Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Joby Aviation - Analyst Day PresentationDocument100 pagesJoby Aviation - Analyst Day PresentationIan TanPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Dharmakirti39s Commentary On ChakrasamvaraDocument15 pagesDharmakirti39s Commentary On ChakrasamvaraThiago AlbuquerquePas encore d'évaluation
- RD Sharma Class8 SolutionsDocument2 pagesRD Sharma Class8 Solutionsncertsoluitons100% (2)
- SOPDocument16 pagesSOPjerome marquezPas encore d'évaluation
- Fastener HandbookDocument26 pagesFastener HandbookMomchil YordanovPas encore d'évaluation
- Lord Siva and His Worship, by Swami SivanandaDocument177 pagesLord Siva and His Worship, by Swami Sivanandaparadigma_12Pas encore d'évaluation
- Banach Tar SkiDocument31 pagesBanach Tar SkiSrijith M MenonPas encore d'évaluation
- 06 LP IV HandoutDocument7 pages06 LP IV HandoutSrijith M MenonPas encore d'évaluation
- Nuts Bolts Screws and WashersDocument4 pagesNuts Bolts Screws and WashersneevarpsufurPas encore d'évaluation
- ABB Turbocharging VTCDocument8 pagesABB Turbocharging VTCSrijith M MenonPas encore d'évaluation
- Problems in The Theory of Quantum GroupsDocument12 pagesProblems in The Theory of Quantum GroupsSrijith M MenonPas encore d'évaluation
- Invar SubspDocument17 pagesInvar SubspSrijith M MenonPas encore d'évaluation
- LPP - Class Scheduling PDFDocument13 pagesLPP - Class Scheduling PDFSrijith M Menon100% (1)
- Narayana Kavacha MeaningDocument23 pagesNarayana Kavacha MeaningSantosh JoshiPas encore d'évaluation
- Role Profile - Insight AnalystDocument3 pagesRole Profile - Insight AnalystSrijith M MenonPas encore d'évaluation
- Hobbes Vs LockeDocument64 pagesHobbes Vs LockeSrijith M MenonPas encore d'évaluation
- WP 464Document34 pagesWP 464Srijith M MenonPas encore d'évaluation
- Current AdaptDocument122 pagesCurrent AdaptSrijith M MenonPas encore d'évaluation
- Condition Based MaintenanceDocument19 pagesCondition Based MaintenanceSrijith M Menon100% (2)
- GPA Conversion ChartDocument1 pageGPA Conversion ChartSrijith M MenonPas encore d'évaluation
- Role Profile - Insight AnalystDocument3 pagesRole Profile - Insight AnalystSrijith M MenonPas encore d'évaluation
- CR MethodsDocument10 pagesCR Methodsjane_121Pas encore d'évaluation
- LFR Ants00Document9 pagesLFR Ants00Srijith M MenonPas encore d'évaluation
- Anew Model For Xam SchedulingDocument4 pagesAnew Model For Xam SchedulingSrijith M MenonPas encore d'évaluation
- CR MethodsDocument10 pagesCR Methodsjane_121Pas encore d'évaluation
- Fault Location of Tribo-Mechanical SystemsDocument14 pagesFault Location of Tribo-Mechanical SystemsSrijith M MenonPas encore d'évaluation
- OperationsReseaerch in RailDocument31 pagesOperationsReseaerch in RailSrijith M MenonPas encore d'évaluation
- Production Operations ManagementDocument15 pagesProduction Operations ManagementSrijith M MenonPas encore d'évaluation
- CP 14 Operations MGMTDocument6 pagesCP 14 Operations MGMTSrijith M MenonPas encore d'évaluation
- CombinatoricsDocument20 pagesCombinatoricsHanamese MonkeyxotePas encore d'évaluation
- Narayana Kavacha MeaningDocument23 pagesNarayana Kavacha MeaningSantosh JoshiPas encore d'évaluation
- Maintenance Planning, Scheduling & CoordinationDocument84 pagesMaintenance Planning, Scheduling & CoordinationGarmentLearnerPas encore d'évaluation
- Deconstructing Theory of Comparative AdvantageDocument31 pagesDeconstructing Theory of Comparative AdvantageSrijith M MenonPas encore d'évaluation
- Veronte Autopilot Kit DatasheetDocument2 pagesVeronte Autopilot Kit DatasheetEkmedzicPas encore d'évaluation
- G-3 L-17 Internal QuestionsDocument4 pagesG-3 L-17 Internal QuestionsActivity MLZS BarhPas encore d'évaluation
- Gondola CalculationDocument6 pagesGondola CalculationBudi SusantoPas encore d'évaluation
- List of Fatigue Standards and Fracture Standards Developed by ASTM & ISODocument3 pagesList of Fatigue Standards and Fracture Standards Developed by ASTM & ISOSatrio Aditomo100% (1)
- ETR Series: A Full Spectrum of Products To Solve Your Application NeedsDocument106 pagesETR Series: A Full Spectrum of Products To Solve Your Application Needs周小安Pas encore d'évaluation
- Hevi-Bar II and Safe-Lec 2Document68 pagesHevi-Bar II and Safe-Lec 2elkabongscribdPas encore d'évaluation
- The Manufacture and Uses of Expanded Clay Aggregate: Thursday 15 November 2012 SCI HQ, LondonDocument36 pagesThe Manufacture and Uses of Expanded Clay Aggregate: Thursday 15 November 2012 SCI HQ, LondonVibhuti JainPas encore d'évaluation
- Chapter 7 - Stress - TransformationsDocument21 pagesChapter 7 - Stress - TransformationsrosellePas encore d'évaluation
- Dairy Products Theory XIIDocument152 pagesDairy Products Theory XIIDskPas encore d'évaluation
- The Process: by Andy ZoppeltDocument4 pagesThe Process: by Andy ZoppeltMark Stephen HuBertPas encore d'évaluation
- Compiled LecsDocument24 pagesCompiled LecsNur SetsuPas encore d'évaluation
- Ujian 1 THN 4Document13 pagesUjian 1 THN 4Che Shuk ShukaPas encore d'évaluation
- Preview: Proquest Dissertations and Theses 2002 Proquest Dissertations & Theses Full TextDocument24 pagesPreview: Proquest Dissertations and Theses 2002 Proquest Dissertations & Theses Full TextFelipe AguilarPas encore d'évaluation
- Badminton ReviewerDocument10 pagesBadminton ReviewerHailsey WinterPas encore d'évaluation
- ELS 06 Maret 223Document16 pagesELS 06 Maret 223Tri WinarsoPas encore d'évaluation
- Clinical Reviews: The Management of Children With Gastroenteritis and Dehydration in The Emergency DepartmentDocument13 pagesClinical Reviews: The Management of Children With Gastroenteritis and Dehydration in The Emergency DepartmentRina Dewi AnggraeniPas encore d'évaluation
- Medical GeneticsDocument4 pagesMedical GeneticsCpopPas encore d'évaluation
- Tabla9 1Document1 pageTabla9 1everquinPas encore d'évaluation
- Technical Data Sheet: LPI HVSC PlusDocument2 pagesTechnical Data Sheet: LPI HVSC PlusNguyễn TấnPas encore d'évaluation
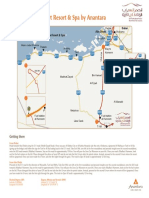
- Qasr Al Sarab Desert Resort Location Map June2012Document1 pageQasr Al Sarab Desert Resort Location Map June2012Anant GârgPas encore d'évaluation
- YoungMan EN131 GUIDEDocument16 pagesYoungMan EN131 GUIDErcpawar100% (1)
- Earth Science Essential Learning Competencies 2020Document5 pagesEarth Science Essential Learning Competencies 2020Charry CervantesPas encore d'évaluation
- BIO 201 Chapter 11 LectureDocument34 pagesBIO 201 Chapter 11 LectureDrPearcyPas encore d'évaluation
- Coding Decoding Sheet - 01 1678021709186Document9 pagesCoding Decoding Sheet - 01 1678021709186Sumit VermaPas encore d'évaluation
- The Working of KarmaDocument74 pagesThe Working of KarmaSuhas KulhalliPas encore d'évaluation
- Diagnosis of TrypanosomiasisDocument82 pagesDiagnosis of TrypanosomiasisDrVijayata Choudhary100% (1)