Académique Documents
Professionnel Documents
Culture Documents
Calidad Unidad5
Transféré par
Latoya Mcgee0 évaluation0% ont trouvé ce document utile (0 vote)
14 vues22 pagesTitre original
CALIDAD UNIDAD5.docx
Copyright
© © All Rights Reserved
Formats disponibles
DOCX, PDF, TXT ou lisez en ligne sur Scribd
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
© All Rights Reserved
Formats disponibles
Téléchargez comme DOCX, PDF, TXT ou lisez en ligne sur Scribd
0 évaluation0% ont trouvé ce document utile (0 vote)
14 vues22 pagesCalidad Unidad5
Transféré par
Latoya McgeeDroits d'auteur :
© All Rights Reserved
Formats disponibles
Téléchargez comme DOCX, PDF, TXT ou lisez en ligne sur Scribd
Vous êtes sur la page 1sur 22
5.
PLANES DE MUESTREO Y GRAFICAS DE CONTROL
5.1 TIPOS DE MUESTREO Y DEFECTOS
MUESTREO SENCILLO: Decidir la aceptacin o el rechazo de un lote, de acuerdo
con las unidades de una muestra tomada de ese lote. MUESTREO DOBLE:
Seleccionar una muestra de unidades del lote, y bajo determinadas condiciones,
poder seleccionar una segunda muestra antes de aceptar o rechazar este lote.
MUESTREO MLTIPLE: Decidir sobre la aceptacin o el rechazo de un lote de
acuerdo con los resultados de varias muestras de unidades tomadas de ese lote.
5.1.1 MUESTREO SIMPLE
Consiste en un tamao de muestra, n, y en un nmero de aceptacin. Si en la
muestra se encuentra c o menos unidades defectuosas, el lote es aceptado. Si
hay ms de c artculos defectuosos el lote es rechazado.
5.1.2 MUESTREO DOBLE
Se toma una primera muestra de tamao pequeo para detectar los lotes muy
buenos o los muy malos, y si en la primera muestra no se puede decidir si aceptar
o rechazar por que la cantidad de unidades defectuosas ni es muy pequea ni es
muy grande, entonces se toma una segunda muestra para decidir si aceptar o
rechazar tomando en cuenta las unidades defectuosas encontradas en las dos
muestras. Un muestreo doble est definido por: N=tamao del loten1=tamao de
la primera muestrac1=nmero de aceptacin para la primera muestran2=tamao
de la segunda muestrac2=nmero de aceptacin para las dos muestras.
5.1.3 MUESTREO MULTIPLE
Se toma una muestra inicial muy pequea, y si ya se tiene evidencia de muy
buena o muy mala calidad se toma la decisin en consecuencia, si no es as, se
toma una segunda muestra y se trata de decidir; si todava no es posible, se
continua con el proceso hasta tomar la decisin de aceptar o rechazar el lote.
5.2 PLAN POR ATRIBUTOS
Se extrae aleatoriamente una muestra de un lote, y cada pieza de la muestra es
clasificada de acuerdo con ciertos atributos como aceptable o defectuosa. Si el
nmero de piezas defectuosas es menor o igual que un cierto nmero predefinido,
entonces el lote es aceptado, en caso de que sea mayor, el lote es rechazado.
Algunos planes por atributos son: simple, doble y mltiple.
5.2 MUESTREO DE ACEPTACION POR ATRIBUTOS
El muestreo por aceptacin es la inspeccin por muestras en la que se toma la
decisin de aceptar o no un producto o servicio; tambin la metodologa que trata
de los procedimientos por los que las decisiones de aceptar o no se basan sobre
los resultados de la inspeccin de la muestra.
El muestreo se puede verificar por el procedimiento de pasa/no pasa (oatributos).
Determinar si las unidades en las muestras cumplen con los requisitos de las
especificaciones. Tambin se puede efectuar el examen de las muestras por el
sistema de mediciones (por variables).Midiendo la caracterstica de la calidad en
cada una de las unidades de la muestra.
5.2.1 MUESTREO MULTIPLE Y SECUENCIAL
Cuando se puede conservar bajo los costos administrativos, el muestreo mltiple
permite menores costos de inspeccin para determinados grados de proteccin,
que con el muestreo sencillo o el muestreo Cuando se puede conservar bajo los
costos doble. Los nuevos mtodos que se han perfeccionado actualmente para
simplificar el muestreo mltiple, como el muestreo computarizado, pueden dar
lugar a una mejor eficiencia en la administracin de estos planes de muestreo. El
muestreo mltiple va de acuerdo con la forma en que normalmente hace la
seleccin de la muestra un inspector.
Planes de muestreo doble y mltiple
La norma contempla planes de muestreo doble y mltiple (7 niveles). Las tablas se
utilizan igual que en el caso de la tcnica correspondiente al muestreo sencillo, en
consecuencia no se explicar su uso.
PLANES SECUENCIALES
Estos planes tienen que ver con la inspeccin de muestras en la que, despus de
que se ha inspeccionado cada unidad, se toma la decisin de aceptar el lote, de
no aceptarlo o de inspeccionar otra unidad. Estos planes implican unidades
individuales y, por tanto, difieren del muestreo mltiple en los planes de tipo NCA
que implican muestreos de grupos de unidades.
5.2.1.1 USO DE LA TABLA MILSTD-105d
En estas tablas se incluyen tres clases de muestreo: sencillo, doble y mltiple.
El MIL-STD
15D proporciona planes de muestreo tanto para el caso deinspeccin de fraccin d
efectuosa y defectos por la inspeccin de 100unidades.Para el empleo de
estas tablas es necesario conocer: El tamao del lote que se presente a
inspeccin La proteccin por NCA que se desea para el
material considerado.Estas tablas indican el tamao de la muestra requerida y el n
mero dedefectuosos que se pueden permitir en ese tamao de muestra. Si la
muestra no contiene un mayor nmero de defectuosos que los permitidos, se
acepta el lote. Pero si la muestra contiene mayor nmero de defectuosos que los
que se pueden permitir, el lote puede ser rechazado o bien, inspeccionado 100%.
El criterio de decisin llamado regla de cambio en trminos tcnicos de muestreo
se relaciona con la magnitud del promedio estimado del proceso. Para obtener los
planes de muestreo aplicando el MIL STD 105D, se procede de acuerdo con los
siguientes pasos: Determinar el tamao del lote. Especificar el NCA Escoger el
nivel de inspeccin. De acuerdo con el tamao del lote y el nivel de inspeccin,
encontrar la letra cdigo correspondiente para el tamao de la muestra.
Determinar el tipo del plan de muestreo a ser usado (simple, doble o mltiple).De
acuerdo con la letra cdigo y el NCA, buscar el plan simple para inspeccin
normal, el plan para inspeccin severa y el plan de inspeccin reducida.
5.2.1.2 USO DE LA TABLA DODGE-ROMING
En la dcada de los veinte, H. F. Dodge y H. G. Roming disearon un juego de
tablas de inspeccin para la aceptacin de producto lote por lote mediante el
muestreo de atributos. Estas tablas se basan en dos de los conceptos expuestos
en el captulo 8, nivel de calidad lmite (NCL)
1
y lmite de la calidad media de
salida (LCMS). Por cada uno de estos conceptos hay tablas, tanto para muestreo
sencillo como doble. No hay tablas para el muestreo mltiple. En el texto presente
slo se ha incluido el muestreo sencillo.
La ventaja principal de las tablas de Dodge-Roming es la reducida inspeccin
necesaria para un procedimiento de inspeccin determinado. Esta ventaja hace
especialmente atractivas las tablas en la inspeccin que se hace en el mismo sitio
donde se obtienen los productos.
1. Nivel de calidad lmite (NCL). Estas tablas se basan en la probabilidad
de que un lote en particular, cuyo porcentaje de no conformidad sea igual al NCL,
resulte aceptado. Esta probabilidad es el riesgo del consumidor, , y es igual a
0.10. Los planes NCL garantizan que los lotes individuales de mala calidad rara
vez resulten aceptados.
Hay dos juegos de tablas NCL: uno para el muestreo sencillo y otro para el
muestreo doble. Cada juego tiene tablas para valores de NCL de 0.5, 1.0, 2.0,
3.0, 4.0, 5.0, 7.0 Y 10.0%, con un total de 16 tablas. Para propsitos de
explicacin, se muestra la tabla 9-6 para muestreo sencillo, empleando NCL =
1.0%. No se publican las tablas de los dems valores de NCL.
Para usar las tablas, antes hay que tomar una decisin acerca de si se va a
utilizar el muestreo sencillo o el muestreo doble. Para tomarla se puede recurrir a
la informacin que se present en el captulo 8. Adems, el NCL tiene que
calcularse, lo que se puede hacer de manera semejante al caso de NCA, como
tambin se explic en el mismo captulo 8. El tipo de muestro (sencillo o doble) y
el NCL determinarn qu tabla hay que utilizar.
Una vez que se sabe cul es el tamao del lote y el promedio del proceso, es
fcil obtener el plan de muestreo de aceptacin.
Por ejemplo, si el tamao del lote, N, es 1500 y el promedio del proceso es 0.25%,
el plan de muestreo sencillo necesario para NCL = 1.0% se encuentra en la tabla
9-6. La respuesta es:
N = 1500
n = 490
c=2
1 Dodge y Roming emplearon el trmino "Por ciento de defecto de tolerancia de un
lote" (LTPD lot tolerance percent defective). En este texto se utiliza en su lugar
"Nivel de calidad lmite, (NCL)" puesto que es el trmino actual adecuado.
En la tabla se localiza tambin el LCMS de cada plan, que para este ejemplo es de
0.21%.
Al analizar las tablas NCL se desprende que:
a. Conforme aumenta el tamao del lote, el tamao relativo de la muestra
disminuye. Por ejemplo, en el caso de un proceso con promedio de 0.25%,
un lote de tamao 1000 tiene un tamao de muestra de 335, en tanto que
en un lote de tamao 4000 el tamao de la muestra es de 645. El tamao
del lote aument en un factor de aproximadamente 2. Es decir, .los costos
de inspeccin son ms econmicos cuando los lotes son grandes.
b. Las tablas continan hasta que el promedio del proceso es la mitad del
NCL. No es necesario contar con ms promedios de procesos cuando el
promedio del proceso excede a la mitad de NCL, de ser as una inspeccin
del 100% resulta ms econmica que la inspeccin por muestreo.
c. Conforme aumenta el promedio del proceso, se produce el consecuente
aumento en la cantidad inspeccionada. Es decir, una mejora en el promedio
del proceso da como resultado menos inspecciones y un menor costo de
inspeccin por muestreo.
2. Lmite de la calidad media de salida (LCMS). Los planes de muestreo
para el concepto LCMS se concibieron como respuesta a necesidades surgidas
en cierta situacin de fabricacin. Cuando se especifica la cantidad de lote, como
es el caso en los lotes del cliente (homogneos) es aplicable el concepto de
LCMS pero tambin es aplicable cuando el lote inspeccionado es una subdivisin
conveniente del flujo de un producto para propsitos de manejo de materiales (no
homogneos). Los planes LCMS limitan la cantidad de la calidad pobre de salida,
con base en un promedio, pero no ofrecen garanta alguna en el caso de los lotes
individuales. Las tablas para el LCMS tienen un grupo para muestreo sencillo y
otro para muestreo doble. Cada grupo tiene tablas para valores LCMS de
0.1,0.25,0.5,0.75, 1.0, 1.5,2.0,2.5,3.0,4.0,5.0, 7.0y 10.0%, lo que da un total de 26
tablas. Para propsitos de explicacin, en la tabla 9-7 se muestra una tabla para
muestreo sencillo, en el que el LCMS = 3.0%. No aparecen las tablas de los
dems valores de LCMS.
Adems de definir si se utilizar muestreo sencillo o doble,
tambin se necesita el valor de LCMS. Para determinarlo se pueden emplear las
mismas tcnicas empleadas para determinar el NCA, explicadas en el captulo 8.
El tipo de muestreo (sencillo o doble) y el LCMS indicarn qu tipo de tabla habr
que usar.
Una vez conocidos el tamao del lote y el promedio del proceso, se puede
definir el plan de muestreo de aceptacin. Por ejemplo si el tamao del lote, N, es
1500 yel promedio del proceso es 1.60%, el plan de muestreo sencillo requerido
para un LCMS = 3.0% se localiza en la tabla 9-7. La respuesta es:
N = 1500
ni = 65
CI = 3
El NCL que corresponde a este plan es 10.2%
De un anlisis de las tablas LCMS se desprende lo siguiente:
a. Conforme aumenta el tamao del lote disminuye el tamao de la muestra.
b. No se ofrecen planes para promedios de procesos que rebasan el LCMS, dado
que el muestreo no es econmico cuando la calidad de entrada promedio es
menor que el LCMS especificado.
c. Cuanto ms bajo es el promedio del proceso, menor el tamao de la muestra, lo
que se traduce en menos costo por inspeccin.
3. Comentarios adicionales sobre las tablas de Dodge-Roming. El promedio
del proceso l00p
-
se obtiene mediante las mismas tcnicas utilizadas para la
grfica p. Con base en los primeros 25 lotes se obtiene el porcentaje promedio
de no conformidad. En el caso del muestreo doble, solo la primera muestra figura
en el clculo. Se descarta todo lote cuyo porcentaje de no conformidad rebase el
lmite de 3 (100p
-
(1 - 100p
_
)/n), (si su causa es atribuible) y se procede a
calcular un nuevo promedio del proceso. Sin embargo, hasta que no se logre
obtener un promedio de proceso mediante la tcnica anterior, deber utilizarse el
promedio de proceso ms grande posible. Es decir, se utilizar la ltima columna
de las tablas hasta que se logre determinar lOOp
-
.
En las tablas de Dodge-Romig no se menciona nada sobre el tipo de no
conformidad, si bien se pueden emplear diversos valores de NCL o LCMS; los
ms bajos para no conformidades graves y los ms altos para las no
conformidades secundarias. No se menciona nada sobre la inspeccin rigurosa o
reducida, si bien tambin se pueden utilizar diversos valores de NCL o LCMS.
Para el promedio del proceso se utilizan la cantidad de no conformidades por 100
unidades, en vez del porcentaje de no conformidad. Por ejemplo, 1m promedio de
proceso de 2.00% de no conformidad es lo mismo que dos no conformidades por
cada 100 unidades.1
5.3 MUESTREO DE ACEPTACION POR VARIABLES
Una limitacin que salta a la vista en el empleo de criterios por variables en el
muestreo para aceptacin es el hecho de que muchas caractersticas de calidad
slo se pueden observar como atributos. En los casos en que es cierto, no hay ni
que pensar en el muestreo por variables. No obstante, a menudo ocurre que es
posible idear mtodos de medicin en los casos en que, a primera vista, parece
ser que la inspeccin debe ser por atributos. Para las caractersticas de calidad
que se pueden medir, suele ocurrir que el costo de la inspeccin por artculo es
menor cuando es por atributos en lugar de por variables.
Por ejemplo, si se van a examinar 20 caractersticas de calidad de un producto en
un determinado puesto de inspeccin, se puede aplicar un solo grupo de criterios
para muestreo por atributos a la decisin para aceptacin. Por el contrario, si cada
caracterstica se somete a inspeccin por variables, se deben utilizar 20 grupos
diferentes de criterios para variables.
A menudo el muestreo para aceptacin por variables suele ser preferible al
muestreo para aceptacin por atributos, en particular de las caractersticas de
calidad que son el origen de problemas. Quiz solo 2 de las 20 caractersticas
mencionadas antes puedan presentar dificultades. Si es as, puede ocurrir que los
criterios para variables se puedan aplicar con provecho a estas dos, aunque se
emplean criterios para atributos para las otras 18.
La gran ventaja del empleo del muestreo para aceptacin por variables es que se
obtiene ms informacin acerca de la caracterstica de calidad en cuestin, lo cual
puede conducir a cierto nmero de resultados deseables, como sigue:
1. Para una muestra de tamao dado, por lo general se puede obtener mejor
proteccin para la calidad con criterios para variables en lugar de por atributos. O
dicho en forma un poco diferente, para una proteccin dada de la calidad en
contra de posibles porcentajes de defectivos (reflejados en la curva OC), con las
variables se pueden emplear muestras ms pequeas que con los atributos.
2. El grado de cumplimiento o incumplimiento (no conformidad) con el valor
deseado de una caracterstica de calidad recibe importancia cuando se utilizan los
criterios para variables. Esto puede ser importante siempre que hay un margen de
seguridad en las especificaciones de diseo o en una zona crepuscular o de
incertidumbre de valores de la caracterstica de calidad, entre los que son
claramente aceptables y los que son inaceptables.
3. La informacin de variables suele dar una mejor base de orientacin hacia el
mejoramiento de la calidad.
4. La informacin de variables puede dar una mejor base para ponderar el historial
de calidad en las decisiones para aceptacin.
5.- Es ms fcil descubrir los errores de medicin con la informacin de variables.
5.4 GRAFICOS DE CONTROL. DEFINICION Y TIPOS DE INSPECCION.
Los grficos de control fueron propuesto originalmente por W. Shewart en 1920, y
en ellos se representa a lo largo del tiempo el estado del proceso que estamos
monitorizando. En el eje horizontal X se indica el tiempo, mientras que el eje
vertical Y se representa algn indicador de la variable cuya calidad se mide.
Adems se incluye otras dos lneas horizontales: los lmites superior e inferior
de control, escogidos stos de tal forma que la probabilidad de que una
observacin est fuera de esos lmites sea muy baja si el proceso est en estado
de control, habitualmente inferior a 0.01.
En cualquier proceso, incluida la prestacin de servicios sanitarios, se produce
variabilidad. Por ejemplo incluso en situaciones muy similares no todas las
cirugas resultan exitosas, no todas las consultas duran el mismo tiempo, etc. En
cada caso el origen de esa variabilidad puede ser muy diverso, por un lado
tenemos causas impredecibles, de origen desconocido, y por tanto en principio
inevitables, y por otro lado, causas previsibles debidas a factores humanos, a los
instrumentos o a la organizacin. Estudiando meticulosamente cualquier proceso
es posible eliminar las causas asignables, de tal forma que la variabilidad todava
presente en los resultados sea debida nicamente a causas no asignables;
momento ste en el que diremos que el proceso se encuentra en estado de
control.
La finalidad de los grficos de control es por tanto monitorizar dicha situacin para
controlar su buen funcionamiento, y detectar rpidamente cualquier anomala
respecto al patrn correcto, puesto que ningn proceso se encuentra
espontneamente en ese estado de control, y conseguir llegar a l supone un
xito, as como mantenerlo; se es el objetivo del control de calidad de procesos, y
su consecucin y mantenimiento exige un esfuerzo sistemtico, en primer lugar
para eliminar las causas asignables y en segundo para mantenerlo dentro de los
estndares de calidad fijados.
As pues el control estadstico de calidad tiene como objetivo monitorizar de forma
continua, mediante tcnicas estadsticas, la estabilidad del proceso, y mediante los
grficos de control este anlisis se efecta de forma visual, representando la
variabilidad de las mediciones para detectar la presencia de un exceso de
variabilidad no esperable por puro azar, y probablemente atribuible a alguna causa
especfica que se podr investigar y corregir.
El inters de los grficos de control radica en que son fciles de usar e interpretar,
tanto por el personal encargado de los procesos como por la direccin de stos, y
lo que es ms importante: la utilizacin de criterios estadsticos permite que las
decisiones se basen en hechos y no en intuiciones o en apreciaciones subjetivas
que tantas veces resultan desgraciadamente falsas.
A la hora de analizar los datos en un proceso de control calidad tenemos que
diferenciar tres casos segn la caracterstica medida:
La variable es medible numricamente, por ejemplo un tiempo.
Se estudia un atributo o caracterstica cualitativa que el proceso posee o no
posee, por ejemplo el paciente cumple o no cumple adecuadamente el
tratamiento
Se cuenta el nmero de defectos en el producto o situaciones inadecuadas
en la prestacin del servicio
Vamos en primer lugar a presentar los grficos de control para variables
cuantitativas. En este caso se puede representar la evolucin de un valor medio,
como puede ser la media o la mediana, o representar un indicador de dispersin
como puede ser el rango o la desviacin tpica. Cuando no se va a utilizar un
programa especfico se suele preferir el rango a la desviacin tpica, por ser
mucho ms fcil de calcular. Existen otros tipos de grfico ms especializados,
que comentaremos ms adelante.
Grfico de control para variables cuantitativas
Veamos cmo se construye un grfico de evolucin de medias.
En primer lugar, para cada instante de tiempo se tomar una pequea muestra
(por ejemplo diariamente). En control de calidad se usa habitualmente muestras
pequeas de tamao de entre 5 a 10 elementos, tomadas a lo largo de un tiempo
representativo, normalmente de 20 a 30 ocasiones.
Veamos un sencillo ejemplo, en el que durante 24 das se han anotado 5
observaciones.
Tabla 1
N Dato 1 Dato 2 Dato 3 Dato 4 Dato 5
1 10.7 10.7 10.7 10.7 10.9
2 10.8 10.9 10.8 10.9 10.7
3 10.8 10.8 10.8 10.7 10.8
4 10.6 10.7 10.7 10.8 10.7
5 10.7 10.8 10.7 10.9 10.8
6 10.6 10.8 10.8 10.9 10.7
7 10.6 10.8 10.7 10.8 10.8
8 10.6 10.8 10.7 10.8 10.7
9 10.7 10.8 10.9 10.9 10.8
10 10.6 10.7 10.6 10.8 10.7
11 10.8 10.8 10.9 10.5 10.9
12 10.9 10.8 10.9 10.7 10.7
13 10.7 10.7 10.8 10.8 10.7
14 10.7 10.7 10.9 10.8 10.6
15 10.8 10.8 10.8 10.8 10.7
16 10.9 10.8 10.8 10.8 10.9
17 10.8 10.7 10.9 10.7 10.8
18 10.8 10.7 10.6 10.7 10.6
19 10.7 10.7 10.9 10.7 10.7
20 10.6 10.6 10.7 10.6 10.7
21 10.5 10.0 10.7 10.8 10.8
22 10.8 10.7 10.8 10.7 10.7
23 10.7 10.6 10.7 10.6 10.7
24 10.7 10.7 10.7 10.6 10.7
Para elaborar el grfico de evolucin de medias, en primer lugar se calcula la
media de cada muestra de 5 observaciones y luego la media global de esas 24
medias. Seguidamente se calcula los rangos para cada muestra (valor mximo -
valor mnimo), as como la media de los 24 rangos.
Para el clculo de los lmites de control se utiliza la teora de probabilidades,
suponiendo que los datos siguen una determinada distribucin de probabilidad, ya
sea sta normal, binomial, Poisson o cualquiera otra, dependiendo del tipo de
datos analizado. De esta forma se determinar un factor que al multiplicarlo por un
parmetro de variabilidad (sea ste el rango o la desviacin tpica) nos permite
calcular los lmites del grfico de control de calidad, lmites que nos garantizan una
probabilidad del 99 % de que las observaciones se encuentren dentro de esos
mrgenes si el proceso est en estado de control. Es un concepto totalmente
anlogo al de intervalo de confianza para una estimacin, al que estamos
habituados en la inferencia estadstica.
Los lmites de calidad superior e inferior para un grfico de medias se calculan de
acuerdo a las siguientes frmulas:
LCS
m
=M+A
2
R
LCI
m
=M-A
2
R
donde M es la media global (media de todas las medias) y R es la media de todos
los rangos.
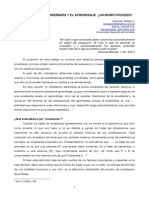
Representado en un grfico las 24 medias de las muestras de tamao 5 de
la tabla 1, una lnea horizontal correspondiente a la media global, y dos lneas
horizontales correspondientes a los lmites de calidad obtenemos un grfico como
el de la figura 1
Fig. 1 Grfico de control para la evolucin de medias
Tabla 2. Factores para lmites de control en grficos de medias y rangos
Grfico de medias Grfico de Rangos
Tamao de muestra n Factor A
2
Factor D
3
Factor D
4
2 1.88 0 3.27
3 1.02 0 2.57
4 0.73 0 2.28
5 0.58 0 2.11
6 0.48 0 2.00
7 0.42 0.08 1.92
8 0.37 0.14 1.86
9 0.34 0.18 1.82
10 0.31 0.22 1.78
De igual forma se puede construir un grfico de control para la evolucin del
Rango. En este caso los lmites de control vienen dados por las frmulas:
LCS
R
=D
4
R
LCI
R
=D
4
R
donde D
4
se obtiene de la tabla 2, y como antes R es el rango medio.
5.5 HISTOGRAMAS Y DIAGRAMA DE PARETO
HISTOGRAMA
El histograma es una grfica de barras que permite describir el comportamiento de
un conjunto de datos en cuanto a su tendencia central, forma y dispersin.
El histograma permite que de un vistazo se pueda tener una idea objetiva sobre la
calidad de un producto, el desempeo de un proceso o el impacto de una accin
de mejora. La correcta utilizacin del histograma permite tomar decisiones no solo
con base en la media, sino tambin con base en la dispersin y formas especiales
de comportamiento de los datos. Su uso cotidiano facilita el entendimiento de la
variabilidad y favorece la cultura de los datos y los hechos objetivos.
CUANDO SE APLICA
Hacer seguimiento actual del proceso
Seleccionar el siguiente producto a mejorar
Probar o evaluar las revisiones de procesos para mejorar
Necesitar una revisin rpida de la variabilidad de un proceso
DIAGRAMA DE PARETO
Es una herramienta que se utiliza para priorizar los problemas o las causas que
los generan. La Grfica de Pareto es una herramienta sencilla pero poderosa al
permitir identificar visualmente en una sola revisin las minoras de caractersticas
vitales a las que es importante prestar atencin y de esta manera utilizar todos los
recursos necesarios para llevar a cabo una accin de mejora sin malgastar
esfuerzos ya que con el anlisis descartamos las mayoras triviales.
Fue creado sobre la base del principio de Pareto, obtenindose lo que hoy se
conoce como la regla 80/20. Si se tiene un problema con muchas causas,
podemos decir que el 20% de las causas resuelven el 80 % del problema y el 80
% de las causas solo resuelven el 20 % del problema. Se usa para identificar los
problemas ms significativos de un proceso y evaluar el comportamiento de un
problema, comparando los datos entre el "antes" y el "despus".
Se recomienda el uso del diagrama de Pareto:
Para identificar un producto o servicio para el anlisis de mejora de la calidad. Al
buscar las causas principales de los problemas y establecer la prioridad de las
soluciones Para evaluar los resultados de los cambios efectuados a un proceso
comparando sucesivos diagramas Para comunicar fcilmente a otros miembros de
la organizacin las conclusiones sobre causas, efectos y costes de los errores.
Los propsitos generales del diagrama de Pareto:
1. Analizar las causas
2. Estudiar los resultados
3. Planear una mejora continua
COMO CONSTRUIRLO?
Trace dos ejes verticales de la misma longitud, en un eje horizontal. En el eje
vertical izquierdo, haga una escala de 0 hasta el nmero correspondiente al total
de la Lista de verificacin. En el eje vertical derecho haga una escala de 0 a 100%.
El 100% corresponder al total de la Lista de Verificacin. Divida el eje horizontal
en intervalos iguales, de acuerdo con la cantidad de categoras de la Lista de
Verificacin. Construya y denomine las barras, colocando las categoras en orden
decreciente de frecuencia, de izquierda a derecha. Trace una lnea punteada que
conecte el origen con la esquina superior derecha de la primera barra, as: Sume,
a la altura de la primera barra, la altura de la segunda. Marque con un punto el
valor obtenido en la prolongacin del lado derecho de la segunda barra. Sume a
esta nueva altura la altura de la tercera barra.
Marque con un punto el valor obtenido en la prolongacin del lado derecho de la
tercera barra. Haga eso sucesivamente, hasta la ltima barra. Enlace todos los
puntos marcados con una lnea, dando continuidad a la lnea punteada iniciada en
el origen, para formar la curva de Pareto. El ltimo punto representa el 100 % de
los eventos. Complete el grfico con informaciones tales como: nombre del
grfico, perodo, responsable, etc.
GRAFICO DE PARETO
Perodo: 01/09/00 a 30/09/01
Responsable: Sr. Mndez
5.6 GRAFICAS POR VARIABLES Y SU INTERPRETACION
El objetivo de los grficos de control es determinar de forma visual y por tanto
sencilla cundo un proceso se encuentra fuera de control, con una probabilidad de
error pequea.
La primera indicacin de que el proceso puede estar fuera de control viene dada
por la presencia de algn punto fuera de los lmites de control. Para facilitar la
deteccin de patrones anmalos o poco probables en un proceso en estado de
control, conviene dividir en tres zonas de igual tamao el rea situada a ambos
lados de la lnea central, entre sta y los lmites de control, como vemos en la
siguiente figura:
Fig.2 Grfico de control con zonas intermedias
Si en el grfico se est utilizando la desviacin tpica para calcular los lmites de
control, estas zonas corresponden a 1, 2 y 3 desviaciones tpicas, que hemos
marcado en la figura como A, B y C respectivamente.
Otra posible seal de que el proceso est fuera de control se da cuando aparecen
un elevado nmero de puntos consecutivos al mismo lado de la lnea central: si
nos encontramos 8 puntos seguidos al mismo lado de la lnea central, o 10 puntos
de 11, o 12 de 14.
Cualquier tratado sobre implantacin de procesos de calidad presenta una serie
de reglas caseras para detectar diferentes series de datos improbables. Adems
de las dos anteriores destacamos las siguientes:
2 de 3 puntos seguidos en la zona C
4 de 5 puntos seguidos en la zona B o ms all (como vemos que pasa en
la figura 2 en los puntos marcados en rojo)
6 puntos seguidos ascendentes o descendentes
8 puntos seguidos fuera de la zona A, a ambos lados de la lnea central
En cualquier caso siempre hay que estar atento a la presencia de patrones o
tendencias en los grficos de control.
Estas reglas pueden ser incluso ms restrictivas (alerta para un nivel de
probabilidad ms bajo), si as lo requiere el proceso que se controla. As por
ejemplo en el mundo del control de calidad para los laboratorios de anlisis
clnicos son muy conocidas las denominadas reglas de Westgard, que no son ms
que una adaptacin concreta de los razonamientos expuestos al control de calidad
para un analizador del laboratorio, aparato en el que diariamente se efectuarn
muestras de control de calidad para verificar que est funcionando
adecuadamente. Los resultados obtenidos en estas muestras se representan en
un grfico de control como los ya descritos, aunque en ese entorno se conocen
como grfico de Levey-Jennings, y se aplican una serie de reglas probabilsticas
de decisin en las que existen dos niveles: un nivel de alerta y un nivel de
rechazo. As una observacin en la zona C o por encima supone una alerta y fuera
de la zona de control, por encima de los lmites de control obliga a rechazar los
anlisis efectuados.
5.6.1 GRAFICA X
5.6.2 GRAFICA R
Los grficos X-R se utilizan cuando la caracterstica de calidad que se desea
controlar es una variable continua.
Para entender los grficos X-R, es necesario conocer el concepto de Subgrupos (o
Subgrupos racionales). Trabajar con subgrupos significa agrupar las mediciones
que se obtienen de un proceso, de acuerdo a algn criterio. Los subgrupos se
realizan agrupando las mediciones de tal modo que haya la mxima variabilidad
entre subgrupos y la mnima variabilidad dentro de cada subgrupo.
Por ejemplo, si hay cuatro turnos de trabajo en un da, las mediciones de cada
turno podran constituir un subgrupo.
Supongamos una fbrica que produce piezas cilndricas para
la industria automotriz. La caracterstica de calidad que se desea controlar es el
dimetro de las piezas.
Hay dos maneras de obtener los subgrupos. Una de ellas es retirar varias piezas
juntas a intervalos regulares, por ejemplo cada hora:
La otra forma es retirar piezas individuales a lo largo del intervalo
de tiempo correspondiente al subgrupo:
.....Etc.
Por cualquiera de los dos caminos, obtenemos grupos de igual nmero de
mediciones. Para cada subgrupo calculamos el Promedio y el Rango (Diferencia
entre el valor mximo y el valor mnimo).
Como ya se ha visto, para calcular los Lmites de Control es necesario obtener un
gran nmero de mediciones, divididas en subgrupos. En nuestro ejemplo,
podramos obtener 30 subgrupos de 6 datos cada uno:
Despus de calcular el Promedio y el Rango de cada subgrupo, tendramos una
tabla como la siguiente:
A partir de esta tabla, se calculan el promedio general de promedios de subgrupo
y el promedio de rangos de subgrupo:
La desviacin standard del proceso se puede calcular a partir del rango promedio,
utilizando el coeficiente d2, que depende del nmero de mediciones en el
subgrupo:
Con esto podemos calcular los Lmites de Control para el grfico de X:
La desviacin standard del rango se puede calcular utilizando el coeficiente d3,
que tambin depende del nmero de mediciones en el subgrupo:
Y as podemos calcular los Lmites de Control para el Grfico de R:
La tabla siguiente muestra los coeficientes d2 y d3 para subgrupos de hasta 10
mediciones:
Construimos entonces un Grfico X de prueba y representamos los promedios de
los subgrupos:
Y un Grfico R de prueba, donde representamos los rangos de los subgrupos:
Si no hay puntos fuera de los lmites de control y no se encuentran patrones no
aleatorios, se adoptan los lmites calculados para controlar la produccin futura.
5.7 GRAFICAS POR ATRIBUTO
Grfico de control para atributos
Cuando la variable que se analiza solo puede tomar dos valores, no o s, correcto
o incorrecto, adecuado o inadecuado, se habla de control por atributos. Ahora las
muestras han de ser necesariamente mayores que cuando se analizan variables
medibles, y habitualmente se utilizar un grfico de proporciones, en el que la
variable a representar en el eje de las Y es la proporcin de veces en que el
resultado no es adecuado. Tambin aqu se recogern de 20 a 30 muestras de
tamao suficiente para que se observe en cada una alguno de los resultados
defectuosos, lo que hace que el tamao de muestra necesario sea tanto mayor
cuanto menor sea dicha proporcin. Si el tamao n de todas las muestras es el
mismo y llamamos P a la media de todas las proporciones, sabemos que se puede
estimar la desviacin tpica mediante la siguiente frmula
De tal manera que los lmites de control vienen dados ahora por las siguientes
frmulas
LCS
P
=P+3s
p
LCI
P
=P-3s
p
En el caso de que los tamaos de cada muestra difieran, tambin lo hace el valor
de la desviacin tpica, de tal manera que para cada porcentaje representado en la
grfica varan los lmites de control, los cuales no sern ya una lnea horizontal
sino una lnea escalonada.
Vous aimerez peut-être aussi
- Toma de Decisiones A Corto PlazoDocument15 pagesToma de Decisiones A Corto Plazoleandro tejedaPas encore d'évaluation
- Unidad 1 Mercadotecnia IgeDocument20 pagesUnidad 1 Mercadotecnia IgeOriantii Jactow'Pas encore d'évaluation
- Pauta Trabajo Práctico en Terreno - Taller Psicosocial 2021Document9 pagesPauta Trabajo Práctico en Terreno - Taller Psicosocial 2021Dani MelloniPas encore d'évaluation
- Plan Analitico FarmacologiaDocument24 pagesPlan Analitico FarmacologiaxavierPas encore d'évaluation
- Educarse en La Era DigitalDocument12 pagesEducarse en La Era DigitalLorena MateoPas encore d'évaluation
- Tipos de DatosDocument13 pagesTipos de DatosMichaell FajardoPas encore d'évaluation
- E. Gothelf - Planifico Luego Improviso PDFDocument8 pagesE. Gothelf - Planifico Luego Improviso PDFsalomemarquezPas encore d'évaluation
- El Coaching Consiste en Liberar El Potencial de Las PersonasDocument16 pagesEl Coaching Consiste en Liberar El Potencial de Las PersonasCarolina LunaPas encore d'évaluation
- Trabajo Administración IDocument39 pagesTrabajo Administración ILiliana Diaz APas encore d'évaluation
- Empresas FamiliaresDocument5 pagesEmpresas FamiliaresAVIVCOLA MIELES AVICMIEL S.A.Pas encore d'évaluation
- Las Politicas PublicasDocument13 pagesLas Politicas PublicasJorge Alberto Espichán WuPas encore d'évaluation
- PMTDDocument122 pagesPMTDJhimy Aruquipa100% (1)
- Principios teóricos de la evaluación por competencias en el bachillerato UVMDocument67 pagesPrincipios teóricos de la evaluación por competencias en el bachillerato UVManibal_ulises1210Pas encore d'évaluation
- Educación-Socioemocional-6 para ContestarDocument66 pagesEducación-Socioemocional-6 para ContestarFernando Martinez53% (15)
- Basta Ya de DeudasDocument8 pagesBasta Ya de DeudasMarcos PitraPas encore d'évaluation
- Informe NewportDocument14 pagesInforme NewportDominic Ferrer GonzalesPas encore d'évaluation
- Estrategia de Fijacion de PreciosDocument20 pagesEstrategia de Fijacion de PreciosLucia Castillo GaldoPas encore d'évaluation
- Lectura Sobre VAN, TIR, Pay Off.Document17 pagesLectura Sobre VAN, TIR, Pay Off.candelavallejo100% (1)
- Ayala EspinoDocument21 pagesAyala Espinoleandrorodriguez121350% (14)
- La Evaluación, La Enseñanza y El Aprendizaje ¿Un Mismo Proceso?Document9 pagesLa Evaluación, La Enseñanza y El Aprendizaje ¿Un Mismo Proceso?Camila SartrePas encore d'évaluation
- Manual FacilitadorDocument48 pagesManual FacilitadorElvis Romero CastroPas encore d'évaluation
- Comunicacion Organizacional en Empresas Publicas y PrivadasDocument15 pagesComunicacion Organizacional en Empresas Publicas y PrivadasWilmer Borras50% (4)
- Cajigas Ccahuantico Julio Cesar Auditoria de GestionDocument17 pagesCajigas Ccahuantico Julio Cesar Auditoria de GestionJulio CajigasPas encore d'évaluation
- 02 Decisiones Bajo IncertidumbreDocument30 pages02 Decisiones Bajo IncertidumbreJavier Gallardo0% (1)
- Alan Belkin - Guia Composicion MusicalDocument48 pagesAlan Belkin - Guia Composicion MusicalNicolás Karabás100% (1)
- Tutoria SesiónDocument3 pagesTutoria SesiónKevinyvi kcuarresPas encore d'évaluation
- VILAR-Deontologia y Práctica ProfesionalDocument18 pagesVILAR-Deontologia y Práctica ProfesionalFernandoG.SotomayorPas encore d'évaluation
- Elementos de La DireccionDocument7 pagesElementos de La DireccionGaby González100% (2)
- RP Funcion Estratégica Articulo MAFerrari 30 1 2012Document17 pagesRP Funcion Estratégica Articulo MAFerrari 30 1 2012karamazov_67Pas encore d'évaluation