Vous aimerez peut-être aussi
- MetrologíaDocument12 pagesMetrologíamartin cataldoPas encore d'évaluation
- Guía completa sobre tornillos: definición, partes, tipos y especificacionesDocument41 pagesGuía completa sobre tornillos: definición, partes, tipos y especificacionesRodrigo OlivaresPas encore d'évaluation
- Din 125-BDocument18 pagesDin 125-Bchris vilguzPas encore d'évaluation
- TEMA 4. Elementos de MaquinasDocument33 pagesTEMA 4. Elementos de MaquinasAlfonsoPas encore d'évaluation
- Tornillos TRILOBULARES GeneralDocument8 pagesTornillos TRILOBULARES GeneraljordizsPas encore d'évaluation
- Cataleg PKT 117Document4 pagesCataleg PKT 117Salvador Moreno Luque100% (1)
- Rds Ltda Plan Aseguramiento CalidadDocument12 pagesRds Ltda Plan Aseguramiento CalidadBRUNO OBANDOPas encore d'évaluation
- Representación de rugosidad, tolerancia y ajustesDocument16 pagesRepresentación de rugosidad, tolerancia y ajustesAlbrecht HerradoraPas encore d'évaluation
- ResitenciaDocument11 pagesResitenciaJUAN CARLOS MURILLO LARROTAPas encore d'évaluation
- Control de GalvanizadoDocument4 pagesControl de GalvanizadoSergio FernandezPas encore d'évaluation
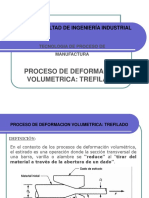
- Trefilado 20222Document14 pagesTrefilado 20222Alex Fv100% (1)
- Sae J429Document4 pagesSae J429Bruno GonzalezPas encore d'évaluation
- Anexo II. Tablas de Elementos Normalizados. Félez & Martínez. 2008Document34 pagesAnexo II. Tablas de Elementos Normalizados. Félez & Martínez. 2008JohanAlejandroMendozaVerdePas encore d'évaluation
- Introducción Al Cálculo Diferencial (PG 43 113)Document71 pagesIntroducción Al Cálculo Diferencial (PG 43 113)MarPas encore d'évaluation
- Metales en GeneralDocument44 pagesMetales en GeneralJuan Garcia100% (1)
- Macroataque 1 2012Document5 pagesMacroataque 1 2012KiukStaksPas encore d'évaluation
- Plan Anual Auditorías Internas 2020Document1 pagePlan Anual Auditorías Internas 2020Jael MillanPas encore d'évaluation
- Manual AguaDocument29 pagesManual AguaAlberto Turrubiates0% (1)
- Espina Elastica Din-1481Document3 pagesEspina Elastica Din-1481capellini2010Pas encore d'évaluation
- ECUALIZADORDocument9 pagesECUALIZADORAlex CadPas encore d'évaluation
- Ensayos Mecanicos PDFDocument52 pagesEnsayos Mecanicos PDFdavid mayPas encore d'évaluation
- IRAM-FA L 7 020 Abril 1987 CDU 629.11.012.1: Instituto Argentino de Racionalización de MaterialesDocument12 pagesIRAM-FA L 7 020 Abril 1987 CDU 629.11.012.1: Instituto Argentino de Racionalización de MaterialesLoloPas encore d'évaluation
- Catalogo de Materiales Arte Del AceroDocument7 pagesCatalogo de Materiales Arte Del AceroCarlos Andres Gonzales VerasteguiPas encore d'évaluation
- Markem Imaje SmartDate X40 DS ES A1Document2 pagesMarkem Imaje SmartDate X40 DS ES A1Mario GoitiandiaPas encore d'évaluation
- Aluminio y Sus Aleaciones, Norma EUR - Tec. Mecanica EDEBEEDocument5 pagesAluminio y Sus Aleaciones, Norma EUR - Tec. Mecanica EDEBEEJefferPas encore d'évaluation
- Taller Ajustes y Tolerancias Dimensionales OriginalDocument11 pagesTaller Ajustes y Tolerancias Dimensionales OriginalALEJO454Pas encore d'évaluation
- Productos SiderurgicosDocument1 pageProductos SiderurgicosseforoPas encore d'évaluation
- CalculoIII USACH Programación SEM1 16Document4 pagesCalculoIII USACH Programación SEM1 16felipePas encore d'évaluation
- Ext Roc2rtw5wum4cjpdugn7Document3 pagesExt Roc2rtw5wum4cjpdugn7wilmer silvaPas encore d'évaluation
- L04 Daniel CanoDocument60 pagesL04 Daniel CanoDanielPas encore d'évaluation
- Fabricación del pistón para motor de combustiónDocument32 pagesFabricación del pistón para motor de combustiónCristhianMauricioAguilarPas encore d'évaluation
- Catalogo de Sellado 2 PDFDocument87 pagesCatalogo de Sellado 2 PDFdiego molano0% (1)
- Incert. Caratula PDFDocument12 pagesIncert. Caratula PDFleoPas encore d'évaluation
- Sgmafast 278Document5 pagesSgmafast 278closed100% (1)
- Mesas de MármolDocument4 pagesMesas de MármolLuis Alberto ChávezPas encore d'évaluation
- Certificación en Laboratorio de Control de Calidad de (Autoguardado) PDFDocument11 pagesCertificación en Laboratorio de Control de Calidad de (Autoguardado) PDFAndrea GuerreroPas encore d'évaluation
- Estándar de rosca UTSDocument1 pageEstándar de rosca UTSDiego Madrid MirandaPas encore d'évaluation
- Rosca-métricaDocument5 pagesRosca-métricaYerko GeronimoPas encore d'évaluation
- Ejercicios BridasDocument18 pagesEjercicios BridasDavid852hzPas encore d'évaluation
- Ficha Tecnica PET Arnite VAPCDocument1 pageFicha Tecnica PET Arnite VAPCESPERANZAPas encore d'évaluation
- Ensayos de dureza Brinell, Vickers, Rockwell y ShoreDocument8 pagesEnsayos de dureza Brinell, Vickers, Rockwell y ShoreFausto Nasato MaldonadoPas encore d'évaluation
- Fotocontrol Electronico LumitronDocument3 pagesFotocontrol Electronico LumitronAldo Marcelo Soliz AngolaPas encore d'évaluation
- Termopaipa Practica PDFDocument10 pagesTermopaipa Practica PDFSlendy Alvarado CarrascalPas encore d'évaluation
- Molas Raymond ISO 10243Document17 pagesMolas Raymond ISO 10243BF DalmagroPas encore d'évaluation
- Estandarizacion de SpectromaxxDocument1 pageEstandarizacion de SpectromaxxEder Luna Leon100% (2)
- XN Electric Chain Hoist 2012 Sasp eDocument2 pagesXN Electric Chain Hoist 2012 Sasp eSther SarmyPas encore d'évaluation
- Catalogo ProductosDocument22 pagesCatalogo ProductosFernandoJuarezPas encore d'évaluation
- Tubos de CuniDocument2 pagesTubos de CuniWalter VitanziPas encore d'évaluation
- Aleación de aluminio 6061 propiedades y composiciónDocument2 pagesAleación de aluminio 6061 propiedades y composiciónvrv01Pas encore d'évaluation
- Dibu Tec DIN 7168Document1 pageDibu Tec DIN 7168eugenioucedozimmerPas encore d'évaluation
- Listado Normas TecnicasDocument2 pagesListado Normas TecnicasGonzalo Ignacio Gutierrez MellaPas encore d'évaluation
- Informaciones Tecnicas TornillosDocument7 pagesInformaciones Tecnicas TornillospablitochoaPas encore d'évaluation
- Calidad de Las ToleranciasDocument1 pageCalidad de Las Toleranciassglezrubio-1100% (1)
- RoscaDocument21 pagesRoscataladro2000100% (1)
- Tolerancias DimensionalesDocument23 pagesTolerancias DimensionalesMaryRodriguez100% (1)
- Tolerancias de AgujeroDocument31 pagesTolerancias de AgujeroGabriela ChasiluisaPas encore d'évaluation
- Clase Tolerancias DimensionalesDocument30 pagesClase Tolerancias DimensionalesFREDDY ROBERTHSON TOSCANOPas encore d'évaluation
- Tolerancias DimensionalesDocument26 pagesTolerancias DimensionalesAmaya FábianPas encore d'évaluation
- Tema 7 TOL DIMENDocument47 pagesTema 7 TOL DIMENpmoreno_406559Pas encore d'évaluation
- Tolerancias DimensionalesDocument24 pagesTolerancias DimensionalesrafaelPas encore d'évaluation
- Manual Illustrator 10Document479 pagesManual Illustrator 10api-3774955100% (3)
- 7MOTIVACIONDocument7 pages7MOTIVACIONmeriaalexandraPas encore d'évaluation
- Motivacion Tema 4Document6 pagesMotivacion Tema 4petinto14Pas encore d'évaluation
- Problema Asignacion Investigacion OperacionesDocument10 pagesProblema Asignacion Investigacion OperacionesCentipedeWormPas encore d'évaluation
- 1MOTIVACIONDocument13 pages1MOTIVACIONUrtzi Arrieta PuñalPas encore d'évaluation
- Mejora Continua de ProcesosDocument49 pagesMejora Continua de ProcesosGabriel DiduPas encore d'évaluation
- TEMA3MOTIVACIONDocument10 pagesTEMA3MOTIVACIONElena FNPas encore d'évaluation
- Motivacion Tema 4Document9 pagesMotivacion Tema 4Miriam MartaPas encore d'évaluation
- Psicologia de La Motivacion PDFDocument11 pagesPsicologia de La Motivacion PDFPablo Orellana GuachallaPas encore d'évaluation
- Motivación Tema 2Document7 pagesMotivación Tema 2diananavalPas encore d'évaluation
- Que Es AMFEDocument24 pagesQue Es AMFECentipedeWormPas encore d'évaluation
- Motivacion Tema 6Document6 pagesMotivacion Tema 6petinto14Pas encore d'évaluation
- Simulacion de Un Proceso Industrial Mediante FlexSimDocument26 pagesSimulacion de Un Proceso Industrial Mediante FlexSimDavid Russo VillarrealPas encore d'évaluation
- File PDFDocument2 pagesFile PDFSTJPas encore d'évaluation
- Fracciones Parciales PDFDocument5 pagesFracciones Parciales PDFLuis SegoviaPas encore d'évaluation
- Ejercicios Sketcher PDFDocument2 pagesEjercicios Sketcher PDFCentipedeWormPas encore d'évaluation
- Ejercicios SketcherDocument2 pagesEjercicios SketcherCentipedeWormPas encore d'évaluation
- Estrategia Oceanos AzulesDocument21 pagesEstrategia Oceanos AzulesCentipedeWormPas encore d'évaluation
- Problemas Tema 05 01Document2 pagesProblemas Tema 05 01CentipedeWormPas encore d'évaluation
- TR Tema 01 Resumen PDFDocument1 pageTR Tema 01 Resumen PDFCentipedeWormPas encore d'évaluation
- Hidraulica - Tema1 Fundamentos Hidraulicos, Dinamica (III)Document10 pagesHidraulica - Tema1 Fundamentos Hidraulicos, Dinamica (III)omar6catPas encore d'évaluation
- FatigaDocument22 pagesFatigaRafael Amaro Palacios SantibañezPas encore d'évaluation
- C 1. Conceptos Fundamentales. Teoría de Circuitos: 1.1 Sistemas ElectrónicosDocument21 pagesC 1. Conceptos Fundamentales. Teoría de Circuitos: 1.1 Sistemas ElectrónicosbillymuedasPas encore d'évaluation
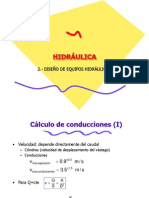
- Hidráulica: 2.-Diseño de Equipos HidráulicosDocument8 pagesHidráulica: 2.-Diseño de Equipos HidráulicosHenry PabonPas encore d'évaluation
- File PDFDocument2 pagesFile PDFCentipedeWormPas encore d'évaluation
- Tema5 - Diodos para Aplicaciones Especiales PDFDocument32 pagesTema5 - Diodos para Aplicaciones Especiales PDFCentipedeWormPas encore d'évaluation
- Hidráulica: 2.-Diseño de Equipos HidráulicosDocument8 pagesHidráulica: 2.-Diseño de Equipos HidráulicosHenry PabonPas encore d'évaluation
- Teoria de CircuitosDocument155 pagesTeoria de CircuitosFacundo TerneroPas encore d'évaluation
- Tema8 - Polarización y Estabilización Del Transistor Bipolar PDFDocument30 pagesTema8 - Polarización y Estabilización Del Transistor Bipolar PDFCentipedeWormPas encore d'évaluation
- Tema7 - Fundamentos de Los Transistores Bipolares PDFDocument29 pagesTema7 - Fundamentos de Los Transistores Bipolares PDFCentipedeWormPas encore d'évaluation
- Práctica #1 Limado PlanoDocument17 pagesPráctica #1 Limado PlanohrguzmancPas encore d'évaluation
- MC 512Document5 pagesMC 512Nohelia Luz Jiménez ValenzuelaPas encore d'évaluation
- 5ta Clase Fajas-TransportadorasDocument33 pages5ta Clase Fajas-TransportadorasGianfranco Ampuero Villavicencio100% (1)
- Cambiar Correa de Distribución HYUNDAI TERRACANDocument26 pagesCambiar Correa de Distribución HYUNDAI TERRACANneosspn25% (4)
- Pinacho-Torno Convencional SCDocument18 pagesPinacho-Torno Convencional SCluis frankPas encore d'évaluation
- Diagramas Ladder ejerciciosDocument3 pagesDiagramas Ladder ejerciciosExterminador de Alienigenas25% (4)
- Guia 5 - Casos de Problemas Automatizacion PLCDocument12 pagesGuia 5 - Casos de Problemas Automatizacion PLCEdward Correa100% (1)
- Taladro PortátilDocument2 pagesTaladro PortátilRodrigo LopezPas encore d'évaluation
- Fresado: máquina para mecanizar materialesDocument5 pagesFresado: máquina para mecanizar materialesRosmery EspinalPas encore d'évaluation
- PuertosDocument22 pagesPuertosDaniela BuelvasPas encore d'évaluation
- Cajones de MelamineDocument4 pagesCajones de MelamineLFernandoPeruPas encore d'évaluation
- BIOMECÁNICADocument2 pagesBIOMECÁNICAMilagros Blas PizarroPas encore d'évaluation
- Guadañadoras Mantenimiento PreventivoDocument1 pageGuadañadoras Mantenimiento PreventivoÁlvarez BJ0% (1)
- Ficha Tecnica ExcavadorasDocument6 pagesFicha Tecnica ExcavadorasJ.J. CVPas encore d'évaluation
- Tutorial de Uso de Torno CNC Básico 2.Document12 pagesTutorial de Uso de Torno CNC Básico 2.Adrian DonatePas encore d'évaluation
- Distribucion 206 1.6Document5 pagesDistribucion 206 1.6pankituna5487Pas encore d'évaluation
- Clase1-Torneado CónicoDocument57 pagesClase1-Torneado CónicoRenzo Palacios72% (43)
- Escaleras de ManoDocument5 pagesEscaleras de ManosanvillegasPas encore d'évaluation
- Formación de La VirutaDocument3 pagesFormación de La VirutaAlexVerdugoCabreraPas encore d'évaluation
- Ensayo de Compresión de Cubos de MorteroDocument3 pagesEnsayo de Compresión de Cubos de MorteroJulio Giron100% (2)
- Calibrador Vernier de CaratulaDocument11 pagesCalibrador Vernier de CaratulaLuis Guillermo Baca RomeroPas encore d'évaluation
- Bora05 Cambio Manual Automatizado 02E 6 MarchasDocument118 pagesBora05 Cambio Manual Automatizado 02E 6 MarchasJordi Muñoz Velasco100% (3)
- Fusil de AsaltoDocument7 pagesFusil de AsaltoAnonymous yammW0RwPas encore d'évaluation
- AST - Segun Esp.Document12 pagesAST - Segun Esp.Ingenieros En Prevención RiesgosPas encore d'évaluation
- Tornillo CfeDocument4 pagesTornillo CfeRaúl García ZaratePas encore d'évaluation
- Mecanismos IPN AzcapotzalcoDocument28 pagesMecanismos IPN AzcapotzalcoDiego GR100% (2)
- Informe Mecanizado CNC PiñonesDocument7 pagesInforme Mecanizado CNC PiñonesPplu Joseluis Hidalgo QPas encore d'évaluation
- Conectores Hidraulicos Tipos y AplicacionesDocument4 pagesConectores Hidraulicos Tipos y AplicacionesJhonVictor63% (8)
- CalibradoresDocument10 pagesCalibradoresDaNiifer Dcr100% (1)
- Paln de Mantenimiento Julio Cesar Andrade ChavezDocument8 pagesPaln de Mantenimiento Julio Cesar Andrade ChavezUniElectronicaPas encore d'évaluation