilidad de gas desde el punto de vista termodinmico depende del estado
termodinmico del petrleo definido generalmente por la presin, la temperatura, la
caracterizacin del fluido, que bajo al esquema Black-Oil est dada por la gravedad
API de la fase lquida y la gravedad especfica de la fase gaseosa.
Presin de saturacin: La presin de saturacin o de burbuja de un sistema de
hidrocarburo se define como la mxima presin a la cual la primera burbuja de gas
es liberada desde el crudo [1], es decir que define la regin lmite entre las regiones
de una y dos fases. La figura 2.9. describe de manera esquemtica el significado de
la presin de saturacin. La presin de saturacin puede ser medida
experimentalmente mediante un proceso de expansin a temperatura y composicin
constante. En ausencia de una medida experimental, se puede determinar mediante
correlaciones empricas.
Existen modelos que expresan en forma de ecuaciones o graficas algunas
propuestas para determinar el valor de la presin de saturacin. Estas correlaciones
estn esencialmente basadas en la relacin con la solubilidad del gas, la gravedad
especifica del gas, la gravedad API del crudo y la temperatura del sistema.
19
Figura 2.9. Presin de burbuja del crudo [1]
Donde:
P
b
= Presin de saturacin expresada en psia
R
s
= solubilidad expresada en scf/stb
g
=gravedad especifica del gas
T=temperatura en R
Densidad: La densidad del petrleo se define como la razn entre la masa de una
unidad de volumen de crudo a una determinada presin y temperatura, mientras que
la gravedad especifica o densidad relativa del petrleo se define como la razn entre
la densidad del petrleo y la densidad del agua a 60 F y 1 atm de presin.
Gravedad especfica: La gravedad especfica representa un nmero adimensional
que relaciona las densidades de los fluidos a 60 F , a estas condiciones la densidad
del agua puede ser considerada igual a 62,4 lbm/cft
(2.11)
(2.12)
(2.13)
20
Gravedad API: Aunque la densidad y gravedad especfica del petrleo son
comnmente utilizadas en la industria petrolera, la gravedad API, trmino definido
por el Instituto Americano del Petrleo es preferida como la escala de gravedad.
Este parmetro fue definido para expresar la densidad de un fluido relativa al agua.
Con base en la definicin de grados API, los petrleos se han clasificado como:
API > 30P Petrleo liviano
20 < API < 30 Petrleo mediano
10 < API < 20P Petrleo pesado
API < 10 Petrleo Extrapesado
Relacin agua y sedimento (AyS): Es la cantidad de agua y sedimento que
permanece en suspensin en el crudo y est catalogado como impureza en
suspensin.
Velocidad del fluido: Es la variacin del movimiento de un fluido con respecto al
tiempo en una direccin o sentido determinado. Se trata de una medida del flujo del
fluido y se puede expresar en trminos de velocidad lineal, velocidad de masa,
velocidad volumtrica, etc. La velocidad es uno de los factores que contribuyen a la
capacidad de transporte de un fluido de proceso, en rgimen multifsico es necesario
conocer la velocidad de la fase lquida y la velocidad de la fase gaseosa con el
objetivo de determinar la de la mezcla. A continuacin se muestran las siguientes
ecuaciones:
(2.14)
(2.15)
(2.16)
21
2.5.3. Variables de Proceso
Presin de operacin: Es la presin a la cual los equipos o tuberas estn
normalmente expuestos durante la operacin de los mismos.
Presin de Diseo: Es la presin mxima, interna o externa, a ser utilizada para
determinar el espesor mnimo de tuberas, recipientes u otros equipos. Para
condiciones de vaco parcial o total, la presin externa es la mxima diferencia de
presin entre la atmosfrica y la presin interna existente en los equipos. De no ser
especificado de otra forma, es de uso frecuente que la presin de diseo sea
especificada en el tope del recipiente. Se determina mediante el siguiente clculo:
Mayor valor de:
Pdiseo = Poperacin + 30 psi
Pdiseo = 1.1 Poperacin
Mxima Presin Permisible de Operacin (MAWP por sus siglas en ingles): Es
la mxima presin manomtrica permisible en el tope de un recipiente colocado en
su posicin de operacin, a una temperatura establecida. Esta presin se basa en
clculos que usan el espesor nominal, excluyendo la tolerancia por corrosin y
excluyendo el espesor requerido para satisfacer cargas diferentes a las de presin
para cada elemento de un recipiente. La MAWP no se determina normalmente para
recipientes nuevos, pero se usa en recipientes que van a ser redimensionados o en
estudios relacionados con usos alternos del equipo.
Temperatura de operacin: Es la temperatura de fluido del proceso prevista para la
operacin normal.
Temperatura de operacin mxima: Es la temperatura ms alta del fluido del
proceso prevista para las desviaciones esperadas de la operacin normal. Esto
incluye arranque, despresurizacin, parada, operaciones alternadas, requerimientos
de control, flexibilidad operacional y perturbaciones del proceso. La definicin de esta
temperatura debe ser considerada individualmente, evaluando las causas que la
(2.17)
(2.18)
22
determinan, y cualquiera que sea el caso determinante, se debe establecer en los
documentos de diseo.
Temperatura de diseo: Es la temperatura del metal que representa las condiciones
coincidentes ms severas de presin y temperatura. Esta temperatura es utilizada
para el diseo mecnico de equipos y tuberas, incluyendo la seleccin de
materiales. Esta temperatura de diseo debe ser al menos 10C (18F) superior a la
temperatura de operacin mxima, pero en ningn caso inferior que la mxima
temperatura en casos de emergencia, como falla de servicios, bloqueo de operacin,
falla de instrumentos, etc. La temperatura de diseo de equipos y sistemas
protegidos por vlvulas de alivio, debe ser al menos la mxima temperatura
coincidente con la presin de ajuste de la vlvula de alivio respectiva. Esta se puede
calcular de la siguiente forma:
Mxima: Temperatura mxima media de la pared del equipo
T
diseo
= T
operacin
+ 50 F
Mnima: Temperatura mnima media de la pared del equipo
T
diseo
= T
operacin
2.5.4. Estaciones de Flujo
Es el conjunto de equipos interrelacionados para recibir, separar almacenar
temporalmente y bombear los fluidos provenientes de los pozos ubicados en su
vecindad. El resto de los componentes instalados en las estaciones de flujo, son
considerados sistemas accesorios.
Funcionamiento de la estacin de flujo: El lquido (petrleo y agua) y gas
asociado, proveniente de los pozos llega a la estacin de flujo a un cabezal (mltiple)
o can de produccin general y luego va a los separadores generales donde ocurre
la separacin gas-lquido. El gas sale por el tope de los separadores y va a los
depuradores, donde deja los residuos de crudo que pudieron haber quedado en la
separacin. El gas limpio es enviado por las tuberas de recoleccin a las plantas de
(2.19)
(2.20)
23
compresin o mini plantas. El lquido sale de los separadores y va a los tanques de
recoleccin, desde donde es succionado y enviado por las bombas a los patios de
tanques en tierra, a travs del sistema de recoleccin de crudo (lnea de bombeo)
correspondiente. Los volmenes de lquido y gas de cada pozo son medidos en un
separador (con caractersticas e instrumentos especiales) en tanque de medida e
instrumentos medidores de flujo.
2.5.5. Componentes bsicos de una estacin de flujo
Entre los principales componentes bsicos que pueden conformar una estacin de
flujo se encuentran:
Mltiples de recoleccin: Conjunto de vlvulas y componentes de tuberas
prefabricadas, donde convergen las lneas de flujo proveniente de los pozos,
recolectando de esta forma los fluidos producidos perteneciente a una estacin
recolectores de flujo.
Estos mltiples estn formados por dos o tres tubos, en instalaciones tanto en tierra
como en lago, instalados en posicin horizontal, paralelos un respecto al otro y
conectados a la lnea de flujo proveniente del pozo. En el punto de convergencia de
la lnea de flujo con el mltiple, se encuentra instalada una vlvula para tomar
muestra de crudo, una vlvula de retencin (check) para evitar el retorno del fluido en
caso de roturas en la lnea de flujo y vlvula de compuertas, de bola o tapn, las
cuales permiten cerrar o dejar el flujo.
El mltiple de recoleccin, tiene como funcin recibir el fluido bifsico (lquido y gas)
de los pozos que producen a una estacin recolectora de flujo y permiten las
facilidades del manejo crudo, garantizando la seleccin de la direccin deseada del
flujo a travs de una de las vlvulas instaladas en el mltiple, generalmente se usan
de compuerta, de bola o tapn.
24
Figura 2.10. Mltiple de recoleccin [18]
Separadores: Constituyen el equipo fundamental en el proceso de separacin y
pueden describirse como un recipiente en forma cilndrica o esfrica, colocado en
posicin horizontal o vertical cuyo propsito es separar el gas de los lquidos que
constituyen el crudo que llega al mltiple. Los separadores son diseados bajos
rango de presiones de trabajo alta, media y baja.
Poseen laminas de deflexin ubicadas inmediatas en su entrada, donde al producirse
el choque del flujo con las mismas, ocurre el desprendimiento del gas asociado,
llamado proceso de separacin gas-lquido, en donde el gas sale por el tope del
recipiente y es enviado a los depuradores mientras que el lquido sale por la parte
inferior. En la parte superior del equipo, poseen un tamiz llamado extractor de
niebla el cual retiene las partculas del lquido que pueda llevar el gas. Por otro lado
en la parte inferior, es descargado el crudo del separador, controlado por un
dispositivo que opera con la presin de la columna de fluido, dentro del recipiente.
Este dispositivo, enva la seal de cierre y apertura a la vlvula de descarga del
separador cuya utilizacin es muy confiable y de fcil mantenimiento.
25
Figura 2.11. Separador de gas lquido vertical [18]
Depuradores: Cuando el gas sale por el tope del separador, va hacia el depurador,
que es otro recipiente a presin el cual retiene las ltimas partculas lquidas y dems
impurezas del gas antes de ser enviado a las unidades de compresin. Otra funcin
importante de los depuradores es recoger el lquido proveniente de cualquier mal
funcionamiento de los separadores.
Tanques de almacenamiento: Una vez que el crudo proveniente de los pozos es
separado en los separadores y depuradores ubicados en las estaciones, es
recolectado en lo tanques, luego en forma inmediata, este crudo es transferido a los
patios de tanques para su tratamiento y/o despacho. Algunos tanques de recoleccin
ubicados en las estaciones de flujo son utilizados para la medicin de la produccin.
26
Figura 2.12. Tanque de almacenamiento [18]
Sistema de bombas de transferencia: Es el conjunto de mquinas hidrulicas, ya
sea centrifugas o de desplazamiento positivo, encargadas de transferir el crudo
mediante el incremento de energa, desde los tanques de estabilizacin ubicados en
las estaciones de flujo hacia los patio de tanques.
Calentador: Son equipos requeridos en las estaciones de flujo, lo cuales generan
energa calrica para calentar las tuberas o serpentines por donde fluye el petrleo,
para elevar y/o mantener la temperatura deseada del mismo, con el objetivo de
disminuir la viscosidad y facilitar la movilidad del crudo, evitando presiones excesivas
en las lneas de procesos.
27
Figura 2.13. Calentador horizontal de crudo [18]
2.5.6. Partes de un calentador
Piloto de encendido: Los pilotos son unas boquillas colocadas al lado del
quemador, cuya finalidad es mantener una llama permanente capaz de prender el
quemador, cada vez que este se apague por accin de la vlvula reguladora de
temperatura, evitando as la acumulacin de gas en el hogar. El suministro de gas a
los pilotos se hace por una lnea independiente, tomada antes de la vlvula
reguladora.
Quemadores de gas: Generalmente estn colocados en el piso del calentador y su
funcin es producir la cantidad de calor necesario para calentar el crudo, preparando
una mezcla combustible adecuada con el aire que entra por los registros y el gas
suplido a cada uno y quemndola, con una llama corta y de color azul.
Cmara de combustin: Es una cmara o caja la cual tiene un revestimiento
refractario internamente, con el fin de evitar dispersin o perdida de calor.
28
Material aislante: El material aislante reviste la carcasa externa del calentador como
tambin las tuberas de proceso a la salida del mismo, con el objetivo de mantener la
temperatura alcanzada dentro del equipo y as aprovechar el calor suministrado.
Serpentines: Son tubos de una aleacin de acero especial para soportar altas
temperaturas, los mas comnmente usados son de tipo horizontal con llama externa
a los tubos.
Chimenea: Est situada en la parte ms alta del calentador y su funcin es canalizar
el tiro de los productos de la combustin.
Lnea y vlvula instalada en entrada de gas combustible: Esta lnea de entrada
de gas combustible vara entre 3 a 8 y presin de 15 a 25 psig.
Lneas y vlvulas de entradas y salida de petrleo: La entrada de petrleo al
calentador es por la parte inferior, ya que es en esa fase parte inferior, donde hay
ms calor y el intercambio de temperatura se hace ms efectivo por estar cerca al
quemador. El recorrido a travs del calentador es por serpentines. La salida del
petrleo es por la parte superior del calentador, o sea, que el flujo es de abajo hacia
arriba y la presin de la entrada vara de acuerdo al flujo de produccin en el campo.
La entrada del petrleo por la parte inferior, facilita el flujo a travs del serpentn por
el termosifn.
Alarmas de proteccin: Es un sistema de detencin de condiciones inseguras que
permiten preservar la vida til de los calentadores. Estas alarmas, por lo general, se
reflejan en un panel de control, mediante una luz o por medio de sirenas.
Las condiciones inseguras por la que se accionan las alarmas son:
Baja presin de gas a quemadores
Alta presin de gas a quemadores
Baja presin de gas piloto
Alta temperatura salida de crudo
29
Muy alta temperatura salida de crudo
Alta temperatura en la chimenea
Humo en la chimenea
Bajo flujo de crudo
Piloto apagado. Prdida de aire de instrumentos
No hay voltaje 120 VAC. Falla alimentacin 42 VDC
2.5.7. Variables a controlar en el proceso de calentamiento
Las variables a controlar en el proceso de calentamiento son las siguientes:
Temperatura: La temperatura es una variable manejada comnmente, pero resulta
difcil dar una definicin exacta. Pueden decirse, que la temperatura mide o da la
idea del grado de calor o frio de un cuerpo. Otra definicin es que la misma es el
potencial necesario para que el calor fluya o circule. Esta definicin puede ser
asociada con voltaje en electricidad y presin hidrulica.
Calor requerido: En los balances de energa se emplea en esencia la primera ley de
la termodinmica [3], la cual es expresada mediante la siguiente frmula:
Para un intercambiador de calor no existe trabajo por lo que el trmino de W=0,
quedando reducida la ecuacin a la siguiente expresin:
Teniendo en cuenta que la entalpa (h) es igual al calor especfico (Cp) por la
variacin de la temperatura (T) se resume la ecuacin de la primera ley para el
clculo del calor requerido para elevar la temperatura de fluido a la siguiente
expresin:
(2.21)
(2.22)
30
Donde el flujo msico es calculado mediante la multiplicacin del caudal volumtrico
por la densidad del fluido:
Presin: Es una variable que representa una indicacin del comportamiento de un
fluido (petrleo y agua, en caso de los calentadores) durante un lapso de tiempo, por
lo que es muy importante el control sobre ella para evitar contratiempos que daen el
proceso en lo concerniente a la seguridad humana y de los equipos.
Flujo: Se define como el movimiento de un fluido y en el caso de calentamiento,
debe ser controlado para un efectivo proceso. Este flujo se puede medir en unidades
de masa por unidades de tiempo. En los calentadores el control de flujo va a estar
dado por capacidad de manejo y/o necesidad de la empresa.
2.5.8. Diseo de Tubera
Para disear una tubera se deben consideran varios aspectos importantes, entre
estos, tenemos a continuacin:
Velocidad de erosin: La experiencia indica que un importante lmite superior de
velocidad en tuberas de proceso, es la llamada velocidad de erosin, que equivale
presumiblemente a una velocidad por encima de la cual ocurrira una erosin
excesiva, con el peligro de que la tubera falle [4].
Los efectos erosivos se mencionan en la literatura; pero el mecanismo nunca se
describe. Las partculas de virutas, arena o afines podran convertirse en agente de
erosin. Mientras que en el flujo bifsico las pequeas gotas de lquido podran ser
las responsables. Independientemente del mecanismo, no cabe duda de que el
fenmeno es real.
(2.23)
(2.24)
31
El siguiente criterio emprico se utiliza para evitar la posibilidad de erosin en una
tubera de acero al carbono bifsica:
mezcla
erosion de limite V
160
) ( =
Donde:
Qg Ql
Qg g Ql l
mezcla
+
+
=
l= Densidad del lquido, en lb/pie3 @ condiciones de lnea
g
= Densidad del gas, en lb/pie3 @ condiciones de lnea
Q
l
= Caudal del lquido, en ft3/s @ condiciones de lnea
Q
g
= Caudal del gas, en ft3/s @ condiciones de lnea
Velocidad de diseo: Las recomendaciones para limitar las velocidades erosivas
son pocas y carecen de fundamento experimental. La recomendacin se basa en
una frmula presentada en la literatura, adems de la experiencia general de que no
se han producido accidentes catastrficos causados por su aplicacin.
Cuando la limitacin de ruido sea una consideracin importante, se recomiendan
velocidades comprendidas entre 50 y 60% de la velocidad de erosin [4]. (Vase
Figura 2.9.)
mezcla
diseo de V
100
) ( =
(2.25)
(2.26)
(2.27)
32
Figura 2.14. Velocidad de diseo para tuberas [4]
Prdidas por friccin de tuberas: Las recomendaciones para limitar las prdidas
de presin por efectos de la friccin en tuberas, es de suma importancia para el
dimensionamiento de la misma, en la norma PDVSA existen recomendaciones sobre
el valor mximo de prdidas alcanzadas por cada 100 pies de tuberas que debera
tener el fluido [5] (Vase Figura 2.10.)
33
Figura 2.15. Mxima cada de presin por cada 100 pies de tuberas para lquidos [3]
Espesores de pared de tubera requerida (t): Mnimo valor de espesor que debe
poseer una parte presurizada de la tubera para soportar las condiciones de presin y
temperatura de diseo
Tolerancia por corrosin (tca): Valor que se agrega al espesor requerido para
compensar los efectos que el fluido manejado pudiera tener sobre el material a lo
largo de la vida til del equipo o tubera
Clculo del espesor de tubera: Para tuberas metlicas con un espesor de pared t
< D/ 6 [5], el espesor nominal de la pared de tubera recta (t) se puede calcular de la
siguiente forma:
+
+
c
Yp E S
pD
T
h
) ( 2 875 . 0
1
(2.28)
34
Donde:
T = Espesor nominal de pared, pulg.
p = Presin de diseo interna, psi.
D
= Dimetro exterior de la tubera, pulg.
S = Esfuerzo permisible de la tubera a la temperatura de diseo (Tabla A-1 del
ANSI B31.3)
E = Factor longitudinal de Junta, adimensional (Tabla A-1A o A-1B del ANSI
B31.3)
Y = Coeficiente (ver tabla 2.1 o tabla 304.1.1 del ANSI B31.3).
Para espesores de pared t D/6 o para relaciones de P/SE > 0,385 el clculo del
espesor de pared de tubera recta por presin interna requiere de consideraciones
especiales respecto a ciertos factores, tales como: teora de fallas, efectos de fatiga y
esfuerzos trmicos.
La tolerancia de fabricacin, usualmente se estima en 12,5 % de t.
Documentacin tcnica necesaria: Para llevar a cabo este proyecto, es necesario
contar con una serie de documentacin tcnica, toda esta informacin tcnica
requerida se resume en los siguientes tipos de documentos:
Diagrama de flujo de proceso: El diagrama de flujo de proceso es una
representacin esquemtica del proceso, sus condiciones de operacin normal y su
control bsico. Este tambin indica los efluentes (lquidos, gases o slidos)
emanados del proceso y su disposicin. El diagrama incluye el balance de masa e
informacin para el diseo y especificacin de equipos, adems sirve de gua para
desarrollar el diagrama de tubera e Instrumentacin.
Diagrama de tuberas e instrumentacin: Son planos de ingeniera elaborados en
la forma de diagrama de flujo sin escala con la finalidad de indicar el funcionamiento
conceptual del proceso y la interconexin de los diversos equipos entre si y la
instrumentacin necesarias. Se elaboran por reas y contienen indicacin de las
redes de tuberas con las respectivas direcciones de flujo, su conexin con los
equipos mecnicos (bombas, compresores, turbinas, recipientes a presin,
intercambiadores de calor, torres de destilacin, reactores, etc.), vlvulas,
35
instrumentos de control, etc. En estos diagramas se incluye tambin las
especificaciones o caractersticas generales de los equipos con indicaciones de
temperaturas y presiones de diseo en los diferentes puntos del sistema.
El objetivo de un P&ID es mostrar todas las lneas de procesos y servicios,
instrumentacin y controles, equipos y datos necesarios para el grupo de diseo. El
PFD es la primera fuente de informacin para el desarrollo del P&ID.
El P&ID debe definir las tuberas, equipos e instrumentos, de tal forma que se pueda
hacer una estimacin de costos preliminar del proyecto y para el posterior diseo,
construccin, operacin y modificacin del proceso. El balance de masa, rata de
flujo, temperaturas, presiones, etc, no se muestran en el P&ID. Tampoco se
muestran los accesorios de tuberas, tales como codos, reducciones, juntas o
uniones, etc.
Este diagrama no se dibuja a escala, si es posible los tamaos de los equipos se
pueden hacer de forma proporcional a la realidad.
Planos de plantas: Son planos de ingeniera realizados a escala que muestran
todas las tuberas, accesorios, soportes instrumentos y equipos visto de plantas. Se
realiza por rea y en ellos se indican adems todas las elevaciones de las tuberas y
dems cotas necesarias para la construccin y montaje del sistema. Estos planos
representan los arreglos de tuberas vistos desde la parte superior, en ellos se
pueden indicar los cortes verticales para referirse a las vistas de detalles y
elevaciones. Son uno de los planos mecnicos ms importantes ya que muestran
toda la informacin necesaria en cuanto a dimensiones, arreglos, nmeros de lneas,
dimetros de tuberas, etc.
Planos isomtricos: Los dibujos isomtricos son planos de ingeniera realizados en
perspectivas isomtrica sin escala. Contienen todas las dimensiones y cotas de
elevaciones necesarias para la fabricacin y montaje del sistema de tubera. Se
utilizan para elaborar la lista de materiales y sirven para facilitar la construccin del
sistema y tambin el anlisis de esfuerzos. Los planos isomtricos normalmente slo
36
se preparan para tubera que tengan un dimetro igual o superior a dos pulgadas.
Para dimetros inferiores no se realizan ya que durante la construccin de la planta
no se requiere prefabricar tuberas de pequeos dimetros (normalmente roscados),
pues en general su montaje en el campo no presenta mayores inconvenientes.
Cuando se habla de planos isomtricos de tubera vale la pena notar que se trata de
planos en donde aparece la tubera dibujada en las tres coordenadas. Por
consiguiente, son en realidad planos de perspectiva de tuberas. Se acostumbra a
incluir en estos planos la lista de materiales correspondientes junto con la posicin y
el tipo de soportes auxiliares. Las lneas que no requieren plano isomtrico tendrn
su correspondiente lista de materiales con base en el trazado de tuberas.
2.5.9. PIPEPHASE versin 9.1 (Invensys Simsci Esscor)
Pipephase es un simulador de fluidos de gran alcance, de estado estacionario,
multifsico para predecir las presiones, temperaturas y acumulacin de lquidos en
pozos, lneas de flujo y sistemas de distribucin. Es til para disear nuevos
sistemas, supervisar sistemas actuales y prevenir o solucionar problemas. Entre sus
aplicaciones ms importantes estn las siguientes:
Dimensionamiento de lneas de flujo y tuberas de produccin.
Anlisis de mecanismos de produccin como levantamiento con gas (Gas lift) y
recuperacin secundaria como inyeccin de gas.
Simulacin de sistemas de recoleccin y transmisin.
Determinacin de los requerimientos de bombeo, compresin,
calentamiento/enfriamiento, a travs de la prediccin de los perfiles de
temperatura, presin, velocidad, retencin de lquidos, tasas de distribucin de los
flujos en sistemas de expansin.
Determinacin mxima de la capacidad de las tuberas.
Determinacin de los requerimientos de aislamientos.
Simulaciones de reductores, separadores, vlvulas de Gas lift, y otros dispositivos
y equipos utilizados en la industria petrolera.
37
Tipo de simulacin: Los tipos de simulacin indican cuales algoritmos sern usados
para resolver la simulacin, las opciones son:
Modelo de redes: es seleccionado cuando el sistema que se quiere simular
es una distribucin, conjunto o un sistema de flujo de lazos con una o ms
uniones, o si el sistema en un link sencillo que se requiere que Pipephase
calcule la presin en la fuente.
Anlisis Gas lift: es seleccionado cuando se desea la optimizacin individual
del anlisis de una sarta de Gaslift. Esta opcin es solo para crudos.
Generacin de tablas PVT: es seleccionado cuando se desea generar un
archivo de datos PVT para ser usados en una corrida posterior. Usando las
tablas PVT se incrementa la velocidad de la simulacin.
Tipos de fluidos: Existen dos tipos de modelos para definir un fluido a travs del
simulador Pipephase, el primer modelo de fluido denominado no composicional, es
cuando puede ser definido el fluido con un promedio de las gravedades a las
condiciones de un tanque de almacenamiento. El segundo modelo de fluido
denominado composicional, es aquel que puede ser definido cuando es posible
determinar los componentes individuales del fluido directamente a travs de una
cromatografa del lquido o del gas, segn sea el caso.
Modelos no composicionales: Un modelo de fluidos no composicionales debe
definirse como crudo, condensado de gas, lquido o vapor. El crudo y condensado de
gas son bifsicos, con una fase dominante. Los modelos de fluido gas y lquido son
de una sola fase. El vapor puede ser de una fase o bifsico, dependiendo de sus
condiciones. Cuando se trabaja con fluidos multifsico no composicionales se debe
suministrar la gravedad especfica para el gas, liquido y fases del agua, an si no se
esperan tenerlas presentes. En el caso de fluidos de una sola fase, se necesita
especificar la densidad de referencia de la fase.
38
Modelo crudo (blackoil): El crudo es modelado como fluido bifsico y la
relacin volumtrica de fases (relacin gas/crudo) a las condiciones de un
tanque de almacenamiento. Se debe suministrar a los datos de gravedad
especfica para el gas, liquido y fase de agua, an si no se esperan tenerlas
presentes.
Modelo de condensado de gas: Los condensados de gas son fluidos
multifsico no composicionales con predominio de la fase gaseosa. Los
modelos de condensado de gas son muy utilizados en la simulacin del
comportamiento de crudo liviano con API mayor de 45, debindose suministrar
solo la gravedad especfica.
Modelo lquido monofsico: Todas las propiedades de un lquido no
composicional son calculadas por Pipephase a partir de la gravedad
especfica y sus correlaciones internas. Se debe definir al lquido como agua o
hidrocarburo y suministrar su gravedad.
Modelo gas monofsico: Todas las propiedades de un gas no composicional
son calculadas por Pipephase a partir de la gravedad especfica, la cual se
especifica, y las correlaciones internas.
Modelo vapor: El vapor en un fluido no composicional que permite la salida
en dos fases. No se puede pasar por encima de la tabla de datos de vapor
contenidos en las bibliotecas de Pipephase. Sin embargo, todas las
correlaciones de las cadas de presin as cuales son disponibles para fluidos
composicionales estn disponibles para los modelos de vapor.
Modelo composicional: Hay tres mtodos para definir los modelos en Pipephase
composicionales, los cuales se determinan seleccionando los componentes
individuales de la biblioteca de Pipephase, definiendo los componentes individuales
como pseudocomponentes del petrleo y definiendo una matriz de datos y
permitiendo que Pipephase lo divida en cortes de petrleo.
39
Biblioteca de componentes puros: La biblioteca de SIMSCI contiene mas de
2000 componentes. Para todos los componentes, la base de datos contiene
toda la data de las propiedades fijas y propiedades dependientes de la
temperatura necesaria para llevar a cabo los clculos de equilibrio de fases.
Componentes del petrleo: Pipephase permite introducir componentes
individuales del petrleo, los cuales son representados como los cortes o
secciones de una corriente de hidrocarburos definidas con puntos de
ebullicin promedios, gravedades especficas, y otras propiedades
termodinmicas. Tambin pueden ser definidos componentes a partir de la
introduccin de dos de las tres propiedades: Punto de ebullicin normal,
gravedad y masa molecular (Pipephase predecir la tercera propiedad
omitida)
Matriz de datos: Un componente basado en corrientes del petrleo, tal como
el crudo, es difcil de obtener, debido a que contiene cientos de componentes
distintos. Usualmente estas corrientes de hidrocarburos son caracterizadas en
trminos de datos de pruebas de laboratorio (conocidos tambin como
matrices de datos). Esto incluye normalmente datos de destilacin, datos de
gravedad y un anlisis de los componentes de bajo punto de ebullicin.
Pipephase deriva un grupo de componentes de petrleo de esta matriz de
datos a travs del uso de tcnicas de caracterizacin estndar de la industria.
Estos componentes derivados son utilizados al modelar las corrientes dadas
por la matriz de datos.
40
CAPTULO III
MARCO METODOLGICO
3.1. Tipo de investigacin
Esta investigacin es del tipo experimental de campo, con verificacin de hiptesis,
ya que trata de establecer relaciones entre variables (presin, temperatura,
viscosidad) con la finalidad de explicar el comportamiento del fenmeno en estudio y
presentar posibles soluciones.
El estudio se sustenta en la incorporacin de calor a la corriente de fluido,
modificando las condiciones de proceso del fluido que circula por la estacin a travs
de un rediseo en el proceso, incorporando un equipo calentador entre el mltiple de
recoleccin y el equipo separador gas-lquido de la estacin, obteniendo as una
disminucin de la viscosidad que permita mejorar la movilidad del fluido ocasionando
as un aumento de la capacidad de manejo de crudo pesado en la estacin.
3.2. Diseo de la investigacin
Para esta investigacin, se estableci un diseo del tipo cuasi experimental.
Hernndez Sampieri (1997) explica que estos tipos de investigacin manipulan
deliberadamente, al menos, una variable independiente para observar su efecto y
relacin con una o ms variables dependientes
Esta investigacin fue de tipo cuasi experimental, pues con la ayuda de un simulador,
fue posible el manejo y manipulacin de variables que hicieron posible el diagnstico
y evaluacin del problema. Para este caso, se realizaron sensibilidades de los
41
caudales, y condiciones de proceso que tienen efecto sobre las velocidades,
prdidas por friccin y presiones en la estacin EF-ORC-2.
3.3. Poblacin y muestra
La propuesta de mejoras en la movilidad del fluido correspondiente a la Ef-ORC-2, se
obtuvo evaluando las diferentes condiciones de caudal, temperatura y viscosidad del
fluido de proceso presente en la EF-ORC-2, las cuales representan la poblacin del
estudio. La recopilacin de datos e informacin necesaria para el estudio se realiz
gracias a previos estudios realizados por el departamento donde trabajo.
3.4. Procedimiento metodolgico
La metodologa y procedimiento que se aplic para lograr los objetivos trazados y
concertar la culminacin de este trabajo, comprendi una serie de etapas cuya
metodologa se corresponde con la necesidad particular de cada una de ellas; las
mismas se muestran a continuacin.
Descripcin del proceso
Evaluacin hidrulica de
la Infraestructura actual
Anlisis de variable
Modificacin de Infraestructura
Evaluacin hidrulica de
la Infraestructura propuesta
Comparacin de resultados
Elaboracin de planos de
construccin
42
3.4.1. Descripcin del proceso y la instalacin asociadas a la estacin de flujo
EF-ORC-2, para las condiciones actuales de operacin
Las actividades que se realizaron para lograr esta fase de la investigacin implicaron
principalmente una revisin bibliogrfica extensa con el objetivo de obtener bases
slidas relacionadas al tema de manejo de crudo pesado en superficie, evaluaciones
hidrulicas, diseo de tuberas, elaboraciones de planos, especficamente, en el rea
de las estaciones de flujo de separacin y almacenamiento de crudo.
Posteriormente, se revis detalladamente los trabajos de ingeniera realizados en el
Campo Orocual relacionados a evaluaciones hidrulicas y manejo en superficie de
crudo pesado en la EF-ORC-2, con la finalidad de considerar todas las variables que
permitan determinar soluciones al problema planteado.
Seguidamente, a travs de levantamientos de la informacin de la estacin de flujo
ORC-2, se compar con la informacin indicada en los planos existentes de las
lneas principales del proceso de produccin de la estacin, mltiple, separador,
depurador, salida de lquido, salida de gas, tanques. Se revis en campo, se midi
las dimensiones de las lneas no indicadas en los planos, y adicionalmente se revis
la informacin de las capacidades de los equipos y vlvulas de control de nivel de
lquido presentes en la estacin.
Revisin de los datos y archivos digitales de la empresa PDVSA.
Entrevistas y encuentros con el personal de operaciones y de mantenimiento que
laboran en las estaciones. Estos profesionales aportaron la informacin necesaria
para corroborar la data de los archivos digitales y memorias descriptivas adems
de revelar las especificaciones de los equipos.
43
3.4.2. Evaluacin hidrulica de la infraestructura existente en superficie de la
EF-ORC-2, considerando el crecimiento de la produccin asociada al proyecto
PIAVOS
Una vez culminada la revisin bibliogrfica, se modelar a travs del simulador
PIPEPHASE las condiciones hidrulicas, considerando la infraestructura actual y la
volumetra asociada al proyecto PIAVOS a fin de determinar la capacidad de manejo
mxima de crudo que actualmente la estacin de flujo Orocual 2 puede manejar,
determinando as las variables que inciden en la movilidad del fluido desde el mltiple
de recoleccin hasta los tanques de almacenamiento de la estacin. Para modelar
mediante el simulador la hidrulica de la estacin de flujo, fue necesario representar
cada elemento que conforma el rea de proceso en la estacin: mltiple, tuberas de
alimentacin del separador, separador, lneas de salida del separador, vlvula de
control de nivel y tanque de almacenamiento, para luego definir la longitud, dimetro
de tuberas, cantidad y tipos de accesorios que conforman la estacin. A
continuacin se muestra en la Figura 3.1. el diagrama de flujo para simular las
condiciones hidrulicas en la estacin.
SEPARADOR
TANQUE
VIN
MULTIPLE
VOUT
L001
L003 L002
Figura 3.1. Diagrama de flujo para simular las condiciones hidrulicas en la estacin
44
Tabla 3.1. Descripcin de los elementos utilizados en el diagrama de procesos
del simulador
Nombre Descripcin
MULTIPLE
Representa el mltiple de recoleccin donde convergen
todas las lneas de flujo proveniente de los pozos
L001
Representa el arreglo de tuberas que va desde el mltiple
de control a los equipos de separacin
SEPARADOR
Representa el las condiciones encontradas despus que
es realizadas la separacin gas lquido
L002
Representa el arreglo de tuberas que va desde el
separador hasta la vlvula de control de nivel del equipo
separador
VIN
Representa las condiciones antes de la vlvula de control
de nivel del separador
VOUT
Representa las condiciones despus de la vlvula de
control de nivel del equipo separador
L003
Representa el arreglo de tuberas que va desde la vlvula
de control de nivel hasta el tanque de almacenamiento
TANQUE
Representa las condiciones al final de la tubera al tanque
de almacenamiento
En la Figura 3.2 se muestra la ventana del simulador donde son cargadas las
longitudes, dimetros y tipo de accesorios que conforman la infraestructura existente.
Figura 3.2. Ventanas donde es cargada la data de longitudes, dimetro y tipo de
accesorios de las tuberas (Simulador PIPEPHASE)
45
Posterior a la carga de la configuracin de la infraestructura, se procedi a alimentar
el simulador con la volumetra y condiciones de presin, densidad y temperatura con
la finalidad de determinar las condiciones hidrulicas de la evaluacin. En la Figura
3.3 se muestran las ventanas donde se carga la volumetra y condiciones de presin,
temperatura y densidad en cada escenario.
Figura 3.3. Ventanas donde es cargada la data de volumetra, condiciones de
presin, temperatura y tipo de fluido (Simulador PIPEPHASE)
Se analizaron tres aspectos importantes en el manejo de la produccin de la
estacin. Como primer aspecto se evalu la capacidad de desalojo de la vlvula de
control de nivel en funcin del diferencial de presin originado, luego se determin la
velocidad del fluido en cada seccin de tubera y por ltimo se determin las perdidas
por friccin originadas en el sistema.
3.4.3. Anlisis de las variables que afectan el manejo del crudo pesado en
superficie en la estacin de flujo Orocual 2
Una vez obtenidas las variables que influyen en la movilidad del fluido, se procedi a
analizar su comportamiento con el fin de modificar estos valores en el simulador
hasta determinar las condiciones requeridas para manejar en superficie el
incremento de la produccin prevista asociada al proyecto PIAVOS para el ao 2014.
46
3.4.4. Modificacin de la infraestructura existente para el mejoramiento en la
movilidad en superficie de crudo pesado en la EF-ORC-2
Una vez determinada las variables requeridas y obtenidos los resultados del impacto
de la temperatura en la viscosidad, se procedi a modificar en el simulador la
infraestructura existente, incorporando el calentador y aumentando el dimetro de las
tuberas necesarias para mejorar la movilidad del fluido.
Con el fin de proponer la mejor ubicacin del equipo calentador, se realizaron los
siguientes pasos:
Elaborar el plano de planta y determinar cules son las reas de procesos,
administrativas, servicios, tanques y flare.
En base a la direccin predominante del viento y dependido de la clasificacin del
equipo (equipos de calor, servicios, procesos), se plante la ubicacin preliminar
del mismo.
.
Figura 3.4. Direccin predominante del viento para la ubicacin de los equipos
47
Clasificar el riesgo del proceso para visualizar la magnitud de los posibles eventos
el cual resulto ser alto por contener reacciones qumicas altamente exotrmicas y
con posibilidad de descontrolarse, productos inflamables por encima de 260 C (o
por encima del flash point) y presiones mayores a 4,5 bar, posibilidad elevada de
incendio.
Evaluar en detalle el diagrama de flujo de procesos a fin de ubicar el equipo
propuesto considerando la mejor secuencia del proceso.
Definir en base a las normas y procedimientos establecidos las distancias
adecuadas entre equipos (normas PDVSA, Ver Anexo 5)
Realizar las correcciones y ajustes necesarios hasta la ubicacin de los
componentes que requiera el equipo acorde con el mejor estndar de Ingeniera.
Para incorporar en el simulador la cantidad de calor en (MMBTU/HR) se utiliz la
opcin que tiene el simulador para incorporar en el diagrama de simulacin un
intercambiador de calor, esta opcin cuenta con un dispositivo denominado heater
donde se le fija la temperatura que se requiere alcanzar como dato de entrada y el
determina en base a las condiciones de procesos, la cantidad de calor en
MMBTU/HR que se requieren.
Figura 3.5. Ventana donde es cargado el equipo calentador y la especificacin del
mismo (Simulador PIPEPHASE)
48
3.4.5. Evaluacin hidrulica del modelo propuesto para el manejo en superficie
el crecimiento de la produccin asociada al proyecto PIAVOS
Se procedi a modelar nuevamente en el simulador la hidrulica en el sistema,
considerando las modificaciones propuestas para el manejo en la estacin de la
produccin a fin de determinar la capacidad de manejo mximo de crudo pesado
asociado al proyecto PIAVOS que la Estacin de Flujo Orocual 2 puede manejar.
3.4.6. Comparacin de los resultados del modelo de infraestructura propuesta
con la infraestructura existente considerando la mxima produccin de crudo
asociada al crecimiento de produccin por el proyecto PIAVOS
Una vez obtenidos los resultados, se compar el modelo propuesto con el modelo
existente con la finalidad de elaborar de manera detalla ordenada y precisa un
informe final que permita alcanzar las conclusiones y recomendaciones necesarias,
con el objetivo de realizar como producto final las especificaciones tcnicas, lista de
materiales, planos mecnicos (PFD, isomtricos, planos de planta y ubicacin de
equipos) de la modificacin a realizar para mejorar la movilidad del fluido en la
instalacin.
3.4.7. Elaboracin de planos para la modificacin de la instalacin existente
(Diagramas de Procesos PFD, Planos de Planta e Isomtricos)
Por ltimo, una vez alcanzadas las conclusiones y recomendaciones del estudio, se
elabor los planos y lista de materiales correspondientes a la propuesta de la
modificacin de la infraestructura (Isomtricos, planos de planta, y diagramas de flujo
de procesos) con la finalidad de dejar por escrito los documentos tcnicos necesarios
para que se ejecute el proyecto.
3.5. Tcnicas e instrumentos
La recoleccin de los datos necesarios para llevar a cabo el mejoramiento en la
movilidad del crudo pesado en la Estacin de Flujo Orocual 2, implicar el uso de
49
tcnicas como: revisin documental y bibliogrfica referido al tema, recoleccin de
informacin en sitio que incluirn tanto levantamiento de datos directamente de las
estaciones como la entrevistas del personal tcnico, operadores e ingenieros como
referencia directa de la informacin que all se maneja. Adems de eso, ser
necesario la utilizacin de los archivos e informaciones existentes de las estaciones
del Campo Orocual, como fuente de los datos requeridos para llevar adelante la
evaluacin.
Luego, la informacin recolectada ser procesada mediante la utilizacin de
simulador hidrulico PIPEPHASE Versin 9.1 de Simulacin Sciences (SIMSCI) para
determinar las condiciones hidrulicas del sistema como son la velocidad del fluido,
densidad del fluido, gradiente de presin y el calor requerido en la estacin, como
tambin el uso de las normas tcnicas de PDVSA y normas Internaciones ASME y
API, que son la base de los criterios y premisas utilizados actualmente para la
evaluacin de los procesos y diseo operacionales de la industria.
3.5.1. Programa PIPEPHASE de Simulation Sciences
PIPEPHASE es un simulador de flujo de fluidos multifsicos en estado estacionario
desarrollado por la empresa Simulation Sciences, Inc (SimSci). Puede ser utilizado
para calcular tazas de flujo, cadas de presin y transferencia de calor en tuberas y
redes de tubera. Su aplicacin industrial vara desde plantas de qumica inorgnicas
hasta refineras de petrleo. PIPEPHASE puede ser utilizado para examinar
procesos de tubera y en redes de tuberas. El simulador requiere propiedades del
fluido para calcular cadas de presin, transferencia de calor y fases de separacin.
3.6. Recursos
3.6.1. Recursos Humanos
Constituyen todas aquellas personas especializadas que darn un valioso apoyo y
aporte a la consecucin de este proyecto. Ellos incluyen: en cuanto a la Industria
PDVSA, el personal de Ingeniera de Produccin, Operaciones de Produccin y
50
personal de Mantenimiento Operacional, y en la Universidad Simn Bolvar, el asesor
acadmico y dems profesores de la Escuela de Ingeniera que prestarn su tiempo
y asesora en beneficio de este proyecto.
3.6.2. Recursos Materiales
Estos son todos aquellos materiales tiles y equipos que facilitarn el desarrollo del
trabajo. Para este trabajo se contar con computadoras, impresoras, fotocopiadoras,
memorias porttiles, materiales de oficina, as como tambin materiales bibliogrficos
como manuales de diseo y normas utilizados por la industria petrolera, documento
de soportes de decisiones, soportes tcnicos, papers relacionados con el tema y todo
aquellos textos que sern de utilidad para sustentar el trabajo.
3.6.3. Recursos Financieros
Las finanzas necesarias para hacer efectivo este proyecto estarn a cargo de la
Gerencia de Produccin del Distrito Norte del Estado Monagas a travs de pagos y
desembolsos que se utilizarn para costear los gastos generados durante las
diferentes etapas del trabajo.
51
CAPTULO IV
PRESENTACIN Y ANALISIS DE RESULTADOS
4.1. Descripcin del proceso y la infraestructura asociada a la estacin de
flujo EF-ORC-2, para las condiciones actuales de operacin
La Estacin de Flujo Orocual 2 (EF-ORC-2) perteneciente al Campo Orocual fue
construida en el ao 1978, conformada por un sistema de recoleccin, separacin y
depuracin gas/lquido cuya presin de operacin es de 40 psig con una capacidad
nominal de 5,5 MBBD de crudo y 15 MMPCGD los cuales procesan una gravedad
promedio de 13,6 API, producto de la mezcla de los pozos ORS-5, ORS-10, ORS-
13, ORS-30, ORS-33, ORS-34, ORS-38, ORS-41, ORS-45, ORS-82, ORS-83, ORS-
86, ORS-88, ORS-89 y ORS-93.
El fluido bifsico (crudo/gas) es recibido en un sistema de recoleccin que consta de
tres vlvulas multipuerto, la vlvula multipuerto 1 (VMP-1), vlvula multipuerto 5
(VMP-5) y la Macolla F (MAC-F), ubicadas fuera de la estacin de flujo. Dicha
produccin en estas vlvulas multipuerto es transferida a travs de oleoductos al
mltiple de recoleccin ubicado dentro de la estacin de flujo, el cual recolecta y
enva a travs de un can general de 10 la produccin total que maneja la estacin
hacia el separador general de produccin SG-1 en donde se efecta la primera
separacin gas lquido, una vez realizada la primera separacin de las fases, el gas
es enviado por el tope de recipiente hasta el depurador, el cual se encarga de retener
las ltimas partculas de lquido que puede haber arrastrado la corriente de gas.
Luego, el gas depurado es enviado hacia las trampas de envo las cuales se
encargan de transferir el gas separado de esta mezcla multifsica de fluido que
maneja la estacin hacia la plantas compresoras por medio de un gasoducto de de 8
de dimetro previamente cuantificado mediante un medidor de flujo. El lquido
52
proveniente del separador y depurador, es enviado a los tanques de almacenamiento
de crudo, por medio de la apertura de unas vlvulas de control de nivel de lquido
ubicada en la tubera de salida de lquido de los equipos, la produccin una vez
almacenado durante el da en los tanques, es enviado a travs del sistema de
bombeo reciprocante hasta el mltiple general de transferencia ubicado en el patio
de tanque del Centro Operativo Orocual.
Figura 4.1. Diagrama de procesos de la EF-ORC-2
4.1.1 Capacidad de los equipos de la estacin
La Estacin de Flujo Orocual 2 cuenta con una capacidad nominal para el manejo de
crudo de 5,5 MBPD y 15 MMPCND de gas; en depuracin tiene una capacidad
nominal de 20 MMPCND.
A continuacin, en la Tabla 4.1 se muestra la capacidad nominal disponible en la
Estacin de Flujo Orocual 2.
ORC-3
SG-1
D0-2
PC-4
TK-1
TANQUES
VALVULA DE CONTROL DE
PRESIN VENTEO
VALVULA DE CONTROL DE
PRESIN TRANSFERENCIA
FLARE
COMPRESOR
BOMBA DE
TRANSFERENCIA
DEPURADOR
SEPARADOR
TANQUE DE
ALMACENAMIENTO
VALVULA DE CONTROL
DE NIVEL DE LQUIDO
DEL SEPARADOR
VALVULA DE CONTROL
DE NIVEL DE LQUIDO
DEL DEPURADOR
DESDE MULTIPLE
DE RECOLECCIN
53
Tabla 4.1. Capacidad nominal de los equipos de procesos de la EF-ORC-2
Equipos de Proceso Capacidad Diseo Produccin Actual
Presin
Diseo
Presin
Operacin
Temperatura
Diseo
Temperatura
Operacin
Descripcin TAG MBBD MMPCGD MBBD MMPCGD PSIG PSIG F F
Separador
General
SG-1 5,5 15,0 3,04 4,27 188 40 115 90
Separador
Prueba
SP-1 5,4 8,4 - - 225 40 115 90
Depurador D-1 2,5 20 - 4,27 145 40 125 90
4.1.2 Capacidad de la vlvula de control de la estacin
La vlvula Kimray, encargada de controlar el nivel de lquido del recipiente de
separacin, posee una capacidad de manejo de fluido (Agua) en barriles por da
(BPD) en funcin del diferencial de presin.
Figura 4.2. Esquema de una vlvula de control de nivel de lquido [21]
54
En la Tabla 4.2. se muestra la capacidad de manejo de agua considerando el
diferencial presin alcanzado para diferentes tamaos de vlvulas (de 2 a 6 de
dimetro)
Tabla 4.2. Capacidad de manejo de fluido (agua) de la vlvula Kimray a
diferentes dimetros [21]
Como se puede ver, la capacidad de la vlvula viene expresada en barriles de agua
por da (BAPD) en funcin del diferencial de presin alcanzado. Sin embargo, a
travs de la siguiente formula suministrada por el fabricante puede ser calculada la
capacidad en funcin de cualquier fluido de fase lquida considerando solo su
gravedad especfica [21].
q
lquido
= capacidad de manejo de lquido
q
agua
= capacidad de manejo de agua
lquido
= gravedad especifica del lquido
Por lo que adaptndola a los requerimientos del presente estudio, la frmula
resultante quedara de la siguiente forma:
TAMAO - PULGADAS
P
(psig)
2 3 4 6
1 745 1760 3350 7800
2 1060 2500 4900 11000
3 1300 3050 6100 13500
4 1500 3500 7000 15600
5 1700 3900 7800 17500
10 2300 5600 11000 24700
15 2900 6800 13500 30200
20 3300 7900 15600 34900
30 4100 9600 19200 42700
40 4700 11100 22100 49300
50 5300 12400 24800 55200
60 5800 13600 27100 60500
70 6200 14700 29300 65400
80 6700 15700 31300 69800
100 7500 17600 33500 78200
125 8400 19700 39200 87500
(4.1)
55
API= gravedad API del lquido
En la tabla 4.3. Se muestra la capacidad de manejo de una vlvula marca Kimray de
4 pulgadas de dimetro para un fluido con gravedad de 13,6 API.
Tabla 4.3. Capacidad de manejo de fluido de gravedad 13,6 API para una
vlvula Kimray de 4 pulgadas de dimetro
CAPACIDAD (BPD) VALVULA 4
PULG
P (psig)
AGUA CRUDO (13,6 API)
1 3350 3392
2 4900 4962
3 6100 6177
4 7000 7088
5 7800 7899
10 11000 11139
15 13500 13671
20 15600 15797
30 19200 19443
40 22100 22379
50 24800 25113
60 27100 27443
70 29300 29670
80 31300 31696
100 33500 33923
125 39200 39696
Cabe destacar que la vlvula de 4 pulgadas, maneja un caudal comprendido desde
3392 BPD para un diferencial de presin de 1 psig hasta un caudal de 39696 para
un diferencial de presin de 125 psig.
4.1.3 Pozos manejados en la Estacin de Flujo Orocual 2
En la EF-ORC-2 se manejan actualmente una cantidad de 14 pozos, con gravedad
API comprendida desde 9,8 API hasta 39,7 API, estos pozos se encuentran ubicados
en zonas aledaas a la estacin, siendo su etapa de separacin baja presin (40
psig), los diferentes mtodos de produccin puede variar entre bombas de cavidad
progresiva, bombeo mecnico o flujo natural.
(4.2)
56
De acuerdo al balance de produccin generado por las pruebas de cada pozo y
almacenado en la base de datos conocido como CENTINELA, se determina que la
volumetra actual de los pozos asociados a la EF-ORC-2 es de 2320,6 BBPD de
lquido, 2062,7 BNPD de crudo y 0,96 MMPCND de gas con una gravedad promedio
de 13,62 API y un corte de agua y sedimento de 11, 12%.
Tabla 4.4. Pozos asociados a la EF-ORC-2
POZO BBPD BNPD BAPD MPCGD AYS API
ORS-5 135 121 14 0,606 10 17,7
ORS-10 70 69 0 0,691 0,7 20,1
ORS-13 114 104 9 0,342 8 21,3
ORS-30 27 25 1 0,111 5 11,2
ORS-33 5 5 0 0,125 0,2 39,7
ORS-34 341 338 0 0,707 0 18,7
ORS-38 351 347 1 0,137 0,3 11,7
ORS-41 111 107 3 0,111 2,4 11,4
ORS-45 231 228 2 0,186 0,8 10,2
ORS-78 57 52 5 0,114 9 9,8
ORS-82 908 558 345 0,505 38 12,8
ORS-86 258 256 1 0,285 0,2 11,8
ORS-89 270 54 216 0,205 80 10,5
ORS-93 165 141 23 0,15 14 11,2
TOTAL BAJA 3043 2405 620 4,275 20,97 13,62
4.2. Evaluacin hidrulica de la infraestructura existente en superficie de la
EF-ORC-2, considerando el crecimiento de la produccin asociada al proyecto
PIAVOS
Para evaluar las condiciones hidrulica en la EF-ORC-2, se consider el escenario
tomando en cuenta la configuracin de la infraestructura existente y las condiciones
de procesos temperatura, volumetra, densidad y presin correspondiente a la
volumetra mxima alcanzada para la estacin en el ao 2014 por el incremento de
de produccin proveniente del proyecto PIAVOS.
57
El primer paso para la creacin de la simulacin, fue definir el tipo de simulacin y el
tipo de fluido. El cual se seleccion Modelo de red como tipo de simulacin, ya que la
simulacin consiste bsicamente en un sistema de flujo conformado por una fuente
conectada a un sumidero a travs de un link. Posteriormente, se seleccion el
modelo blackoil como tipo de fluido, debido a que este caracteriza la corriente en
forma bifsica partiendo de los datos obtenidos en campo, como son: relacin
gas/petrleo, gravedad API del crudo, gravedad especfica del gas y agua.
A continuacin se muestra en la Tabla 4.5 las variables de proceso consideradas en
la evaluacin tomando en cuenta la infraestructura actual en la Estacin de Flujo
Orocual 2.
Tabla 4.5. Variables de proceso consideradas para la evaluacin de las
condiciones actuales
Caudal Lquido (BBPD) 4626,21
Caudal Crudo (BNPD) 3338,75
RGP (PCG/BN) 1159,16
API 13,62
S.G. Gas 0,69
S.G. Agua 1,05
%AyS 27,83
Presin PCV (PSIG) 40,00
Temperatura (F) 90,0
Presin Tanque (PSIG) 0,29
4.2.1 Capacidad de desalojo de la vlvula de control de nivel
A continuacin se muestra el diagrama de procesos generado por el simulador
considerando la infraestructura existente, donde se puede observar el diferencial de
presin generado en la vlvula de control de nivel de lquido del separador:
58
Figura 4.3. Diagrama de procesos por el simulador considerando la infraestructura
existente
En la Figura 4.17 se observa el comportamiento de la presin generada desde el
mltiple de recoleccin, separador, entrada de la vlvula de control de nivel de
lquido (VIN), salida de la vlvula de control de nivel de lquido (VOUT) y tanque de
almacenamiento. La presin antes de la vlvula de control es de 40 psig mientras
que la generada a la salida de la vlvula es de 41,99 psig, originando un diferencial
de presin negativo de -1,99 psig. Para ese diferencial de presin la vlvula no
cumple con las condiciones mnimas requeridas para desalojar el lquido separado
en el interior del recipiente hacia el tanque de almacenamiento, ya que el diferencial
mnimo para manejo de fluido requerido por diseo es de 1 psig correspondido a un
caudal de 3392 BPD [21], por lo que al no desalojar el lquido contenido en el
recipiente se produce un aumento en el nivel mximo establecido del equipo,
ocasionando un incremento de presin en el sistema de separacin y un arrastre de
lquido hacia la etapa de depuracin.
Figura 4.4. Vlvula de control de nivel de lquido Kimray a la salida de lquido del
separador
(VIN)
Condiciones antes
de la vlvula de
control
(VOUT)
Condiciones
despus de la
vlvula de control
59
4.2.2 Velocidad de diseo
Por medio del simulador tambin se determin la densidad y la velocidad de la
mezcla generada en cada segmento de tubera, donde a travs de la ecuacin (2.27)
se calcul la velocidad de diseo y se compar en cada segmento de tubera con la
velocidad de la mezcla generada, con la finalidad de analizar y emitir cualquier
desviacin de los parmetros indicados por las normas de diseo nacionales e
internacionales (Ver Anexo 2).
A continuacin se presenta en la Figura 4.5. el comportamiento de la velocidad del
fluido y la velocidad de diseo en cada segmento de tubera considerando la
infraestructura existente.
0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
80,00
90,00
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28
V
e
l
o
c
i
d
a
d
(
p
i
e
s
/
s
e
g
)
Numero de Segmentos
Velocidad Diseo (pies/ seg) Velocidad Fluido (pies/ seg)
Figura 4.5. Grfica del comportamiento de la velocidad del fluido (roja) y la velocidad
de diseo (azul) en cada segmento de tubera considerando la infraestructura
existente
En la Figura 4.5. se observa el comportamiento de la velocidad de la mezcla y la de
diseo en cada segmento de tubera desde el mltiple hasta el tanque de
almacenamiento. La velocidad de la mezcla en cada segmento de tubera nunca
supera la velocidad de diseo, siendo el valor porcentual ms cercano a la velocidad
de diseo de un 79,05% para el segmento numero 28 correspondiente al elemento
P062 del Link L003, el cual representa la tubera de 4 pulgadas ubicada en el techo
60
del tanque de almacenamiento, debido a que la velocidad del fluido es de 27,81
pies/seg con respecto a la de diseo de 37,71 pies/seg.
Figura 4.6. Tubera de alimentacin de lquido de 4 pulgadas ubicada en el techo del
tanque
4.2.3 Prdidas por friccin
Adicionalmente, por medio del simulador se determin el gradiente de presin
expresado en (psi/pies), dicho valor fue comparado con el valor mximo de prdidas
por friccin recomendado por la normativa PDVSA para prdidas por friccin en
tuberas de procesos, donde se indica que este valor no debe ser mayor a los 4
psi/100 pies de tuberas, que es lo mismo decir 0,04 psi/pies, con la finalidad de
emitir recomendaciones para mantener las prdidas generadas en las tuberas de
proceso dentro de los mrgenes recomendados por la normativa de la corporacin.
(Ver Anexo 3).
A continuacin se presenta la Figura 4.7 la Grfica del comportamiento del gradiente
de presin para cada segmento de tubera desde el mltiple hasta el tanque
considerando la infraestructura existente.
61
0
0,02
0,04
0,06
0,08
0,1
0,12
0,14
0,16
0,18
0,2
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 G
r
a
d
i
e
n
t
e
d
e
P
r
e
s
i
n
(
p
s
i
/
p
i
e
)
Numero de Segmentos
Gradiente de presin por friccin diseo (psi/ pie) Gradiente de presin por friccin (psi/ pie)
Figura 4.7. Grfica del comportamiento del gradiente de presin para cada segmento
de tubera desde el mltiple hasta el tanque considerando la infraestructura existente
En la Figura 4.7. se puede observar que el gradiente de presin supera al mximo
valor recomendado por la norma de 0,04 psi/pie en los tramos L001 comprendido
desde el segmento 7 al 12, correspondiente a la tubera de alimentacin del
separador de 6 pulgadas (Ver Figura 4.8), el tramos L002 comprendido desde el
segmento 14 al 21, correspondiente a la tubera de 4 pulgadas ubicada a la salida
de lquido del separador (Ver Figura 4.9) y el tramo L003 comprendido desde el
segmento 23 al 28, correspondiente a la tubera de 4 pulgadas que se eleva desde la
base hasta el techo del tanque de almacenamiento (Ver Figura 4.10).
Figura 4.8. Tubera de 6 pulgadas de alimentacin de fluido del separador
62
Figura 4.9. Tubera de 4 pulgadas de salida de lquido del separador
Figura 4.10. Tubera de 4 pulgadas de alimentacin del tanque
Durante el proceso de separacin considerando la infraestructura actual, se concluye
que la estacin no tiene la capacidad de manejar la produccin prevista por el
proyecto PIAVOS para el ao 2014. A pesar de tener velocidades del fluido por
debajo de la mxima recomendada, el gradiente de presin producto de las prdidas
en el sistema es muy elevado, ocasionando un diferencial de presin en la vlvula de
de control de nivel del equipo de separacin por debajo del valor mnimo requerido
para que el lquido separado sea desalojado hacia el tanque de almacenamiento,
63
esta condicin origina que el nivel de lquido almacenado dentro del separador
aumente, originando que la fase lquida salga por la salida de gas del equipo ubicada
en el tope del recipiente, originando un arrastre considerable hacia la etapa de
depuracin, gasoductos y sistemas de alivio de gas de la estacin.
Figura 4.11. Condicin irregular en separacin de fases (arrastre de lquido en
equipo separador)
4.3. Anlisis de las variables que afectan el manejo del crudo pesado en
superficie en la estacin de flujo Orocual 2
Las variables predominantes que influyen en el diferencial de presin del sistema en
evaluacin considerando las condiciones de la infraestructura actual son la
viscosidad del fluido y el dimetro de las tuberas de procesos. Es importante resaltar
que la viscosidad de los hidrocarburos viene relacionada a la temperatura, de modo
tal que variando el valor de la temperatura en el proceso, la viscosidad del fluido
puede ser modificado a favor del proceso con el objetivo de mejorar la movilidad del
fluido.
Mediante las correlaciones propuestas por Beggs-Robinson para la viscosidad del
crudo considerando la gravedad API y la temperatura del fluido se elabor la
siguiente grfica de viscosidad en funcin a la temperatura para un crudo de 13,6
API.
64
Figura 4.12. Grfica del comportamiento de la viscosidad del crudo de 13,6 API en
funcin a la temperatura
En la Figura 4.12. se representa grficamente el comportamiento de la viscosidad del
crudo muerto, saturado y subsaturado para una gravedad de 13,6 API en funcin de
la temperatura, donde se observa que a medida que la temperatura aumenta, la
viscosidad del crudo disminuye ocasionando una reduccin en el gradiente de
presin a lo largo de todo el sistema de tuberas, esto es debido a que en los lquidos
predomina la cohesin entre las molculas, por lo que al aumentar la temperatura la
cohesin molecular se reduce, disminuyendo la viscosidad en los fluidos. Partiendo
de estos resultados se corrobora que el fluido mejorar la movilidad, es importante
resaltar que la temperatura de diseo de los equipos de proceso (Separador y
Depurador) es de 115 F, por lo que se consider es te valor como premisa de
temperatura mxima para evaluar el sistema mediante el simulador.
4.3.1 Clculo del calor requerido
Preliminarmente, el calor requerido por el sistema para elevar la temperatura de 90
F a 115 F se calcul mediante la frmula 2.19 do nde se determin lo siguiente:
C
p
= 0,45 btu/lb-F
Ti= 90 F
65
Tf= 115 F
API= 13,6
q
vol
=3338,8 BNPD
C
p
= 0,55 btu/lb-F
Ti= 90 F (549,67 R)
Tf= 115 F
P
op
= 53,8 psig (68,5 psia)
PM=20,7 lb/lbmol
K
gas
=10,7314 psia . pie3 / lbmol . R
q
gas
=3,87 MMPCGD
66
Como se puede observar la cantidad de calor requerido por el sistema para elevar la
temperatura de proceso de 90F a 115F es de 1,06 M MBTU/HR
4.4. Modificacin de la infraestructura existente para el mejoramiento en la
movilidad en superficie de crudo pesado en la EF-ORC-2
En vista de los resultados obtenidos, a continuacin como parte de este estudio se
propuso la modificacin de la infraestructura existente, mediante la instalacin de un
calentador con la finalidad de modificar las variables de proceso (temperatura)
existente en la estacin.
La propuesta consiste en aumentar la temperatura hasta 115 F en la corriente de
alimentacin de la estacin especficamente luego de el mltiple de recoleccin, por
medio de la instalacin de un calentador del tipo tubular, el cual posee una capacidad
mxima de calor de 2 MMBTU/ hora, con una presin de diseo de 1440 psi, dicho
equipo se agrego al diagrama de procesos creado en el simulador, considerando la
volumetra esperada por el Proyecto PIAVOS para el ao 2014, con la finalidad de
comparar ambos resultados y verificar mediante el simulador la cantidad de calor que
se debe suministrar al sistema, emitiendo las recomendaciones que puedan servir
para mejorar la produccin prevista segn el plan de desarrollo del campo. A
continuacin en la Figura 4.13. se muestra el tipo de calentador que se propone
como parte de la modificacin de la infraestructura existente en la estacin.
67
SG-1
D0-2
PC-4
TK-1
TANQUES
Figura 4.13. Calentador propuesto para instalar en la salida del mltiple de
recoleccin de la EF-ORC-2
Figura 4.14. Diagrama de procesos de la EF-ORC-2 con la incorporacin del
calentador
4.4.1 Ubicacin de la Instalacin
Para la ubicacin del equipo se elabor el plano de implantacin (plano de planta) en
donde se determino en base a las normas de seguridad y procedimientos
establecidos cual sera la mejor ubicacin del mismo. La separacin entre equipos
dentro de un bloque de una instalacin, en base las Normas y Procedimientos
VALVULA DE CONTROL DE
PRESIN VENTEO
VALVULA DE CONTROL DE
PRESIN TRANSFERENCIA
FLARE
COMPRESOR
BOMBA DE
TRANSFERENCIA
DEPURADOR
SEPARADOR
TANQUE DE
ALMACENAMIENTO
VALVULA DE CONTROL
DE NIVEL DE LQUIDO
DEL SEPARADOR
VALVULA DE CONTROL
DE NIVEL DE LQUIDO
DEL DEPURADOR
CALENTADOR
DESDE MULTIPLE
DE RECOLECCIN
68
establecidos es de 15 metros (Ver Figura 4.44.), debido a la posibilidad de incendios
muy severos que pueden producirse, ya que estos equipos constituyen una fuente
permanente de ignicin, por lo que su ubicacin debe ser cuidadosamente
seleccionada. Una separacin de 15 metros, minimiza los posibles daos a otros
equipos en caso de incendio en los equipos con fuego, a la vez que reduce el riesgo
de ignicin de los escapes producidos en equipos adyacentes.
Se recomienda colocarlos junto a la periferia de la unidad o bloque que maneja
hidrocarburos, tomando en cuenta la direccin prevaleciente del viento y la pendiente
del terreno, a objeto de evitar que puedan ser fcilmente afectadas por escapes, o
derrames producidos en los equipos que manejan hidrocarburos, u otras sustancias
peligrosas. El tope de la chimenea, debe estar como mnimo a una altura mayor de 3
metros.
Figura 4.15. Separacin entre equipos dentro de un bloque de una instalacin [22]
En la imagen a continuacin se puede ver el rea seleccionada donde estar ubicado
el equipo (Ver Figura 4.46 y 4.47)
69
Figura 4.16. Ubicacin seleccionada para el calentador
Figura 4.17. Punto para realizar conexin de tubera de alimentacin y descarga del
calentador
4.5. Evaluacin hidrulica del modelo propuesto para el manejo en superficie
el crecimiento de la produccin asociada al proyecto PIAVOS
Para evaluar las condiciones hidrulica de la propuesta realizada para la EF-ORC-2,
se consider la incorporacin del calentador en la corriente de procesos del
calentador con una temperatura a la salida del mltiple de recoleccin de 115 F,
Ubicacin del
calentador
Ubicacin de
conexiones
70
especficamente a la salida del mltiple de recoleccin como se muestra en la figura
a continuacin.
Figura 4.18. Can de 10 pulgadas de alimentacin de la produccin general
A continuacin se muestra en la Tabla 4.6 las condiciones de proceso tomando en
cuenta la modificacin de la infraestructura en la Estacin de Flujo Orocual 2.
Tabla 4.6. Variables de proceso consideradas para la evaluacin tomando en
cuenta la modificacin de la infraestructura
Caudal Lquido (BBPD) 4626,21
Caudal Crudo (BNPD) 3338,75
RGP (PCG/BN) 1159,16
API 13,62
S.G. Gas 0,69
S.G. Agua 1,05
%AyS 27,83
Presin PCV (PSIG) 40,00
Temperatura (F) 115,0
Presin Tanque (PSIG) 0,29
Una vez cargado los nuevos datos de procesos y modificado el diagrama de
simulacin considerando la instalacin del calentador, se muestra a continuacin
luego de ser alcanzada la solucin, los resultados correspondientes, donde se
71
determina mediante el simulador la cantidad de calor requerido por el intercambiador
de calor, la capacidad de desalojo de la vlvula de control de nivel dependiendo del
diferencial de presin alcanzado, la velocidad del fluido con respecto a la velocidad
mxima de diseo y el gradiente de presin en cada segmento de tubera alcanzado
con respecto al gradiente de presin mximo recomendado para diseo.
4.5.1 Cantidad de calor requerido por el calentador
A continuacin se muestra los resultados de procesos generado por el simulador
donde se determin en base a las necesidades de este escenario la cantidad de
calor en MMBTU/HR que se requiere para elevar la temperatura de procesos de 90
F a 115 F.
Figura 4.19. Resultados obtenidos considerando el escenario 4 para determinar el
calor requerido
Segn los resultados, el simulador indica que el calor requerido para elevar la
temperatura de la corriente de 90 F a 115F es de 1 MMBTU/HR, por lo que el
calentador seleccionado cumple con los requerimientos propuestos en el proceso ya
que este cuenta con una capacidad de 2 MMBTU/HR.
72
4.5.2 Capacidad de desalojo de la vlvula de control de nivel
A continuacin se muestra considerando la incorporacin del calentador, el diagrama
de procesos generado por el simulador donde se puede observar el diferencial de
presin generado en la vlvula de control de nivel de lquido del separador:
Figura 4.20. Diagrama de procesos por el simulador considerando la propuesta de
modificacin
En la Figura 4.20. se representa el diagrama de proceso de la estacin, donde se
observa igualmente el comportamiento de la presin generada desde el mltiple de
recoleccin hasta el tanque de almacenamiento, La presin antes de la vlvula de
control es de 40 psig mientras que la generada a la salida de la vlvula es de 21,46
psig, generando un diferencial de presin de 18,54 psig, lo cual segn
especificaciones del fabricante de las vlvulas de control Kimray, para ese diferencial
de presin la vlvula maneja una capacidad de desalojo de lquido de 15176 BPD
[21]. Como es de notar hidrulicamente, la vlvula de control de nivel de lquido del
separador produce un diferencial de presin positivo que permite que el fluido en el
recipiente pueda ser enviado hacia el tanque, sin embargo; este valor (15176 BPD)
representa un 328% del valor mximo a manejar en la estacin (4626 BPD), por lo
que esta gran diferencia entre la capacidad de desalojo y el caudal de alimentacin
del equipo, originan una perdida en el nivel bajo de lquido requerido, ocasionando el
paso de gas hacia los tanques por la salida de lquido del recipiente. En vista de esta
situacin es necesario reemplazar la vlvula de control de nivel de lquido del
recipiente por una de menor dimetro, que se adapte a las condiciones de proceso,
permitiendo de esta forma un adecuado funcionamiento en el equipo separador.
73
4.5.3 Velocidad de diseo
A continuacin se presenta la Figura 4.21 la grfica del comportamiento de la
velocidad del fluido y la velocidad de diseo en cada segmento de tubera
considerando la incorporacin del calentador.
0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
80,00
90,00
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28
V
e
l
o
c
i
d
a
d
(
p
i
e
s
/
s
e
g
)
Numero de Segmento
Velocidad Fluido (pies/ seg) Velocidad Diseo (pies/ seg)
Figura 4.21. Grfica del comportamiento de la velocidad del fluido (azul) y la
velocidad de diseo (roja) en cada segmento de tubera considerando la propuesta
de modificacin
Al igual que el caso anterior, en la Figura 4.21. Se observa el comportamiento de las
velocidades de la mezcla y de diseo. La velocidad de la mezcla nunca supera la
velocidad de diseo, siendo el valor porcentual ms cercano a la velocidad de diseo
de un 81,74% para el segmento numero 28 correspondiente al elemento P014 del
Link L001B, el cual representa la tubera de 6 pulgadas de alimentacin del equipo
separador (Ver Figura 4.8), debido a que la velocidad del fluido es de 64,59 pies/seg
con respecto a la de diseo de 79,02 pies/seg.
74
4.5.4 Prdidas por friccin
A continuacin se presenta la Figura 4.22. la grafica del comportamiento del
gradiente de presin para cada segmento de tubera desde el mltiple hasta el
tanque considerando la incorporacin del calentador.
0,000
0,020
0,040
0,060
0,080
0,100
0,120
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28
G
r
a
d
i
e
n
t
e
d
e
P
r
e
s
i
n
(
p
s
i
/
p
i
e
)
Numero de Segmento
Gradiente de presin (psi/ pie) Gradiente de presin diseo (psi/ pie)
Figura 4.22. Grfica del comportamiento del gradiente de presin para cada
segmento de tubera desde el mltiple hasta el tanque considerando la propuesta de
modificacin
En la Figura 4.22. se observa que el gradiente de presin supera al mximo valor
recomendado por la norma de 0,04 psi/pie en los tramos L001B comprendido desde
el segmento 7 al 12 correspondiente a la tubera de alimentacin del separador de 6
pulgadas (Ver Figura 4.8), el tramo L003 comprendido desde el segmento 17 al 21
correspondiente a la tubera de 4 pulgadas ubicada despus de la vlvula de control
de nivel de lquido del separador (Ver Figura 4.9) y por ltimo los segmentos 23 al 28
correspondiente a la tubera de 4 pulgadas que se eleva desde la base hasta el techo
del tanque de almacenamiento (Ver Figura 4.10).
Considerando la incorporacin del calentador para elevar la temperatura del proceso
a 115 F y reemplazando la vlvula de control de ni vel de lquido por una de menor
capacidad similares a las condiciones de alimentacin del equipo, las velocidades del
fluido no superan la velocidad de diseo y el diferencial de presin generado en la
75
vlvula de control es suficiente para desalojar el caudal manejado por el equipo,
ocasionando que la fase gaseosa sea separada de la fase lquida y enviada por el
tope del recipiente hacia el depurador mientras que la fase lquida es desalojada por
la parte inferior del equipo y enviada al tanque de almacenamiento.
Figura 4.23. Separacin de las fases lquido gas del fluido multifsico dentro del
separador (operacin normal)
Sin embargo, el gradiente de presin en algunos tramos de tuberas sigue estando
por encima del valor mximo recomendado por la norma interna de PDVSA (Ver
Figura 2.15), especficamente en los segmentos 7 al 12, segmento 17 al 21 y
segmentos 23 al 28, por lo que es necesario aumentar el dimetro de tubera en los
tramos antes mencionado con el fin de reducir el gradiente de presin hasta
mantenerlo por debajo de los valores recomendado por las norma PDVSA, debido a
que la temperatura del proceso no puede ser elevada por encima de los 115 F
(Temperatura de diseo de los equipos).
4.5.5 Modificacin de dimetros en tuberas de proceso.
En vista de las condiciones presente, se propuso aumentar el dimetro al siguiente
valor comercial en los segmentos donde el gradiente de presin se encontraba por
encima del valor mximo recomendado por la norma PDVSA.
76
Tabla 4.7. Dimetros propuestos en tramos de tuberas
SEGMENTO LINK DESCRIPCIN
DIAMENTRO
ACTUAL (PULG)
DIAMENTRO
PROPUESTO
(PULG)
7 - 12 L001
tubera de
alimentacin del
separador
6 8
17 - 21 L003
tubera de salida
de lquido despus
de la vlvula de
control
4 6
23 - 28 L003
tubera elevada de
alimentacin del
tanque
4 6
Una vez seleccionados los dimetros, se calcularon en base a la presin de diseo
del sistema el espesor de la tubera a utilizar para realizar las conexiones del equipo
calentador y las que se reemplazaran por el aumento de dimetro para poder
disminuir el gradiente de presin generado, se procedi a determinar mediante la
ecuacin de espesor por diseo recomendado en la norma ASME B31,3 cual debe
ser el espesor mnimo por diseo en las tuberas de proceso, para luego me
mediante la norma ASME B36.10 recomendar la tubera comercial que aplique (Ver
Anexo 7).
Tubera de conexin de alimentacin y descarga del calentador: Como podemos
ver la tubera de alimentacin y descarga del calentador manejaran una presin de
diseo de 100 psig y una temperatura de diseo de 115 F, por lo que segn la
norma ASME B31.3 para determinar el espesor mnimo por diseo que se requiere
en la tubera segn la ecuacin (2.24) ser:
Datos:
Presin de diseo (P) = 100 psig
Dimetro externo de tubera (D) = 6,625 pulg
Factor longitudinal de Junta (E) = 1
Coeficiente del material de tubera (Y
p
) = 0,4
Esfuerzo permisible de la tubera a la temperatura de diseo (Sh) = 20000 psig
Corrosin admisible de la tubera (c) = 0,0625 pulg
77
El espesor mnimo por diseo es de 0,0903 pulgadas, por lo que seleccionando un
espesor de 0,280 pulgadas correspondiendo a una tubera de 6 pulgadas de
dimetro nominal Schedule 40 o estndar segn indicaciones de la norma ASME
B36.10 es suficiente para garantizar la presin por diseo requerido en el sistema.
Tubera de conexin de alimentacin del separador (segmentos 7-12):
Datos:
Presin de diseo (P) = 100 psig
Dimetro externo de tubera (D) = 8,625 pulg
Factor longitudinal de Junta (E) = 1
Coeficiente del material de tubera (Y
p
) = 0,4
Esfuerzo permisible de la tubera a la temperatura de diseo (S
h
) = 20000 psig
Corrosin admisible de la tubera (c) = 0,0625 pulg
El espesor mnimo por diseo es de 0,0960 pulgadas, por lo que seleccionando un
espesor de 0,322 pulgadas correspondiendo a una tubera de 8 pulgadas de
dimetro nominal Schedule 40 o estndar segn indicaciones de la norma ASME
B36.10 es suficiente para garantizar la presin por diseo requerido en el sistema.
78
Tubera de salida de salida de lquido ubicada despus de la vlvula de control
de nivel de lquido del separador (segmento 17-21):
Datos:
Presin de diseo (P) = 100 psig
Dimetro externo de tubera (D) = 6,625 pulg
Factor longitudinal de Junta (E) = 1
Coeficiente del material de tubera (Y
p
) = 0,4
Esfuerzo permisible de la tubera a la temperatura de diseo (S
h
) = 20000 psig
Corrosin admisible de la tubera (c) = 0,0625 pulg
El espesor mnimo por diseo es de 0,0903 pulgadas, por lo que seleccionando un
espesor de 0,280 pulgadas correspondiendo a una tubera de 6 pulgadas de
dimetro nominal Schedule 40 o estndar segn indicaciones de la norma ASME
B36.10 es suficiente para garantizar la presin por diseo requerido en el sistema.
Tubera de alimentacin del tanque de almacenamiento (segmentos 23-28):
Datos:
Presin de diseo (P) = 100 psig
Dimetro externo de tubera (D) = 6,625 pulg
Factor longitudinal de Junta (E) = 1
Coeficiente del material de tubera (Y
p
) = 0,4
Esfuerzo permisible de la tubera a la temperatura de diseo (S
h
) = 20000 psig
Corrosin admisible de la tubera (c) = 0,0625 pulg
79
El espesor mnimo por diseo es de 0,0903 pulgadas, por lo que seleccionando un
espesor de 0,280 pulgadas correspondiendo a una tubera de 6 pulgadas de
dimetro nominal Schedule 40 o estndar segn indicaciones de la norma ASME
B36.10 es suficiente para garantizar la presin por diseo requerido en el sistema.
Nuevamente, se volvi a evaluar las condiciones hidrulicas, considerando la
incorporacin del calentador y el aumento del dimetro en los tramos de tuberas
donde el gradiente de presin se encontraba por encima del valor mximo
recomendado por la norma PDVSA. A continuacin se muestran los resultados
obtenidos bajo estas condiciones.
4.5.6 Capacidad de desalojo de la vlvula de control de nivel
A continuacin se muestra el diagrama de procesos generado por el simulador
considerando la temperatura de 115 F y el aumento del dimetro de tuberas donde
se puede observar el diferencial de presin generado en la vlvula de control de nivel
de lquido del separador:
Figura 4.24. Diagrama de procesos por el simulador considerando la temperatura de
115 F y el aumento del dimetro de tubera
En la figura 4.24 se representa el diagrama de proceso de la estacin de flujo
considerando la temperatura de 115 F y el aumento del dimetro de tubera, La
presin antes de la vlvula de control es de 40 psig mientras que la generada a la
80
salida de la vlvula es de 9,71 psig, originando un diferencial de presin de 30,29
psig, lo cual segn especificaciones del fabricante de las vlvulas de control Kimray
instalada en el equipo en estudio para ese diferencial maneja una capacidad de
desalojo de lquido de 19528 BPD [21], Como es de notar igualmente que en el caso
anterior evaluado, la vlvula de control de nivel de lquido del separador produce un
diferencial de presin positivo que permite que el fluido en el recipiente pueda ser
enviado hacia el tanque, sin embargo; este valor (19528 BPD) representa un 422%
del valor mximo a manejar en la estacin (4626 BPD), originando igual que en el
caso anterior, una perdida en el nivel bajo de lquido requerido, ocasionando el paso
de gas hacia los tanques por la salida de lquido del recipiente. En vista de esta
situacin es necesario de igual forma reemplazar la vlvula de control de nivel de
lquido del recipiente por una de menor dimetro, que se adapte a las condiciones de
proceso, permitiendo de esta forma un adecuado funcionamiento en el equipo
separador.
4.5.7 Velocidad de diseo.
A continuacin se presenta la Figura 4.25. la grafica del comportamiento de la
velocidad del fluido y la velocidad de diseo en cada segmento de tubera
considerando la temperatura de 115 F y el aumento de los dimetros de tuberas.
0,00
10,00
20,00
30,00
40,00
50,00
60,00
70,00
80,00
90,00
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28
V
e
l
o
c
i
d
a
d
(
p
i
e
s
/
s
e
g
)
Numero de Segmento
Velocidad Fluido (pies/ seg) Velocidad Diseo (pies/ seg)
Figura 4.25. Grafica del comportamiento de la velocidad del fluido (roja) y la
velocidad de diseo (azul) en cada segmento de tubera considerando la temperatura
de 115 F y el aumento de los dimetros de tuberas
81
Al igual que el caso anterior, en la Figura 4.25. se observa el comportamiento de las
velocidades de la mezcla y de diseo, considerando la temperatura de 115 F y el
aumento de los dimetros de tuberas. La velocidad de la mezcla nunca supera la
velocidad de diseo, siendo el valor porcentual ms cercano a la velocidad de diseo
de un 47,81% para el segmento 16 del Link L002 correspondiente a la tubera de 4
pulgadas ubicada antes de la vlvula de control de nivel a la salida de lquido del
equipo separador (Ver Figura 4.9) debido a que la velocidad del fluido es de 10,91
pies/seg con respecto a la de diseo de 22,81 pies/seg.
4.5.8 Prdidas por friccin.
A continuacin se presenta la Figura 4.26. la grfica del comportamiento del
gradiente de presin para cada segmento de tubera desde el mltiple hasta el
tanque considerando la temperatura de 115 F y el a umento de los dimetros de
tuberas.
0,000
0,005
0,010
0,015
0,020
0,025
0,030
0,035
0,040
0,045
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28
G
r
a
d
i
e
n
t
e
d
e
P
r
e
s
i
n
(
p
s
i
/
p
i
e
)
Numero de Segmento
Gradiente de presin (psi/ pie) Gradiente de presin diseo (psi/ pie)
Figura 4.26. Grfica del comportamiento del gradiente de presin para cada
segmento de tubera desde el mltiple hasta el tanque considerando la temperatura
de 115 F y el aumento de los dimetros de tuberas
En la Figura 4.26. se observa que el gradiente de presin nunca supera al mximo
valor recomendado por la norma de 0,04 psi/pie, siendo el valor porcentual ms
cercano al valor mximo por diseo en un 69,90% para el segmento 16 del Link
82
L002, correspondiente a la tubera de 4 pulgadas ubicada antes de la vlvula de
control de nivel a la salida de lquido del equipo separador (Ver Figura 4.9).
4.6. Comparacin de los resultados del modelo de infraestructura propuesta
con la infraestructura existente considerando la mxima produccin de crudo
asociada al crecimiento de produccin por el proyecto PIAVOS
Con la finalidad de elaborar de manera detallada, ordenada y precisa las
conclusiones y recomendaciones necesarias para mejorar la movilidad del fluido en
la instalacin, a continuacin se comparo los tres escenarios evaluados,
infraestructura actual, primera propuesta con aumento de temperatura de proceso a
115 F y segunda propuesta con aumento de temperat ura a 115 F y aumento de
dimetro en tuberas de proceso con gradiente de presin por encima del valor
mximo recomendado.
Tabla 4.8. Resultados de los escenarios evaluados
Diferencial de presin
en vlvula de control
(psi)
Velocidades
(pies/seg)
Gradiente de presin
(psi/pie)
Esc Descripcin
Obtenido
Mnimo
requerido
Obtenido
Mximo
requerido
Obtenido (Segm)
Mximo
requerido
1
Infraestructura actual
(Temp 90F)
-1,99 1 27,81 37,71
0,08 (7-12)
0,17 (14-21)
0,17 (23-28)
0,04
2
Incorporacin del Calentador
(Temp 115 F)
18,54 1 64,59 79,02
0,06 (7-12)
0,07 (17-21)
0,11 (23-28)
0,04
3
Incorporacin del Calentador
(Temp 115 F) y aumento de
dimetros de tuberas
30,29 1 10,91 22,81 0,03 (16) 0,04
En la Tabla 4.8. se muestran los resultados obtenidos para cada escenario evaluado,
donde se puede observar que el escenario numero 3 bajo estas condiciones, la
estacin de Flujo Orocual 2 puede manejar la produccin asociada al proyecto
PIAVOS para el ao 2014 (4626,2 BBPD y 3,87 MMPCNGD) cumpliendo de esta
forma con los manuales de diseo recomendados por la Organizacin y las Normas
Internacionales de diseo.
83
4.7. Planos para la modificacin y Lista de Materiales
Una vez determinado la ubicacin del equipo, las especificaciones de las tuberas y
los accesorios requeridos mediante las recomendaciones de la norma ASME B16.5
se elaboraron los planos y lista de materiales correspondiente (Ver Anexo 8 y 9).
4.7.1 Diagrama de flujo de Proceso
A continuacin se muestra en la Figura 4.27 el diagrama de flujo de procesos
resultante, considerando la incorporacin del calentador en la secuencia del proceso
de la estacin. (Ver Anexo 4)
Figura 4.27. Diagrama de Flujo de Procesos de la EF-ORC-2 considerando la
instalacin del calentador
4.7.2 Plano de Plantas
La figura 4.28 muestra parte del plano de planta resultante con la ubicacin
propuesta del calentador y los equipos de procesos ms importantes del rea de
proceso en la estacin (Ver Anexo 6).
84
Figura 4.28. Plano de planta para la instalacin de los equipos
4.7.3 Isomtricos y lista de materiales
A continuacin se indica el isomtrico y lista de materiales correspondiente a las
tuberas requeridas para la conexin de alimentacin y descarga del calentador (Ver
Anexo 9)
Figura 4.29. Isomtrico de la tubera de conexin de alimentacin y descarga del
calentador
85
Tabla 4.9. Lista de materiales de la tubera de conexin de alimentacin y
descarga del calentador
LISTA DE MATERIALES
REG CANT UNIDAD TAMAO DESCRIPCION
1 2 PZA 6" RAMAL REFORZADO CON TUBERIA SCH 40, SA-106 GRADO B, SIN COSTURA
2 4 PZA 6" BRIDA CUELLO SOLDABLE (WN) 150 #, SA-105, RF, SCH 40,
3 32 PZA 3/4" X 4" ESPARRAGOS SA-197-B7 CON 2 TUERCAS HEX SA-194-2H.
4 4 PZA 6" EMPACADURA ESPIROMETALICA, 150#
5 2 PZA 6" VALVULA DE BOLA, 150#, RF, SA-105
6 6 PZA 6" CODO 90RL, SA-234-WPB, SCH 40, SOLDADO A TOPE SIN COSTURA
7 25 MTS 6" TUBERIA SCH 40, SA-106 GRADO B, SIN COSTURA
8 2 PZA 10" BRIDA CUELLO SOLDABLE (WN) 150 #, SA-105, RF, SCH 40
9 24 PZA 7/8" X 4 1/2" ESPARRAGOS SA-197-B7 CON 2 TUERCAS HEX SA-194-2H.
10 2 PZA 10" EMPACADURA ESPIROMETALICA, 150#
11 1 PZA 10" VALVULA DE COMPUERTA, 150#, RF, SA-105
12 2 PZA 6" BRIDA CUELLO SOLDABLE (WN) 600 #, SA-105, RF, SCH 40
13 24 PZA 1" X 6 3/4" ESPARRAGOS SA-197-B7 CON 2 TUERCAS HEX SA-194-2H.
14 2 PZA 6" EMPACADURA ESPIROMETALICA, 600#
Figura 4.30. Isomtrico de la tubera de conexin de alimentacin del separador
(segmentos 7-12 del link L001)
86
Tabla 4.10. Lista de materiales de la tubera de conexin de alimentacin del
separador (segmentos 7-12)
LISTA DE MATERIALES
REG CANT UNIDAD TAMAO DESCRIPCION
1 3 PZA 8" BRIDA CUELLO SOLDABLE (WN) 150 #, SA-105, RF, SCH 40,
2 24 PZA 3/4" X 4 1/4" ESPARRAGOS SA-197-B7 CON 2 TUERCAS HEX SA-194-2H.
3 3 PZA 8" EMPACADURA ESPIROMETALICA, 150#
4 1 PZA 8" VALVULA DE BOLA, 150#, RF, SA-105
5 1 PZA 8"" TEE, SA-234-WPB, SCH 40, SOLDADO A TOPE, SIN COSTURA
6 1 PZA 6" BRIDA CUELLO SOLDABLE (WN) 150 #, SA-105, RF, SCH 40,
7 8 PZA 3/4" X 4" ESPARRAGOS SA-197-B7 CON 2 TUERCAS HEX SA-194-2H.
8 1 PZA 6" EMPACADURA ESPIROMETALICA, 150#
9 7 MTS 8" TUBERIA SCH 40, SA-106 GRADO B, SIN COSTURA
10 3 PZA 8" CODO 90RL, SA-234-WPB, SCH 40, SOLDADO A TOPE SIN COSTURA
11 1 PZA 8"X6" REDUCCIN CONCNTRICA, SCH 40, SA-234-WPB,
Figura 4.31. Isomtrico de la tubera de salida de lquido del separador (segmentos
17-21 del link L003)
87
Tabla 4.11. Lista de materiales de la tubera de salida de lquido del separador
(segmentos 17-21)
LISTA DE MATERIALES
REG CANT UNIDAD TAMAO DESCRIPCION
1 1 PZA 6"X4" REDUCCIN CONCNTRICA, SCH 40, SA-234-WPB,
2 4 MTS 6" TUBERIA SCH 40, SA-106 GRADO B, SIN COSTURA
3 11 PZA 6" BRIDA CUELLO SOLDABLE (WN) 150 #, SA-105, RF, SCH 40,
4 96 PZA 3/4" X 4" ESPARRAGOS SA-197-B7 CON 2 TUERCAS HEX SA-194-2H.
5 12 PZA 6" EMPACADURA ESPIROMETALICA, 150#
6 5 PZA 6" VALVULA DE COMPUERTA, 150#, RF, SA-105
7 2 PZA 4" BRIDA CUELLO SOLDABLE (WN) 150 #, SA-105, RF, SCH 40,
8 16 PZA 5/8" X 3 1/2" ESPARRAGOS SA-197-B7 CON 2 TUERCAS HEX SA-194-2H.
9 2 PZA 4" EMPACADURA ESPIROMETALICA, 150#
10 1 PZA 4" VALVULA DE CONTROL DE NIVEL DE LIQUIDO, 150#, RF, SA-105
11 1 PZA 6" VALVULA DE RETENCIN, 150#, RF, SA-105
Figura 4.32. Isomtrico de la tubera de alimentacin del tanque de almacenamiento
(segmentos 23-28 del tramo L003)
88
Tabla 4.12. Lista de materiales de la tubera de alimentacin del tanque de
almacenamiento (segmentos 23-28)
LISTA DE MATERIALES
REG CANT UNIDAD TAMAO DESCRIPCION
1 1 PZA 6" TEE, SA-234-WPB, SCH 40, SOLDADO A TOPE, SIN COSTURA
2 2 PZA 6" BRIDA CUELLO SOLDABLE (WN) 150 #, SA-105, RF, SCH 40,
3 16 PZA 3/4" X 4" ESPARRAGOS SA-197-B7 CON 2 TUERCAS HEX SA-194-2H.
4 2 PZA 6" EMPACADURA ESPIROMETALICA, 150#
5 1 PZA 6" VALVULA DE COMPUERTA, 150#, RF, SA-105
6 8 MTS 6" TUBERIA SCH 40, SA-106 GRADO B, SIN COSTURA
7 3 MTS 6" CODO 90RL, SA-234-WPB, SCH 40, SOLDADO A TOPE SIN COSTURA
89
CAPTULO V
CONCLUSIONES Y RECOMENDACIONES
5.1. Conclusiones
Con la instalacin del calentador, el aumento del dimetro de tubera en los tramos
mencionados y el reemplazo de la vlvula de control de nivel de lquido del separador
por una de menor dimetro que se adapte a las condiciones de procesos, la estacin
de Flujo Orocual 2 puede manejar la produccin asociada al proyecto PIAVOS hasta
el ao 2014.
Infraestructura actual
El diferencial de presin originado en la vlvula de control de nivel de lquido es de
-1,99 psig (no cumple con las condiciones mnimas requeridas para desalojar el
lquido separado en el interior del recipiente hacia el tanque de almacenamiento).
La velocidad de la mezcla nunca supera la velocidad de diseo, siendo el valor
porcentual ms cercano a la velocidad de diseo de un 79,05% para el segmento
numero 28.
El gradiente de presin supera al mximo valor recomendado por la norma de 0,04
psi/pie en los segmentos 7 al 12, 14 al 21 y 23 al 28.
Se origina un arrastre considerable hacia la etapa de depuracin, gasoductos y
sistemas de alivio de gas de la estacin.
90
Anlisis de las variables
La viscosidad depende de dos fenmenos: 1) la cohesin de las molculas y 2) la
transferencia molecular de una capa a otra.
En los lquidos, predomina la cohesin, y como esta disminuye al aumentar la
temperatura, del mismo modo disminuye la viscosidad del lquido.
Aumentando la temperatura del fluido de 90F a 115 F, la viscosidad de crudo
disminuye de 300 cP a 100 cP, por lo que con estas condiciones se puede garantizar
que el fluido aumentar la movilidad en las lneas de procesos de la estacin.
La cantidad de calor requerido por el sistema para elevar la temperatura de proceso
de 90F a 115 F es de 1,06 MMBTU/HR.
El calentador disponible posee una capacidad de 2 MMBTU/HR, con una presin de
diseo de 1440 psi, suficiente para las condiciones requeridas.
Incorporacin del Calentador
El diferencial de presin originado en la vlvula de control es de 18,54 psig (maneja
una capacidad de desalojo de lquido de 15176 BPD).
Con ese diferencial de presin alcanzado en la vlvula, se origina una perdida en el
nivel bajo de lquido en el equipo, ocasionando el paso de gas hacia los tanques por
la salida de lquido del recipiente.
Es necesario reemplazar la vlvula de control de nivel de lquido del recipiente por
una de menor dimetro, que se adapte a las condiciones de proceso, permitiendo de
esta forma un adecuado funcionamiento en el equipo separador.
La velocidad de la mezcla nunca supera la velocidad de diseo, siendo el valor
porcentual ms cercano a la velocidad de diseo de un 81,74% para el segmento 28.
91
El gradiente de presin supera al mximo valor recomendado por la norma de 0,04
psi/pie para los segmentos 7 al 12, 17 al 21 y 23 al 28.
No se puede elevar la temperatura por encima de los 115F (Temperatura de diseo
del los equipos)
Es necesario aumentar el dimetro de los tramos de tuberas que presentan un
gradiente de presin por encima del valor recomendado (Segmentos 7 al 12, 17 al 21
y 23 al 28) debido a que no se puede seguir elevando la temperatura del proceso por
encima de los 115 F.
Incorporacin del Calentador y Aumento de dimetros
El tipo de tubera a utilizar es A-106 Grado B, Schedule Estndar y Accesorios Clase
150.
El diferencial de presin originado en la vlvula de control es de 30,29 psig (maneja
una capacidad de desalojo de lquido de 19528 BPD)
Con ese diferencial de presin alcanzado en la vlvula, se origina de igual forma que
en el caso anterior una perdida en el nivel bajo de lquido en el equipo, ocasionando
el paso de gas hacia los tanques por la salida de lquido del recipiente.
Es necesario reemplazar la vlvula de control de nivel de lquido del recipiente por
una de menor dimetro, que se adapte a las condiciones de proceso, permitiendo de
esta forma un adecuado funcionamiento en el equipo separador.
La velocidad de la mezcla nunca supera la velocidad de diseo, siendo el valor
porcentual ms cercano a la velocidad de diseo de un 47,81 para el segmento 16%.
El gradiente de presin nunca supera al mximo valor recomendado por la norma de
0,04 psi/pie siendo el valor porcentual ms cercano a al valor mximo por diseo de
un 69,90% para el segmento 16.
92
5.2. Recomendaciones
Instalar el calentador a la salida del mltiple de recoleccin para elevar la
temperatura del proceso de 90 F a 115F
Aumentar los dimetros de los tramos propuestos para mantener el gradiente de
presin por debajo del valor mximo recomendado
Realizar mediciones de espesores en las lneas de salida del mltiple de recoleccin
de la estacin de flujo Orocual 2, con el objetivo de realizar la conexin de los
ramales de tubera que alimentaran al calentador.
Evaluar la posibilidad de instalar un sistema automtico de llenado de agua para el
calentador con el objetivo de prever el vaciado del mismo.
Utilizar Tubera de Acero al carbono SCH 40 A-106 Grado B.
Utilizar accesorios ANSI 150 a excepcin de las tuberas que se conectan al
calentador que por diseo poseen bridas de 6 pulgadas ANSI 600.
Evaluar la posibilidad de instalar a corto plazo un separador cuya temperatura de
diseo sea mayor a la temperatura que se manejar en la estacin y mayor dimetro
de boquillas para tener mejor movilidad del lquido.
Reemplazar la vlvula de control de nivel de lquido del recipiente por una de menor
dimetro, que se adapte a las condiciones de proceso, permitiendo de esta forma un
adecuado funcionamiento en el equipo separador.
Implementar un plan de mantenimiento a los equipos de separacin y depuracin,
para evitar taponamiento y obstrucciones que incrementen la presin de los equipos
e interrumpan las operaciones en la estacin.
Evaluar la posibilidad de realizar mejoras al sistema de Instrumentacin y
Automatizacin del sistema de desalojo de lquido del despojador
93
REFERENCIAS
[1] GONZLEZ Julio. (2007) FACILIDADES DE SUPERFICIE EN
INSTALACIONES PETROLERAS. Workshop Internacional. ESP OIL
Engineering Consultants.
[2] GONZLEZ Julio. (2005) ANALISIS Y SIMULACIN DE REDES DE FLUIDO.
Workshop Internacional. ESP OIL Engineering Consultants.
[3] PDVSA L-TP 1.5. CLCULO HIDRULICO DE TUBERAS. Petrleos de
Venezuela S.A.
[4] PDVSA 90616.1.024. DIMENSIONAMIENTO DE TUBERAS DE PROCESOS.
Petrleos de Venezuela S.A.
[5] ASME B31.3 (2006) PROCESS PIPING. The American Society of Mechanical
Engineers.
[6] CRANE, (1992) FLUJO DE FLUIDOS EN VLVULAS, ACCESORIOS Y
TUBERAS. Mc Graw Hill.
[7] RANALD Giles, EVETT Jack, LIU Cheng. (1994) MECNICA DE LOS
FLUIDOS E HIDRAULICA. Tercera Edicin. Serie Schaum. Mc Graw Hill.
[8] POTTER Merle C, SOMERTON Craig. (2004) TERMODINAMICA PARA
INGENIEROS. Mc Graw Hill.
[9] AVALLONE Eugene, BAUMEISTER Theodore. (1995) MANUAL DEL
INGENIERO MECNICO. Tomo 1. Novena Edicin. Marks. Mc Graw Hill.
[10] AVALLONE Eugene, BAUMEISTER Theodore. (1995) MANUAL DEL
INGENIERO MECNICO. Tomo 2. Novena Edicin. Marks. Mc Graw Hill.
[11] GPSA. (1998) ENGINEERING DATA BOOK. Volumen 1. Onceava Edicin.
Gas Proceessors Suppliers Association.
[12] GPSA. (1998) ENGINEERING DATA BOOK. Volumen 2. Onceava Edicin Gas
Proceessors Suppliers Association.
94
[13] RINCN Rosa, REYES Ezequas, BOSCN Jaime. (2008) ANLISIS DE
ALTERNATIVAS PARA TRANSPORTE DE CRUDO PESADO. I Congreso
Internacional de Crudo Pesado.
[14] API RP 14E. (1991) "RECOMMENDED PRACTICE FOR DESING AND
INSTALLATION OF OFFSHORE PRODUCCTION PLATFORM PIPING
SYSTEMS. Quinta Edicin. American Petroleum Institute.
[15] ASME B16.5 (2004) PIPE FLANGES AND FLANGED FITTINGS. The
American Society of Mechanical Engineers.
[16] ASME B36.10M (2004) WELDED AND SEAMLESS WROUGHT STEEL PIPE.
The American Society of Mechanical Engineers.
[17] PDVSA H-221 MATERIALES DE TUBERAS. Petrleos de Venezuela S.A.
[18] FALLA Jorge. (2008) OPERACIONES DE PRODUCCIN EN SUPERFICIE.
Workshop Internacional. MannyRon Consultores C.A.
[19] SHAMES Irving. (1995) MECNICA DE FLUIDOS. Tercera Edicin. Mc Graw
Hill.
[20] LEVENSPIEL Octave. (1993) FLUJO DE FLUIDOS E INTERCAMBIO DE
CALOR. Revert S.A.
[21] CATALOGO KIMRAY. (1992) VALVULAS MOTORAS DE BAJA PRESIN.
Seccin E2, www.Kimray.com.
[22] PDVSA IR-M-01. (1995) SEPARACIN ENTRE EQUIPOS. Manual de
Ingeniera de Riesgos. Petrleos de Venezuela S.A.
Anexo 1.
Resultado de simulacin en PIPEPHASE
Anexo 2.
Recomendacin para determinar la velocidad mxima de diseo
segn gua PDVSA 90616.1.024 Dimensionamiento de Tuberas de
Proceso
Anexo 3.
Recomendacin de la norma PDVSA L-TP 1.5 Clculo Hidrulico de
Tuberas para perdidas por friccin mxima en tuberas
Anexo 4.
Planos de Diagrama de Flujo de Procesos (PFD)
Anexo 5.
Recomendacin de la norma PDVSA IR-M-01 Separacin entre
Equipos e Instalaciones
Anexo 6.
Planos de Implantacin de Equipos (PLOT PLANT)
Anexo 7.
Mxima presin permisible de trabajo para tubera A-106 segn
Norma ASME B31.3
Nom
pipe
size
in.
Sch.
No.
Weight of
pipe
lb./ft.
O.D.
in.
Wall
thk.
in.
I D
(d)
in.
Flow
area
sq ft
Allowable working pressures for temperatures (in F) not to exceed.
20 to
100
200 300 400 500 600 700
1/2 S40 .851 .840 .109 .622 .00211 2258 2258 2258 2258 2134 1953 1863
3/4 S40 1.131 1.050 .113 .824 .00371 1933 1933 1933 1933 1827 1672 1595
X80 1.474 .154 .742 .00300 3451 3451 3451 3451 3261 2985 2847
1 S40 1.679 1.315 .133 1.049 .00600 2103 2103 2103 2103 1988 1819 1735
X80 2.172 .179 .957 .00499 3468 3468 3468 3468 3277 3000 2861
160 2.844 .250 .815 .00362 5720 5720 5720 5720 5405 4948 4719
XX 3.659 .358 .599 .00196 9534 9534 9534 9534 9010 8247 7866
1-1/2 S40 2.718 1.900 .145 1.610 .01414 1672 1672 1672 1672 1580 1446 1379
X80 3.632 .200 1.500 .01225 2777 2777 2777 2777 2625 2402 2291
160 4.866 .281 1.338 .00976 4494 4494 4494 4494 4247 3887 3707
XX 6.409 .400 1.100 .00660 7228 7228 7228 7228 6831 6253 5963
2 S40 3.653 2.375 .154 2.067 .02330 1469 1469 1469 1469 1388 1270 1212
X80 5.022 .218 1.939 .02050 2488 2488 2488 2488 2351 2152 2053
160 7.445 .343 1.687 .01556 4600 4600 4600 4600 4347 3979 3795
XX 9.030 .436 1.503 .01232 6284 6284 6284 6284 5939 5436 5185
3 S40 7.58 3.500 .216 3.068 .05130 1640 1640 1640 1640 1550 1419 1353
X80 10.25 .300 2.900 .04587 2552 2552 2552 2552 2412 2207 2105
160 14.33 .438 2.624 .03755 4122 4122 4122 4122 3895 3566 3401
XX 18.58 .600 2.300 .02885 6089 6089 6089 6089 5754 5267 5024
4 S40 10.79 4.500 .237 4.026 .08840 1439 1439 1439 1439 1360 1244 1187
X80 14.99 .337 3.826 .07986 2275 2275 2275 2275 2150 1968 1877
160 22.51 .531 3.438 .06447 3978 3978 3978 3978 3760 3441 3282
XX 27.54 .674 3.152 .05419 5307 5307 5307 5307 5015 4590 4378
6 S40 18.98 6.625 .280 6.065 .2006 1205 1205 1205 1205 1139 1042 994
X80 28.58 .432 5.761 .1810 2062 2062 2062 2062 1948 1783 1701
160 45.30 .718 5.187 .1469 3753 3753 3753 3753 3546 3246 3097
XX 53.17 .864 4.897 .1308 4659 4659 4659 4659 4403 4030 3844
8 S40 28.56 8.625 .322 7.981 .3474 1098 1098 1098 1098 1037 950 906
X80 43.4 .500 7.625 .3171 1864 1864 1864 1864 1761 1612 1537
XX 72.4 .875 6.875 .2578 3554 3554 3554 3554 3359 3074 2932
160 74.7 .906 6.813 .2532 3699 3699 3699 3699 3496 3200 3052
10 S40 40.5 10.750 .365 10.020 .5475 1022 1022 1022 1022 966 884 843
X60 54.7 .500 9.750 .5185 1484 1484 1484 1484 1403 1284 1224
160 115.7 1.125 8.500 .3941 3736 3736 3736 3736 3531 3232 3082
12 S 49.6 12.750 .375 12.000 .7854 888 888 888 888 839 768 732
X 65.4 .500 11.750 .7528 1245 1245 1245 1245 1177 1077 1027
160 160.3 1.312 10.126 .5592 3699 3699 3699 3699 3496 3200 3052
14 10 36.7 14.000 .250 13.500 .9940 486 486 486 486 460 421 401
S30 54.6 .375 13.250 .9575 807 807 807 807 763 698 666
X 72.1 .500 13.000 .9211 1132 1132 1132 1132 1069 979 934
16 10 42.1 16.000 .250 15.500 1.310 425 425 425 425 402 368 351
S30 62.6 .375 15.250 1.268 705 705 705 705 666 609 581
S40 82.8 .500 15.000 1.227 987 987 987 987 933 854 815
18 10 47.4 18.000 .250 17.500 1.670 377 377 377 377 357 326 311
S 70.6 .375 17.250 1.622 625 625 625 625 591 541 516
X 93.5 .500 17.000 1.575 876 876 876 876 828 757 722
20 10 52.7 20.000 .250 19.500 2.074 339 339 339 339 321 293 280
S20 78.6 .375 19.250 2.021 562 562 562 562 531 486 464
X30 104.1 .500 19.000 1.969 787 787 787 787 743 680 649
24 10 63.4 24.000 .250 23.500 3.012 282 282 282 282 267 244 233
S20 94.6 .375 23.250 2.948 468 467 467 467 442 404 386
X 125.5 .500 23.000 2.883 660 654 654 654 618 565 539
Note: The above allowable working pressures are calculated from Fig. 17-23 using a reduction in tm to 87.5% of the wall thickness shown above to recognize mill
wall tolerance of 12.5%.
FIG. 17-26
Design Properties and Allowable Working Pressures for Piping
ASTM A106, grade B seamless pipePetroleum Refinery Piping Code
for Pressure Piping ANSI B31.3-1984Corrosion allowance = 0.05
17-24
Anexo 8.
Mxima presin permisible de trabajo en bridas y vlvulas segn
norma ASME B16.5
CLASS 150 300 400 600 900 1500 2500 See Notes
Material Group 1.1 (Carbon Steel)
A105 (1)(3), A216WCB (1), A51570(1)
A51670(1)
A350LF2, A537C1.1
(a) (h)
(a) (g)
(d)
F Pressures are in pounds per square inch, gauge (psig)
20 to 100 285 740 990 1480 2220 3705 6170
200 260 675 900 1350 2025 3375 5625
300 230 655 875 1315 1970 3280 5470
400 200 635 845 1270 1900 3170 5280
500 170 600 800 1200 1795 2995 4990
600 140 550 730 1095 1640 2735 4560
650 125 535 715 1075 1610 2685 4475
700 110 535 710 1065 1600 2665 4440
750 95 505 670 1010 1510 2520 4200
800 80 410 550 825 1235 2060 3430
850 65 270 355 535 805 1340 2230
900 50 170 230 345 515 860 1430
950 35 105 140 205 310 515 860
1000 20 50 70 105 155 260 430
Material Group 2.1 (Type 304)
A182F304 (5), A182F304H
A240304(5)(6), A351CF8 (5)
A351CF3
(f)
20 to 100 275 720 960 1440 2160 3600 6000
200 235 600 800 1200 1800 3000 5000
300 205 530 705 1055 1585 2640 4400
400 180 470 630 940 1410 2350 3920
500 170 435 585 875 1310 2185 3640
600 140 415 555 830 1245 2075 3460
700 110 405 540 805 1210 2015 3360
800 80 395 525 790 1180 1970 3280
850 65 390 520 780 1165 1945 3240
900 50 385 510 770 1150 1920 3200
950 35 375 500 750 1125 1870 3120
1000 20 325 430 645 965 1610 2685
1050 310 410 620 925 1545 2570
1100 260 345 515 770 1285 2145
1150 195 260 390 585 980 1630
1200 155 205 310 465 770 1285
1250 110 145 220 330 550 915
1300 85 110 165 245 410 685
1350 60 85 125 185 310 515
1400 50 65 90 145 240 400
1450 35 45 70 105 170 285
1500 25 30 50 70 120 200
Notes: (a) permissible but not recommended for prolonged use above 800F
(d) not to be used over 650F
(f) not to be used over 800F
(g) not to be used over 850F
(h) not to be used over 1000F
Additional Notes: (1) Upon prolonged exposure to temperatures above about 800F (425C), the carbide phase of carbon steel may
be converted to graphite
(3) Only killed steel shall be used above 850F (455C)
(5) At temperatures over 1000F (540C), use only when the carbon content is 0.04 percent or higher
(6) For temperatures above 1000F (540C), use only if the material is heat treated by heating it to a temp-
erature of at least 1900F (1040C) and quenching in water or rapidly cooling by other means
FIG. 17-28
Pressure-Temperature Ratings for Pipe Flanges and Flanged Fittings from ANSI B16.5-1981
17-27
Anexo 9.
Tamao y cantidad de esprragos requeridos en accesorio ANSI
150 y ANSI 600
Anexo 10.
Isomtricos de construccin y modificaciones de tuberas
Anexo 11.
Plano de la instrumentacin relacionada al equipo calentador
Anexo 12.
Tablas de velocidades del fluido y de diseo para cada segmento
de tubera
Velocidad del fluido vs velocidad de diseo en cada segmento de tubera
considerando la infraestructura existente
Numero
de
Segmento
Tramo de
Tubera
Elemento
de
Tubera
Dimetro
Interno
(pulg)
Longitud
de
Segmento
(Metros)
Elevacin
de
Segmento
(Metros)
Densidad
(lb/pie3)
Velocidad
Fluido
(pies/seg)
Velocidad
Diseo
(pies/seg)
Variacin
(%)
Condicin
1 L001 P004 10,02 1,00 0,00 2,26 16,75 66,45 25,20% OK
2 L001 P003 10,02 1,30 -0,92 2,26 16,78 66,51 25,22% OK
3 L001 P001 10,02 1,83 0,00 2,26 16,81 66,58 25,25% OK
4 L001 P006 10,02 1,83 0,00 2,26 16,82 66,59 25,25% OK
5 L001 P007 10,02 1,10 0,00 2,25 16,84 66,63 25,27% OK
6 L001 P008 10,02 1,12 0,00 2,25 16,85 66,66 25,28% OK
7 L001 P009 6,07 0,40 0,40 2,18 47,38 67,68 70,01% OK
8 L001 P010 6,07 0,40 0,40 2,17 47,64 67,86 70,20% OK
9 L001 P011 6,07 1,25 0,00 2,09 49,57 69,23 71,61% OK
10 L001 P012 6,07 2,00 2,00 1,99 52,08 70,96 73,40% OK
11 L001 P013 6,07 0,85 0,00 1,90 54,57 72,63 75,14% OK
12 L001 P014 6,07 1,40 0,00 1,80 57,48 74,54 77,11% OK
13 L002 P034 6,07 0,60 0,00 21,23 4,35 21,70 20,05% OK
14 L002 P035 4,03 0,60 0,00 21,00 9,98 21,82 45,74% OK
15 L002 P036 4,03 0,70 0,00 20,10 10,43 22,31 46,76% OK
16 L002 P002 4,03 1,40 0,00 19,82 10,58 22,46 47,08% OK
17 L003 P051 4,03 0,70 0,00 18,93 11,07 22,98 48,18% OK
18 L003 P052 4,03 0,81 0,00 18,52 11,32 23,24 48,71% OK
19 L003 P053 4,03 0,60 0,00 18,32 11,44 23,36 48,97% OK
20 L003 P054 4,03 0,35 -0,35 17,37 12,07 23,99 50,29% OK
21 L003 P055 4,03 0,35 -0,35 17,25 12,15 24,08 50,47% OK
22 L003 P056 6,07 20,00 0,00 16,42 5,63 24,68 22,80% OK
23 L003 P057 4,03 1,00 1,00 15,76 13,30 25,19 52,81% OK
24 L003 P058 4,03 0,33 0,00 14,48 14,47 26,28 55,08% OK
25 L003 P059 4,03 0,33 0,00 14,30 14,66 26,45 55,44% OK
26 L003 P060 4,03 6,95 6,95 10,82 19,37 30,40 63,73% OK
27 L003 P061 4,03 0,70 0,00 8,81 23,81 33,70 70,64% OK
28 L003 P062 4,03 0,50 -0,50 7,03 29,81 37,71 79,05% OK
Velocidad del fluido vs velocidad de diseo en cada segmento de tubera
considerando la propuesta de modificacin
Numero
de
Segmento
Tramo de
Tubera
Segmento
de
Tubera
Dimetro
Interno
(pulg)
Longitud
de
Segmento
(Metros)
Elevacin
de
Segmento
(Metros)
Densidad
(lb/pie3)
Velocidad
Fluido
(pies/seg)
Velocidad
Diseo
(pies/seg)
Variacin
(%)
Condicin
1 L001A P063 10,02 1,00 0,00 2,02 18,80 70,41 26,70% OK
2 L001A P064 10,02 1,30 -0,92 2,01 18,84 70,48 26,73% OK
3 L001A P065 10,02 1,83 0,00 2,01 18,88 70,56 26,76% OK
4 L001B P006 10,02 1,83 0,00 1,92 19,76 72,18 27,38% OK
5 L001B P007 10,02 1,10 0,00 1,92 19,79 72,23 27,39% OK
6 L001B P008 10,02 1,12 0,00 1,91 19,81 72,28 27,41% OK
7 L001B P009 6,07 0,40 0,40 1,87 55,39 73,18 75,70% OK
8 L001B P010 6,07 0,40 0,40 1,86 55,65 73,35 75,87% OK
9 L001B P011 6,07 1,25 0,00 1,80 57,47 74,53 77,10% OK
10 L001B P012 6,07 2,00 2,00 1,73 59,82 76,05 78,66% OK
11 L001B P013 6,07 0,85 0,00 1,67 62,06 77,46 80,12% OK
12 L001B P014 6,07 1,40 0,00 1,60 64,59 79,02 81,74% OK
13 L002 P034 6,07 0,60 0,00 19,53 4,73 22,63 20,90% OK
14 L002 P035 4,03 0,60 0,00 19,44 10,79 22,68 47,55% OK
15 L002 P036 4,03 0,70 0,00 19,27 10,88 22,78 47,75% OK
16 L002 P002 4,03 1,40 0,00 19,22 10,91 22,81 47,81% OK
17 L003 P051 4,03 0,70 0,00 13,26 15,81 27,46 57,57% OK
18 L003 P052 4,03 0,81 0,00 13,05 16,06 27,68 58,03% OK
19 L003 P053 4,03 0,60 0,00 12,95 16,19 27,79 58,25% OK
20 L003 P054 4,03 0,35 -0,35 12,49 16,79 28,30 59,32% OK
21 L003 P055 4,03 0,35 -0,35 12,45 16,84 28,34 59,41% OK
22 L003 P056 6,07 20,00 0,00 12,28 7,53 28,54 26,37% OK
23 L003 P057 4,03 1,00 1,00 11,99 17,48 28,88 60,54% OK
24 L003 P058 4,03 0,33 0,00 11,33 18,49 29,70 62,26% OK
25 L003 P059 4,03 0,33 0,00 11,24 18,65 29,82 62,52% OK
26 L003 P060 4,03 6,95 6,95 9,01 23,26 33,31 69,83% OK
27 L003 P061 4,03 0,70 0,00 7,81 26,84 35,78 75,01% OK
28 L003 P062 4,03 0,50 -0,50 6,78 30,90 38,39 80,48% OK
Velocidad del fluido vs velocidad de diseo en cada segmento de tubera
considerando la temperatura de 115 F y el aumento de los dimetros de
tuberas
Numero
de
Segmento
Tramo de
Tubera
Segmento
de
Tubera
Dimetro
Interno
(pulg)
Longitud
de
Segmento
(Metros)
Elevacin
de
Segmento
(Metros)
Densidad
(lb/pie3)
Velocidad
Fluido
(pies/seg)
Velocidad
Diseo
(pies/seg)
Variacin
(%)
Condicin
1 L001A P063 10,02 1,00 0,00 1,82 20,87 74,18 28,13% OK
2 L001A P064 10,02 1,30 -0,92 1,81 20,92 74,27 28,17% OK
3 L001A P065 10,02 1,83 0,00 1,81 20,98 74,37 28,20% OK
4 L001B P006 10,02 1,83 0,00 1,73 21,95 76,08 28,85% OK
5 L001B P007 10,02 1,10 0,00 1,72 21,99 76,14 28,88% OK
6 L001B P008 10,02 1,12 0,00 1,72 22,02 76,21 28,90% OK
7 L001B P009 7,98 0,40 0,40 1,70 35,10 76,63 45,81% OK
8 L001B P010 7,98 0,40 0,40 1,70 35,19 76,72 45,87% OK
9 L001B P011 7,98 1,25 0,00 1,68 35,65 77,22 46,17% OK
10 L001B P012 7,98 2,00 2,00 1,65 36,31 77,93 46,59% OK
11 L001B P013 7,98 0,85 0,00 1,62 36,83 78,49 46,92% OK
12 L001B P014 7,98 1,40 0,00 1,60 37,35 79,04 47,25% OK
13 L002 P034 6,07 0,60 0,00 19,53 4,73 22,63 20,90% OK
14 L002 P035 4,03 0,60 0,00 19,44 10,78 22,68 47,55% OK
15 L002 P036 4,03 0,70 0,00 19,27 10,88 22,78 47,75% OK
16 L002 P002 4,03 1,40 0,00 19,22 10,91 22,81 47,81% OK
17 L003 P051 6,07 0,70 0,00 9,83 9,39 31,89 29,46% OK
18 L003 P052 6,07 0,81 0,00 9,78 9,45 31,98 29,55% OK
19 L003 P053 6,07 0,60 0,00 9,75 9,47 32,02 29,58% OK
20 L003 P054 6,07 0,35 -0,35 9,63 9,59 32,22 29,77% OK
21 L003 P055 6,07 0,35 -0,35 9,64 9,58 32,21 29,75% OK
22 L003 P056 6,07 20,00 0,00 9,22 10,02 32,93 30,42% OK
23 L003 P057 6,07 1,00 1,00 8,88 10,41 33,56 31,01% OK
24 L003 P058 6,07 0,33 0,00 8,66 10,66 33,97 31,38% OK
25 L003 P059 6,07 0,33 0,00 8,64 10,69 34,02 31,43% OK
26 L003 P060 6,07 6,95 6,95 7,41 12,47 36,73 33,93% OK
27 L003 P061 6,07 0,70 0,00 7,03 13,14 37,72 34,84% OK
28 L003 P062 6,07 0,50 -0,50 6,82 13,55 38,30 35,38% OK
Anexo 13.
Tablas de Gradiente de presin del fluido y de diseo para cada
segmento de tubera
Gradiente de presin expresado en psi/pie de cada segmento de tubera
considerando la infraestructura existente
Numero de
Segmento
Tramo de
Tubera
Segmento
de Tubera
Dimetro
Interno
(pulg)
Longitud de
Segmento
(Metros)
Gradiente de
presin
(psi/pie)
Gradiente de
presin
diseo
(psi/pie)
Variacin
(%)
Condicin
1 L001 P004 10,02 1,00 0,00 0,04 9,84% OK
2 L001 P003 10,02 1,30 0,01 0,04 19,77% OK
3 L001 P001 10,02 1,83 0,00 0,04 9,84% OK
4 L001 P006 10,02 1,83 0,00 0,04 9,84% OK
5 L001 P007 10,02 1,10 0,00 0,04 9,84% OK
6 L001 P008 10,02 1,12 0,00 0,04 9,85% OK
7 L001 P009 6,07 0,40 0,07 0,04 173,26% NO OK
8 L001 P010 6,07 0,40 0,07 0,04 174,03% NO OK
9 L001 P011 6,07 1,25 0,07 0,04 179,63% NO OK
10 L001 P012 6,07 2,00 0,07 0,04 186,85% NO OK
11 L001 P013 6,07 0,85 0,08 0,04 193,95% NO OK
12 L001 P014 6,07 1,40 0,08 0,04 202,15% NO OK
13 L002 P034 6,07 0,60 0,03 0,04 74,15% OK
14 L002 P035 4,03 0,60 0,15 0,04 384,62% NO OK
15 L002 P036 4,03 0,70 0,15 0,04 386,76% NO OK
16 L002 P002 4,03 1,40 0,15 0,04 387,41% NO OK
17 L003 P051 4,03 0,70 0,16 0,04 389,45% NO OK
18 L003 P052 4,03 0,81 0,16 0,04 390,39% NO OK
19 L003 P053 4,03 0,60 0,16 0,04 390,83% NO OK
20 L003 P054 4,03 0,35 0,17 0,04 415,07% NO OK
21 L003 P055 4,03 0,35 0,17 0,04 415,31% NO OK
22 L003 P056 6,07 20,00 0,03 0,04 76,23% OK
23 L003 P057 4,03 1,00 0,16 0,04 395,45% NO OK
24 L003 P058 4,03 0,33 0,16 0,04 399,18% NO OK
25 L003 P059 4,03 0,33 0,16 0,04 399,56% NO OK
26 L003 P060 4,03 6,95 0,16 0,04 406,36% NO OK
27 L003 P061 4,03 0,70 0,16 0,04 410,99% NO OK
28 L003 P062 4,03 0,50 0,17 0,04 425,18% NO OK
Gradiente de presin expresado en psi/pie de cada segmento de tubera
considerando la propuesta de modificacin
Numero de
Segmento
Tramo de
Tubera
Segmento
de Tubera
Dimetro
Interno
(pulg)
Longitud de
Segmento
(Metros)
Gradiente de
presin
(psi/pie)
Gradiente de
presin
diseo
(psi/pie)
Variacin
(%)
Condicin
1 L001A P063 10,02 1,00 0,004 0,04 10,00% OK
2 L001A P064 10,02 1,30 0,008 0,04 20,58% OK
3 L001A P065 10,02 1,83 0,004 0,04 10,01% OK
4 L001B P006 10,02 1,83 0,004 0,04 10,48% OK
5 L001B P007 10,02 1,10 0,004 0,04 10,50% OK
6 L001B P008 10,02 1,12 0,004 0,04 10,51% OK
7 L001B P009 6,07 0,40 0,050 0,04 126,02% NO OK
8 L001B P010 6,07 0,40 0,051 0,04 126,53% NO OK
9 L001B P011 6,07 1,25 0,052 0,04 130,08% NO OK
10 L001B P012 6,07 2,00 0,054 0,04 134,68% NO OK
11 L001B P013 6,07 0,85 0,056 0,04 139,03% NO OK
12 L001B P014 6,07 1,40 0,058 0,04 143,93% NO OK
13 L002 P034 6,07 0,60 0,005 0,04 13,46% OK
14 L002 P035 4,03 0,60 0,028 0,04 69,78% OK
15 L002 P036 4,03 0,70 0,028 0,04 69,85% OK
16 L002 P002 4,03 1,40 0,028 0,04 69,87% OK
17 L003 P051 4,03 0,70 0,066 0,04 164,23% NO OK
18 L003 P052 4,03 0,81 0,066 0,04 166,17% NO OK
19 L003 P053 4,03 0,60 0,067 0,04 167,11% NO OK
20 L003 P054 4,03 0,35 0,072 0,04 179,86% NO OK
21 L003 P055 4,03 0,35 0,072 0,04 180,26% NO OK
22 L003 P056 6,07 20,00 0,006 0,04 13,93% OK
23 L003 P057 4,03 1,00 0,071 0,04 176,73% NO OK
24 L003 P058 4,03 0,33 0,074 0,04 184,46% NO OK
25 L003 P059 4,03 0,33 0,074 0,04 185,58% NO OK
26 L003 P060 4,03 6,95 0,088 0,04 218,90% NO OK
27 L003 P061 4,03 0,70 0,097 0,04 243,57% NO OK
28 L003 P062 4,03 0,50 0,111 0,04 277,04% NO OK
Gradiente de presin expresado en psi/pie de cada segmento de tubera
considerando la temperatura de 115 F y el aumento de los dimetros de
tuberas
Numero de
Segmento
Tramo de
Tubera
Segmento
de Tubera
Dimetro
Interno
(pulg)
Longitud de
Segmento
(Metros)
Gradiente de
presin
(psi/pie)
Gradiente de
presin
diseo
(psi/pie)
Variacin
(%)
Condicin
1 L001A P063 10,02 1,00 0,004 0,04 10,14% OK
2 L001A P064 10,02 1,30 0,003 0,04 8,38% OK
3 L001A P065 10,02 1,83 0,004 0,04 10,14% OK
4 L001B P006 10,02 1,83 0,005 0,04 11,42% OK
5 L001B P007 10,02 1,10 0,005 0,04 11,43% OK
6 L001B P008 10,02 1,12 0,005 0,04 11,45% OK
7 L001B P009 7,98 0,40 0,014 0,04 34,44% OK
8 L001B P010 7,98 0,40 0,014 0,04 34,51% OK
9 L001B P011 7,98 1,25 0,014 0,04 35,06% OK
10 L001B P012 7,98 2,00 0,014 0,04 35,40% OK
11 L001B P013 7,98 0,85 0,014 0,04 35,99% OK
12 L001B P014 7,98 1,40 0,015 0,04 36,41% OK
13 L002 P034 6,07 0,60 0,005 0,04 13,47% OK
14 L002 P035 4,03 0,60 0,028 0,04 69,81% OK
15 L002 P036 4,03 0,70 0,028 0,04 69,87% OK
16 L002 P002 4,03 1,40 0,028 0,04 69,90% OK
17 L003 P051 6,07 0,70 0,012 0,04 29,42% OK
18 L003 P052 6,07 0,81 0,012 0,04 29,55% OK
19 L003 P053 6,07 0,60 0,012 0,04 29,61% OK
20 L003 P054 6,07 0,35 0,014 0,04 34,35% OK
21 L003 P055 6,07 0,35 0,014 0,04 34,32% OK
22 L003 P056 6,07 20,00 0,012 0,04 30,86% OK
23 L003 P057 6,07 1,00 0,013 0,04 31,49% OK
24 L003 P058 6,07 0,33 0,013 0,04 32,29% OK
25 L003 P059 6,07 0,33 0,013 0,04 32,35% OK
26 L003 P060 6,07 6,95 0,014 0,04 35,94% OK
27 L003 P061 6,07 0,70 0,015 0,04 37,63% OK
28 L003 P062 6,07 0,50 0,017 0,04 43,45% OK
Vous aimerez peut-être aussi
- SEPARADORES Estaciones de FlujoDocument39 pagesSEPARADORES Estaciones de FlujoDwayne WarrenPas encore d'évaluation
- VISION INTEGRADA. Anyuly Hurtado.Document7 pagesVISION INTEGRADA. Anyuly Hurtado.Anyuly Odilin Hurtado100% (1)
- Aspectos Económicos Del Transporte de Crudos Pesados y ExtrapesadosDocument3 pagesAspectos Económicos Del Transporte de Crudos Pesados y ExtrapesadosGenesis BonilloPas encore d'évaluation
- Procesos de Campo..UNIDAD 5 ..Facilidades de SuperficieDocument20 pagesProcesos de Campo..UNIDAD 5 ..Facilidades de SuperficieThoTyPas encore d'évaluation
- Almacenamiento de PetroleoDocument10 pagesAlmacenamiento de PetroleotyormelysPas encore d'évaluation
- Calentamiento de CrudoDocument2 pagesCalentamiento de Crudoyoi1008Pas encore d'évaluation
- Proceso en Una Estación de FlujoDocument11 pagesProceso en Una Estación de FlujoJair MorenoPas encore d'évaluation
- Deshidratación Del GasDocument31 pagesDeshidratación Del GasEstephanny Watsson G. HzPas encore d'évaluation
- Recuperación Mejorada de Crudos (PDVSA CIED)Document78 pagesRecuperación Mejorada de Crudos (PDVSA CIED)Andrés Eduardo Guzmán VelásquezPas encore d'évaluation
- Contenido de Agua y SedimentosDocument2 pagesContenido de Agua y SedimentosDaniel Marcelo VelasquezPas encore d'évaluation
- 059 Tesis - Iq PetromonagasDocument146 pages059 Tesis - Iq PetromonagasAlberto J CedeñoPas encore d'évaluation
- AsfaltenosDocument8 pagesAsfaltenosChris Alfa PalaPas encore d'évaluation
- Almacenamiento Inicial en Un PozoDocument5 pagesAlmacenamiento Inicial en Un PozoAndric Casanova JaraPas encore d'évaluation
- Inyección Continua de VaporDocument9 pagesInyección Continua de VaporMikhail López0% (1)
- Manual de Operacion de Torre de Destilacion Al Vacio Como LubricanteDocument12 pagesManual de Operacion de Torre de Destilacion Al Vacio Como LubricanteNicola MargarelliPas encore d'évaluation
- Inyección de Diluentes Con CapilaresDocument28 pagesInyección de Diluentes Con Capilaresgreve100% (1)
- Solventes MutualesDocument3 pagesSolventes MutualesLUIS RAFAEL MAMANI ALMAZANPas encore d'évaluation
- Complejo JusepinDocument110 pagesComplejo Jusepinmggz_15100% (2)
- TESISDocument92 pagesTESISErick Jhonhatan LimonPas encore d'évaluation
- Estaciones FlujoDocument6 pagesEstaciones FlujoMiguel VelazcoPas encore d'évaluation
- Deshidratacion de CrudosDocument59 pagesDeshidratacion de Crudosdeivys100% (1)
- Introducción Conceptos Basicos de La Productividad de PozosDocument53 pagesIntroducción Conceptos Basicos de La Productividad de PozosGERARDO BALDAZO0% (1)
- Reparaciones de PozoDocument11 pagesReparaciones de PozoBetoBravataOvando100% (1)
- Identificacion en Baterias, Produccion Bruto Neta, Bombeo ContinuoDocument82 pagesIdentificacion en Baterias, Produccion Bruto Neta, Bombeo ContinuoRodrigo Avila Silva100% (1)
- Trabajo de Ascenso de Procesamiento de Hidrocarburos FinalDocument195 pagesTrabajo de Ascenso de Procesamiento de Hidrocarburos Finalyanireth vizcainoPas encore d'évaluation
- Inyeccion Continua de VaporDocument6 pagesInyeccion Continua de Vaporisabel del vallePas encore d'évaluation
- Tuberias en Plantas de RefinacionDocument8 pagesTuberias en Plantas de RefinacionMauricioCMMaytaPas encore d'évaluation
- Calc Dir Well Profile VarsDocument104 pagesCalc Dir Well Profile VarsFabian PazmiñoPas encore d'évaluation
- Eliana Propuesta TesisDocument16 pagesEliana Propuesta TesisSergio Cuitiño Saldivia100% (2)
- Tipos de Tanques Utilizados en La Industria PetroleraDocument2 pagesTipos de Tanques Utilizados en La Industria PetroleraLuis Eduardo Barón RoblesPas encore d'évaluation
- Extracción de Líquidos Del Gas NaturalDocument12 pagesExtracción de Líquidos Del Gas NaturalMarco FernandezPas encore d'évaluation
- Crudos Pesados Trab de CapriDocument10 pagesCrudos Pesados Trab de CaprigrevePas encore d'évaluation
- Ciclo Corto de AdsorciónDocument12 pagesCiclo Corto de Adsorciónluis lpmPas encore d'évaluation
- Plantas CriogenicasDocument12 pagesPlantas CriogenicasMayra Advincula VilcaraPas encore d'évaluation
- Diferentes Tipos de SeparadoresDocument10 pagesDiferentes Tipos de SeparadoresjesusPas encore d'évaluation
- Trabajo de Investigacio1 ProduccionDocument15 pagesTrabajo de Investigacio1 ProduccionRaul Suxo Condori100% (1)
- Procesos de Extraccion - DiapositivasDocument59 pagesProcesos de Extraccion - DiapositivasRocio Perez CallejasPas encore d'évaluation
- Cañoneo de Pozos PDFDocument10 pagesCañoneo de Pozos PDFKelly Holmes100% (1)
- Sistemas de Desalado de Crudo 3Document17 pagesSistemas de Desalado de Crudo 3wilmar100% (1)
- Creación de Valor PdvsaDocument7 pagesCreación de Valor PdvsaandreaPas encore d'évaluation
- Extracción de Liquidos Del Gas Natural FinalDocument15 pagesExtracción de Liquidos Del Gas Natural FinalAndreaTorlonePas encore d'évaluation
- Desplazamiento de Fluidos InmisciblesDocument10 pagesDesplazamiento de Fluidos InmisciblescarlosPas encore d'évaluation
- Acidificacion Matricial ReactivaDocument10 pagesAcidificacion Matricial ReactivaJ-Rodrigo ApazaPas encore d'évaluation
- Cap-3 Fundamentos TeoricosDocument11 pagesCap-3 Fundamentos TeoricosDonGoyoJCGLPas encore d'évaluation
- Instalaciones de Producción de PetróleoDocument17 pagesInstalaciones de Producción de PetróleoJennifer Bracho100% (1)
- Fraccionamiento de GasDocument24 pagesFraccionamiento de GasJorge SalyRosas100% (4)
- Proceso de Plantas de GasDocument51 pagesProceso de Plantas de GasJavi V Miranda100% (1)
- Análisis PVT y Las Propiedades de Los Fluidos para ExpDocument35 pagesAnálisis PVT y Las Propiedades de Los Fluidos para ExpAmilkar CandiaPas encore d'évaluation
- Tratamiento de Crudo - Ayelén GueretaDocument37 pagesTratamiento de Crudo - Ayelén GueretaAlan100% (2)
- Tecnologías PDVSA para El Desarrollo de Crudos Pesados y ExtrapesadosDocument20 pagesTecnologías PDVSA para El Desarrollo de Crudos Pesados y ExtrapesadosTeresa Daniela Ortiz CarreñoPas encore d'évaluation
- CoquizaciónDocument18 pagesCoquizaciónEduard Jose Riera MendozaPas encore d'évaluation
- Drenaje Gravitacional Asistido Por Vapor (Sagd)Document21 pagesDrenaje Gravitacional Asistido Por Vapor (Sagd)needforspeed2Pas encore d'évaluation
- Estimulación Con INTESURF y Limpieza de La Tubería Ranurada en Pozos de Completación OriginalDocument19 pagesEstimulación Con INTESURF y Limpieza de La Tubería Ranurada en Pozos de Completación OriginalMaría MarquinaPas encore d'évaluation
- Reparacion de TanquesDocument271 pagesReparacion de TanquesDaniel Rivera100% (1)
- Estudio Técnicooperacional y Análisis Económico de La Perforación y Tronadura en Gran Minería Un Caso de EstudioDocument111 pagesEstudio Técnicooperacional y Análisis Económico de La Perforación y Tronadura en Gran Minería Un Caso de EstudiofernandoPas encore d'évaluation
- C 9 B 9577357 D 50698421660Document164 pagesC 9 B 9577357 D 50698421660Anonymous ZIsgU8zJrjPas encore d'évaluation
- RehabilitacionDocument268 pagesRehabilitacionmiltonPas encore d'évaluation
- T Espe 032575Document307 pagesT Espe 032575Jef AlejoPas encore d'évaluation
- Balance de Masa y Energía en Secado Indirecto de Concentrado de Cobre en Fundición ChagresDocument82 pagesBalance de Masa y Energía en Secado Indirecto de Concentrado de Cobre en Fundición ChagresEla CJPas encore d'évaluation
- Análisis Técnicoeconómico de La Implementación de Un Sistema de Ventilación Bajo Demanda en Mina Mantos de Cobre Sociedad Punta Del Cobre S. A.Document139 pagesAnálisis Técnicoeconómico de La Implementación de Un Sistema de Ventilación Bajo Demanda en Mina Mantos de Cobre Sociedad Punta Del Cobre S. A.StickyPas encore d'évaluation
- Transferencia de CalorDocument293 pagesTransferencia de CalorRobert Osorio50% (8)
- Trabajo Fisica TerminadoDocument15 pagesTrabajo Fisica TerminadoRobert OsorioPas encore d'évaluation
- Curso Aceite 260112 para VENOCODocument114 pagesCurso Aceite 260112 para VENOCORobert OsorioPas encore d'évaluation
- 9 Transformadores LubricacionDocument80 pages9 Transformadores LubricacionJuan José Cano OlivaresPas encore d'évaluation
- Turbinas A GasDocument21 pagesTurbinas A GasRobert OsorioPas encore d'évaluation
- 05 - TQ - Aletas - 2016Document50 pages05 - TQ - Aletas - 2016Gerson Farfán FloresPas encore d'évaluation
- T1573 PDFDocument293 pagesT1573 PDFEstefanyPas encore d'évaluation
- Presentacion 5Document12 pagesPresentacion 5Angel Lopes cupilPas encore d'évaluation
- Diseño de Losas en Una y Dos DireccionesDocument27 pagesDiseño de Losas en Una y Dos DireccionesronaldPas encore d'évaluation
- PROCEDIMIENTO BorradorDocument3 pagesPROCEDIMIENTO BorradorAlex H. De la CruzPas encore d'évaluation
- Principios de Una Bomba HidráulicaDocument17 pagesPrincipios de Una Bomba HidráulicaNiña RastaPas encore d'évaluation
- ATM MODIFICADA - TECNO 1 Ya Intro y Marco TeoricoDocument17 pagesATM MODIFICADA - TECNO 1 Ya Intro y Marco TeoricoKaren BerrocalPas encore d'évaluation
- Proyecto Fisicoquímica 2da ParteDocument8 pagesProyecto Fisicoquímica 2da ParteKathy BalarezoPas encore d'évaluation
- Propuesta de Perforacion Carrasco Este X-1-1Document37 pagesPropuesta de Perforacion Carrasco Este X-1-1ARLET VILLANUEVA ALVAREZPas encore d'évaluation
- Tema 5 ElectroquimicaDocument11 pagesTema 5 ElectroquimicaDaniel PereiraPas encore d'évaluation
- 2 - Estructuras ReticuladasDocument32 pages2 - Estructuras ReticuladascalamidatPas encore d'évaluation
- Temple y Medios de EnfriamientoDocument21 pagesTemple y Medios de Enfriamientorafaga9012Pas encore d'évaluation
- 07 Hormigón PretensadoDocument15 pages07 Hormigón PretensadoMarco Antonio FerrufinoPas encore d'évaluation
- 4 Diagnóstico de FallasDocument3 pages4 Diagnóstico de FallasCristoffer Castelo ArgüellasPas encore d'évaluation
- Fuerza ElectrostáticaDocument2 pagesFuerza ElectrostáticaMarioEstebanPérezRodríguezPas encore d'évaluation
- PolipropilenoDocument13 pagesPolipropilenoKenia MorenoPas encore d'évaluation
- Informe de Las Caracteristicas de CargaDocument36 pagesInforme de Las Caracteristicas de Cargaandre medranoPas encore d'évaluation
- Dispersion EsDocument2 pagesDispersion EsMaykel RodriguezPas encore d'évaluation
- BLOQUE - D - Circuitos Neumáticos y OleohidráulicosDocument11 pagesBLOQUE - D - Circuitos Neumáticos y OleohidráulicosNico VegPas encore d'évaluation
- Mantenimiento Molinos BolasDocument43 pagesMantenimiento Molinos BolasMarcial Choquehuayta Ccama78% (9)
- Apuntes de Configuracion Electronica para 4º EsoDocument3 pagesApuntes de Configuracion Electronica para 4º EsoInmaculada Bellver CastroPas encore d'évaluation
- Semana 9 - Cinematica en Una DimensiónDocument31 pagesSemana 9 - Cinematica en Una DimensiónPIZARRO SUNCION JEAN PIERPas encore d'évaluation
- Soldadura (24-04-2020)Document103 pagesSoldadura (24-04-2020)Johan James Hinostroza Yucra100% (1)
- Semestral Carlos Cruz 8-931-2184Document10 pagesSemestral Carlos Cruz 8-931-2184Tomas JosephPas encore d'évaluation
- Practica 5Document12 pagesPractica 5ruygudino100% (1)
- Metodos de Analisis de La Mamposteria EstructuralDocument43 pagesMetodos de Analisis de La Mamposteria EstructuralJaime Coronell100% (2)
- Tipos de CorrosiónDocument15 pagesTipos de CorrosiónKaren RiveraPas encore d'évaluation
- TRABAJO PRACTICO 8 A-FUNDICION MOLDES-Eric SuárezDocument3 pagesTRABAJO PRACTICO 8 A-FUNDICION MOLDES-Eric SuárezEric SuarezPas encore d'évaluation
- Ensayos Mecanica de SueloDocument9 pagesEnsayos Mecanica de SueloYarubi RodriguezPas encore d'évaluation
- Segunda Clase Configuracion Electronica Pawer Point Qumica Ing Sist. Ii Semestre P-FDocument22 pagesSegunda Clase Configuracion Electronica Pawer Point Qumica Ing Sist. Ii Semestre P-FfredyPas encore d'évaluation