Académique Documents
Professionnel Documents
Culture Documents
Propriedades Materiais PDF
Transféré par
RenatoMatias0 évaluation0% ont trouvé ce document utile (0 vote)
120 vues16 pagesFatigue is a localized, localized, and per manent st ruct ural change in a material. Fatigue may cul mi nat e into cr acks and cause fract ure aft er a sufficient number of fl uct uat I ons. Plastic strain resulting from cyclic stress initiates the crack; the tensile stress promot es crack growt h (propa
Description originale:
Titre original
propriedades materiais.pdf
Copyright
© © All Rights Reserved
Formats disponibles
PDF, TXT ou lisez en ligne sur Scribd
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentFatigue is a localized, localized, and per manent st ruct ural change in a material. Fatigue may cul mi nat e into cr acks and cause fract ure aft er a sufficient number of fl uct uat I ons. Plastic strain resulting from cyclic stress initiates the crack; the tensile stress promot es crack growt h (propa
Droits d'auteur :
© All Rights Reserved
Formats disponibles
Téléchargez comme PDF, TXT ou lisez en ligne sur Scribd
0 évaluation0% ont trouvé ce document utile (0 vote)
120 vues16 pagesPropriedades Materiais PDF
Transféré par
RenatoMatiasFatigue is a localized, localized, and per manent st ruct ural change in a material. Fatigue may cul mi nat e into cr acks and cause fract ure aft er a sufficient number of fl uct uat I ons. Plastic strain resulting from cyclic stress initiates the crack; the tensile stress promot es crack growt h (propa
Droits d'auteur :
© All Rights Reserved
Formats disponibles
Téléchargez comme PDF, TXT ou lisez en ligne sur Scribd
Vous êtes sur la page 1sur 16
Fatigue Resistance of Steels
Bruce Boardman, Deere and Company, Technical Center
FATI GUE is t he progressi ve, localized,
and per manent st ruct ural change t hat oc-
curs in a material subj ect ed t o repeat ed or
fluctuating strains at nomi nal st resses t hat
have maxi mum val ues less t han (and oft en
much less than) t he tensile st rengt h of t he
material. Fatigue may cul mi nat e into cr acks
and cause fract ure aft er a sufficient number
of fl uct uat i ons. The pr ocess of fatigue con-
sists of t hree stages:
Initial fatigue damage leading t o cr ack
initiation
Cr ack propagat i on t o some critical size (a
size at whi ch t he remai ni ng uncr acked
cr oss sect i on of t he part becomes t oo
weak t o car r y t he i mposed loads)
Final, sudden f r act ur e of t he remai ni ng
cross sect i on
Fatigue damage is caused by the simulta-
neous action of cyclic stress, tensile stress,
and plastic strain. I f any one of these three is
not present, a fatigue crack will not initiate
and propagate. The plastic strain resulting
from cyclic stress initiates the crack; the
tensile stress promot es crack growt h (propa-
gation). Careful measurement of strain shows
t hat microscopic plastic strains can be present
at low levels of stress where the strain might
otherwise appear t o be totally elastic. Al-
though compressi ve stresses will not cause
fatigue, compressi ve loads may result in local
tensile stresses.
I n t he early literature, fatigue fract ures
were often at t ri but ed t o cryst al l i zat i on be-
cause of their cryst al l i ne appear ance. Be-
cause metals are cryst al l i ne solids, t he use
of t he t erm cryst al l i zat i on in connect i on
with fatigue is i ncor r ect and shoul d be
avoi ded.
Fatigue Resistance
Vari at i ons in mechani cal propert i es,
composi t i on, mi cr ost r uct ur e, and macr o-
st ruct ure, along with their subsequent ef-
fects on fatigue life, have been studied
ext ensi vel y t o aid in t he appropri at e selec-
tion of steel t o meet specific end-use re-
qui rement s. Studies have shown t hat the
fatigue strength of steels is usually propor-
tional t o hardness and tensile st rengt h; this
general i zat i on is not true, however , f or high
tensile strength values wher e t oughness and
critical flaw size may gover n ultimate load
carryi ng ability. Processi ng, fabri cat i on,
heat t reat ment , surface t reat ment s, finish-
ing, and servi ce envi r onment s significantly
influence t he ultimate behavi or of a metal
subj ect ed t o cycl i c stressing.
Predicting t he fatigue life of a metal part
is compl i cat ed because materials are sensi-
tive t o small changes in loading condi t i ons
and stress concent r at i ons and t o ot her fac-
tors. The resi st ance of a metal st ruct ural
member t o fatigue is also affect ed by man-
ufact uri ng pr ocedur es such as col d formi ng,
welding, brazi ng, and plating and by surface
condi t i ons such as surface roughness and
residual stresses. Fatigue tests performed
on small speci mens are not sufficient f or
preci sel y establishing t he fatigue life of a
part. These tests are useful f or rating the
relative resi st ance of a material and t he
baseline propert i es of the material t o cycl i c
stressing. The baseline propert i es must be
combi ned with t he load hi st ory of t he part in
a design analysis before a component life
predi ct i on can be made.
In addition t o material properties and
loads, the design analysis must take into con-
sideration the t ype of applied loading (uniax-
ial, bending, or torsional), loading pattern
(either periodic loading at a const ant or vari-
able amplitude or random loading), magni-
tude of peak stresses, overall size of the part,
fabrication method, surface roughness, pres-
ence of fretting or corroded surface, operating
temperature and environment, and occur-
rence of service-induced imperfections.
Tradi t i onal l y, fatigue life has been ex-
pressed as the total number of stress cycl es
required f or a fatigue cr ack t o initiate and
grow large enough t o pr oduce cat ast rophi c
failure, t hat is, separat i on into t wo pieces.
I n this article, fatigue dat a are expressed in
t erms of total life. For t he small sampl es
t hat are used in t he l aborat ory t o det ermi ne
fatigue propert i es, this is general l y t he case;
but , f or real component s, cr ack initiation
may be as little as a few percent or t he
maj ori t y of t he total component life.
Fatigue dat a can al so be expressed in
t erms of cr ack growt h rate. In t he past, it
was commonl y assumed t hat total fatigue
life consi st ed mai nl y of cr ack initiation
(stage I of fat i gue cr ack devel opment ) and
t hat t he t i me requi red f or a mi nut e fatigue
cr ack t o gr ow and pr oduce failure was a
mi nor port i on of t he total life. However , as
bet t er met hods of cr ack det ect i on became
available, it was di scover ed t hat cr acks
oft en devel op earl y in t he fat i gue life of t he
material (after as little as 10% of total life-
time) and gr ow cont i nuousl y until cat a-
st r ophi c fai l ure occur s . Thi s di s cover y has
led t o t he use of cr ack gr owt h rat e, cri t i cal
cr ack size, and f r act ur e mechani cs f or t he
pr edi ct i on of t ot al life in some appl i ca-
t i ons. He r t z be r g' s t ext ( Ref 1) is a useful
pr i mer f or t he use o f f r act ur e mechani cs
met hods .
P r e v e n t i o n o f Fatigue Failure
A t hor ough under st andi ng of t he f act or s
t hat can cause a component t o fail is essen-
tial bef or e desi gni ng a part. Ref er ence 2
pr ovi des numer ous exampl es of t hese fac-
t ors t hat cause f r act ur e (including fatigue)
and i ncl udes high-quality optical and elec-
t ron mi cr ogr aphs t o help explain fact ors.
The i nci dence of fatigue failure can be
consi der abl y r educed by careful at t ent i on t o
design details and manufact uri ng pr ocesses.
As l ong as t he metal is sound and free f r om
maj or fl aws, a change in material composi -
t i on is not as effect i ve f or achi evi ng satis-
f act or y fatigue life as is care t aken in desi gn,
fabri cat i on, and mai nt enance duri ng ser-
vice. The mos t effect i ve and economi cal
met hod of i mprovi ng fatigue per f or mance is
i mpr ovement in design t o:
El i mi nat e or r educe st ress rai sers by
st reaml i ni ng t he part
Avoi d sharp surface t ears resulting f r om
punchi ng, st ampi ng, sheari ng, and so on
Pr event t he devel opment of surface dis-
cont i nui t i es or decarburi zi ng duri ng pro-
cessi ng or heat t r eat ment
Reduce or el i mi nat e tensile residual
st resses caused by manuf act ur i ng, heat
t reat i ng, and wel di ng
I mpr ove t he details of fabri cat i on and
fast eni ng pr ocedur es
ASM Handbook, Volume 1: Properties and Selection: Irons, Steels, and High-Performance Alloys
ASM Handbook Committee, p 673-688
Copyright 1990 ASM International
All rights reserved.
www.asminternational.org
6 7 4 / Service Characteristics of Carbon and Low-Alloy Steels
0)
g
?-
a)
t - - -
._g 0
E
8
L/L/L/
Ti me
( a )
CD
~s.
Ti me
(b)
(I)
sm
Ti me
(c)
g
0)
I -
g
o~
E
8
Ti me
(d)
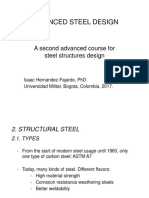
""~1:| 1 Types of f at i gue t est stress. (a) Al t er nat i ng
stress i n whi c h S~ = 0 and /? = - 1 . (b)
Pul sati ng t ensi l e stress i n whi c h S~ = S,, t he mi ni mum
stress is zer o, a n d / ? = 0. (c) Fl uct uat i ng t ensi l e stress
i n whi ch bot h t he mi n i mu m and maxi mum stresses
a r e t ensi l e stresses and R = a/3. (d) Fl uct uat i ng t ensi l e-
t o- compr essi ve stress i n whi c h t he mi ni mum stress is
a compr essi ve stress, t he maxi mum stress is a t ensi l e
stress, and R = -~/g
Cont rol of or pr ot ect i on agai nst corrosi on,
erosi on, chemi cal at t ack, or service-
i nduced ni cks and ot her gouges is an impor-
t ant part of pr oper mai nt enance of fatigue
life duri ng act i ve servi ce life. Reference 3
cont ai ns numer ous papers per t ai ni ng to
t hese subj ect s.
S y m b o l s a n d D e f i n i t i o n s
I n most l abor at or y fatigue t est i ng, the
speci men is l oaded so t hat st ress is cycl ed
2070 ~ s s r a t i o , R ~ 325 22,0 T - 300
I F I I P I I I I ] P I - 1 . 0 0
1900 ~ 0. 05
1725 i
P ' ~ i , I I ~ . . . . I I I I o 0 . 2 0 ~ 2 ~ 0
1550
1380
1035
:~ ~ 150
860 ~ 125
520
103 104 105 10 s 107 108
Fatigue life (transverse di recti on), c y c l e s
Best-fit S-A/curves f or unnot ched 300M al l oy f or gi ng wi t h an ul t i mat e t ensi l e st r engt h of 1930 MPa (280
I : | ,
2
" ' b ksi). Stresses are based on net sect i on. Test i ng was per f or med i n t he t ransverse di r ect i on wi t h a
t heor et i cal stress concent r at i on f act or, K t , of 1.0. Source: Ref 4
ei t her bet ween a maxi mum and a mi ni mum
t ensi l e stress or bet ween a maxi mum t ensi l e
stress and a specified level of compressi ve
stress. The latter of the two, consi dered a
negat i ve t ensi l e stress, is given an algebraic
mi nus sign and called the mi ni mum stress.
Applied Stresses. The mean stress, Sin, is
the algebraic average of the maxi mum
stress and the mi ni mum stress in one cycle:
( Sma x + Stain)
Sm- (Eq I)
2
The range of stress, St, is the algebraic
difference bet ween the maxi mum stress and
the mi ni mum stress in one cycle:
Sr = Sma x - Smin ( E q 2)
The stress ampl i t ude, S, , is one-hal f the
range of stress:
Sr (Smax -- Smin)
S a - - (Eq 3)
2 2
Duri ng a fatigue test, the stress cycl e is
usual l y mai nt ai ned const ant so that the ap-
plied stress condi t i ons can be wri t t en Sm -+
Sa, where Sm is the static or mean stress and
Sa is the al t ernat i ng stress equal to one-hal f
the stress range. The positive sign is used to
denot e a t ensi l e stress, and the negat i ve sign
denot es a compressi ve stress. Some of the
possi bl e combi nat i ons of Sm and S, are
shown in Fig. 1. When Sm = 0 (Fig. l a), the
maxi mum t ensi l e stress is equal to the max-
i mum compressi ve st ress; this is called an
al t ernat i ng st ress, or a compl et el y reversed
stress. When S m= Sa (Fig. l b), the mini-
mum stress of the cycl e is zero; this is called
a pul sat i ng, or repeat ed, t ensi l e stress. Any
ot her combi nat i on is known as an alternat-
ing st ress, which may be an al t ernat i ng
t ensi l e st ress (Fig. lc), an al t ernat i ng com-
pressi ve stress, or a stress that al t ernat es
bet ween a t ensi l e and a compressi ve value
(Fig. ld).
No mi na l axi al s t res s es can be calculated
on the net sect i on of a part (S = force per
uni t area) wi t hout consi der at i on of varia-
tions in stress condi t i ons caused by holes,
grooves, fillets, and so on. Nomi nal stresses
are f r equent l y used in t hese cal cul at i ons,
al t hough a cl oser est i mat e of actual stresses
t hrough the use of a st ress concent r at i on
fact or might be preferred.
Stress rat i o is the algebraic ratio of two
specified st ress val ues in a stress cycle.
Two commonl y used st ress ratios are A, the
ratio of the al t ernat i ng st ress ampl i t ude to
the mean stress (A = S,/Sm) and R, the ratio
of the mi ni mum stress to the maxi mum
stress (R = Smin/Smax). The five condi t i ons
that R can take range from +I to - 1 :
St resses are fully reversed: R = - 1
St resses are partially reversed: R is be-
t ween - I and zero
St ress is cycl ed bet ween a maxi mum
stress and no load: The stress ratio R
becomes zero
St ress is cycl ed bet ween two tensile
st resses: The stress ratio R becomes a
posi t i ve number less t han 1
An R st ress ratio of 1 i ndi cat es no varia-
t i on i n st ress, and the t est becomes a
sust ai ned-l oad creep t est rather t han a
fatigue t est
$- NCur ves. The resul t s of fatigue tests are
usual l y pl ot t ed as the maxi mum stress or
F a t i g u e R e s i s t a n c e o f S t e e l s / 6 7 5
st r ess a mpl i t ude ver s us t he number of
cycl es , N, t o f r a c t ur e , usi ng a l ogar i t hmi c
scal e f or t he numbe r of cycl es . St r es s may
be pl ot t ed on ei t her a l i near or a l ogar i t h-
mi c scal e. The r esul t i ng c ur ve of da t a
poi nt s is cal l ed an S-N cur ve. A f ami l y of
S-N cur ves f or a mat er i al t es t ed at var i ous
st r ess r at i os is s hown in Fi g. 2. It shoul d
be not ed t hat t he f ul l y r e ve r s e d condi t i on,
R = - 1 , is t he mos t s e ve r e , wi t h t he l east
f at i gue life. Fo r car bon and l ow- al l oy
st eel s, S-N c ur ve s ( pl ot t ed as l i near s t r es s
ver s us l og l i fe) t ypi c a l l y have a f ai r l y
st r ai ght sl ant i ng por t i on wi t h a negat i ve
sl ope at l ow c yc l e s , whi ch changes wi t h a
shar p t r ans i t i on i nt o a st r ai ght , hor i zont al
l i ne at hi gher cycl es .
An S-N cur ve usual l y r epr es ent s t he me-
di an, or Bso, life, whi ch r epr es ent s t he num-
ber of cycl es when hal f t he s peci mens fail at
a gi ven st r ess l evel . The s cat t er of fat i gue
l i ves cover s a ver y wi de r ange and can
occur f or many r eas ons ot her t han mat er i al
var i abi l i t y.
A c o n s t a n t - l i f e t i m e d i a g r a m (Fi g. 3) is a
s ummar y gr aph pr epar ed f r om a gr oup of
S-N cur ves of a mat er i al ; each S-N cur ve is
obt~ tined at a di f f er ent st r ess rat i o. The
di agr am shows t he r el at i onshi p bet ween t he
al t e)' nat i ng st r ess ampl i t ude and t he mean
st r ess and t he r el at i onshi p bet ween maxi -
mum st r ess and mi ni mum st r ess of t he
st r ess cycl e f or var i ous cons t ant l i fet i mes.
Al t hough t hi s t echni que has r ecei ved con-
si der abl e use, it is now out of dat e. Ear l i er
edi t i ons of t he Military Standardization
Handbook ( Ref 5) used cons t ant l i fet i me
di agr ams ext ens i vel y, but mor e r ecent edi -
t i ons ( Ref 4) no l onger i ncl ude t hem.
Fatigue l i m i t (or endur ance limit) is t he
val ue of t he st r ess bel ow whi ch a mat er i al
can pr e s uma bl y endur e an i nfi ni t e number
of st r ess cycl es , t hat i s, t he st r ess at whi ch
t he S-N di agr am becomes and appear s t o
r emai n hor i zont al . The exi s t ence of a fa-
t i gue l i mi t is t ypi cal f or car bon and l ow-
al l oy st eel s. Fo r many var i abl e- ampl i t ude
l oadi ng condi t i ons t hi s is t r ue; but f or con-
di t i ons i nvol vi ng per i odi c over s t r ai ns , as is
t ypi cal f or many act ual component s , l arge
changes in t he l ong-l i fe fat i gue r esi st ance
can occur ( see t he di s cus s i on in t he sect i on
" Compa r i s on of Fat i gue Test i ng Tech-
ni ques " in t hi s ar t i cl e) .
F a t i g u e s t r e n g t h , whi ch shoul d not be con-
f used wi t h f at i gue l i mi t , is t he st r ess t o
whi ch t he mat er i al can be s ubj ect ed f or a
speci fi ed number of cycl es. The t er m fa-
t i gue st r engt h is used for mat er i al s, such as
most nonf er r ous met al s, t hat do not exhi bi t
wel l - def i ned fat i gue l i mi t s. I t is al so used t o
des cr i be t he fat i gue behavi or of car bon and
l ow- al l oy st eel s at st r esses gr eat er t han t he
fat i gue l i mi t .
Stress Co n c e n t r a t i o n Factor. Concent r at -
ed st r ess in a met al is e vi de nc e d by sur f ace
di scont i nui t i es such as not ches , hol es, and
s cr at ches and by changes in mi cr os t r uct ur e
M i n i m u m s t r e s s , ksi
- 100 - 50 0 50 100 150 200
20O
150
"~ I00 "~
50
0
- 1000 - 800 600 - 400 200 0 200 400 600 800 1000 1200 1400
Mi ni mum stress, MPa
Const ant - l i f et i me f at i gue di agr am f or AISI-SAE 4340 al l oy st eel bars, har dened and t emper ed t o a t ensi l e
F i g . 3 st rengt h of 1035 MPa (150 ksi) and t est ed at var i ous t emper at ur es. Sol i d l i nes r epr esent dat a obt ai ned
f r om unnot ched speci mens; dashed l i nes r epr esent dat a f r om speci mens havi ng not ches wi t h Kt = 3.3. Al l l i nes
r epr esent l i f et i mes of t en mi l l i on cycl es. Sour ce: Ref 5
620
550
485
~. 415
345
E
275
E
210
140
7O
0!
103
I
o
\
o
\
I I I 9 0
Not ched
O Unnot ched 80
Runout
I 70
60 . -
5O
E
40 E
30 }
2O
10
0
104 105 10 s 107 10 a
Fati gue l i fe, cycl es
Room t emper at ur e S- Ncur ves f or not ched and unnot ched AISI 4340 al l oy steel wi t h a t ensi l e st r engt h r ' . * ,
4
HS " of 860 MPa (125 ksi). Stress rat i o, R, equal s - 1. 0. Sour ce: Ref 4
such as i ncl usi ons and t her mal heat af f ect ed
zones. The t heor et i cal st r ess concent r at i on
f act or , Kt , is t he r at i o of t he gr eat es t el ast i -
cal l y cal cul at ed st r ess in t he r egi on of t he
not ch (or ot her st r ess concent r at or ) t o t he
cor r es pondi ng nomi nal st r ess. Fo r t he de-
t er mi nat i on of Kt, t he gr eat est st r ess in t he
r egi on of t he not ch is cal cul at ed f r om t he
t heor y of el ast i ci t y or by f i ni t e- el ement
anal ysi s. Equi val ent val ues may be der i ved
exper i ment al l y. An exper i ment al st r ess
concent r at i on f act or is a rat i o of st r ess in a
not ched speci men t o t he st r ess in a smoot h
( unnot ched) speci men.
F a t i g u e n o t c h f a c t o r , K r, is t he r at i o of t he
f at i gue st r engt h of a s moot h ( unnot ched)
s peci men t o t he f at i gue st r engt h of a
not ched s peci men at t he s ame number of
cycl es. The fat i gue not ch f act or will var y
wi t h t he life on t he S-N cur ve and wi t h t he
mean st r ess. At high s t r es s l evel s and shor t
cycl es , t he f act or is us ual l y l ess t han at
l ower st r ess l evel s and l onger cycl es be-
caus e of a r educt i on of t he not ch ef f ect by
pl ast i c def or mat i on.
F a t i g u e n o t c h s e n s i t i v i t y , q, is det er mi ned
by compar i ng t he f at i gue not ch f act or , Kr,
and t he t heor et i cal st r ess concent r at i on fac-
676 / Service Characteristics of Carbon and Low-Alloy Steels
1240 180
1105
965
~ 825
E \
690 . . ~ ~ o " ~ . ~
550 " ~ ~ " '
415 . . . . . . . .
" * - . . , , , . ,
275
103
Tensile strengths
o 1836 MPa
1435 MPa
1090 MPa
860 MPa
Runout
""-,- .._ . ~=.
L, . . , i . . . . . .
o
O
, . .
10 7
160
140
120
E
100 E
80
60
40
10 4 10 5 10 e 10 8
Fat i gue l i fe, cycles
Room t emper at ur e S- Nc u r v e s f o r Al Sl 4340 al l oy steel wi t h var i ous ul t i mat e t ensi l e st r engt hs and wi t h
I : | .
5
" ' b R = - 1 . 0 . Sour ce: Ref 4
760
690
620
55O
,,~
485
E
= 415
E
345
275
210
mOI b ~ q
"4
~ OmgmD
' e , , ,
ta~oi
OQIO O
I Ioo~
110
O Room t emper at ur e 100
315 C
A 427oc
538C 90
" - ~ Runout
BQO0
80 . -
70
E
6O E
5o ~
QmA
~mO48~QD 4O
&-
3O
150 20
103 104 10 s 10 e 107 10 s
Fat i gue life, cycles
S- Nc ur v es at var i ous t emper at ur es f or AIS14340 al l oy steel wi t h an ul t i mat e t ensi l e st r engt h of 1090 MPa
F i g , 6 (158 ksi). Stress r at i o, R, equal s - 1 . 0 . Sour ce: Ref 4
t or , K, , f or a s peci men of a gi ven si ze
cont ai ni ng a st r ess c onc e nt r a t or of a gi ven
shape and si ze. A c ommon def i ni t i on of
fat i gue not ch s ens i t i vi t y is:
Kf - I
q - ( Eq 4)
K t - 1
in whi ch q may var y bet ween 0 ( wher e Kt- =
1, no effect ) and ! ( wher e K t. = Kt , full
effect ). Thi s val ue may be st at ed as a per -
cent age. As t he f at i gue not ch f act or var i es
wi t h t he posi t i on on t he S-N cur ve, so does
not ch sensi t i vi t y. Mos t met al s t end t o be-
come mor e not ch sensi t i ve at l ow s t r es s es
and l ong cycl es . I f t hey do not , it ma y be
t hat t he fat i gue s t r engt hs f or t he s moot h
( unnot ched) s peci mens ar e l ower t han t hey
coul d be becaus e of sur f ace i mper f ect i ons .
Mos t met al s ar e not f ul l y not ch sensi t i ve
under high s t r es s es and a l ow number of
cycl es. Under t hese condi t i ons, t he act ual
peak st r ess at t he base of t he not ch is par t l y
in t he pl ast i c st rai n condi t i on. Thi s r esul t s
in t he act ual peak st r ess bei ng l ower t han
t he t heor et i cal peak el ast i c st r ess used in
t he cal cul at i on of t he t heor et i cal st r ess con-
cent r at i on f act or .
Stress-Based Appr oa c h To Fatigue
The design of a machi ne el ement t hat will
be subj ect ed to cycl i c l oadi ng can be ap-
pr oached by adjusting t he confi gurat i on of t he
par t so t hat t he cal cul at ed st resses fall safely
bel ow t he requi red line on an S-N plot. In a
st r ess- based anal ysi s, t he mat eri al is assumed
to def or m in a nomi nal l y el ast i c manner, and
local pl ast i c strains are negl ect ed. To t he
ext ent t hat t hese appr oxi mat i ons are valid,
t he st r ess- based appr oach is useful. These
assumpt i ons i mpl y t hat all t he st resses will
essent i al l y be el ast i c.
The S-N pl ot shown in Fi g. 4 pr es ent s
dat a for AI S I - S AE 4340 st eel , heat t r eat ed
t o a t ensi l e st r engt h of 1035 MPa (150 ksi) in
t he not ched and unnot ched condi t i on. Fi g-
ur e 5 shows t he combi nat i ons of cycl i c
s t r es s es t hat can be t ol er at ed by t he same
st eel when t he s peci mens ar e heat t r eat ed t o
di f f er ent t ensi l e st r engt hs ranging f r om 860
t o 1790 MPa (125 t o 260 ksi).
The effect of e l e va t e d t emper at ur e on t he
f at i gue behavi or of 4340 st eel heat t r eat ed to
1035 MPa (150 ksi ) is shown in Fi g. 6. An
i ncr eas e in t e mpe r a t ur e r educes t he fat i gue
st r engt h of t he st eel and is most del et er i ous
f or t hose appl i cat i ons in whi ch t he st r ess
r at i o, R, lies be t we e n 0. 4 and 1.0 (Fi g. 3). A
de c r e a s e in t e mpe r a t ur e may i ncr ease t he
fat i gue l i mi t of st eel ; however , par t s wi t h
pr eexi s t i ng cr acks may al so show decr eas ed
t ot al life as t e mpe r a t ur e is l ower ed, becaus e
of accompanyi ng r educt i ons in cri t i cal
cr ack si ze a n d f r act ur e t oughness.
Fi gur e 7 s hows t he effect of not ches on
t he fat i gue be ha vi or of t he ul t rahi gh-
st r engt h 300M st eel . A K t val ue of 2 is
obt ai ned in a s peci men havi ng a not ch radi -
us of about ! mm (0.040 in.). For smal l
par t s , such a r adi us is oft en cons i der ed
l arge enough t o negat e t he st r ess concent r a-
t i on as s oci at ed wi t h any change in sect i on.
The si gni fi cant ef f ect of not ches, even t hose
wi t h l ow st r ess concent r at i on f act or s, on
t he fat i gue be ha vi or of t hi s st eel is appar ent .
Dat a such as t hos e pr es ent ed in Fi g. 3 t o
7 may not be di r ect l y appl i cabl e t o t he
desi gn of s t r uct ur es becaus e t hese gr aphs
do not t ake i nt o account t he effect of t he
speci f i c st r ess concent r at i on as s oci at ed
wi t h r eent r ant cor ner s , not ches, hol es,
j oi nt s , rough sur f aces, and ot her si mi l ar
condi t i ons pr es ent in f abr i cat ed par t s. The
l ocal i zed high s t r es s es i nduced in f abr i cat ed
par t s by st r ess r ai ser s ar e of much gr eat er
i mpor t ance for cycl i c l oadi ng t han for st at i c
l oadi ng. St r ess r ai s er s r educe t he fat i gue life
si gni f i cant l y bel ow t hos e pr edi ct ed by t he
di r ect compar i s on of t he smoot h speci men
fat i gue st r engt h wi t h t he nomi nal cal cul at ed
s t r es s es for t he par t s in quest i on. Fabr i cat -
ed par t s in si mul at ed ser vi ce have been
f ound t o fail at l ess t han 50 000 r epet i t i ons
of l oad, even t hough t he nomi nal st r ess was
f ar bel ow t hat whi ch coul d be r epeat ed
many mi l l i ons of t i mes on a smoot h, ma-
chi ned speci men.
Correction Factors for Test Data. T h e
avai l abl e f at i gue da t a nor ma l l y ar e f or a
speci f i c t ype of l oadi ng, s peci men si ze,
and sur f ace r oughne s s . Fo r i nst ance, t he
R. R. Moor e r ot a t i ng- be a m f at i gue t est ma-
chi ne uses a 7.5 mm (0.3 i n. ) di am speci -
men t hat is f r ee of any st r ess concent r a-
t i ons ( be c a us e of s pe c i me n shape and a
s ur f ace t hat has been pol i s hed t o a mi r r or
f i ni sh) , and t hat is s ubj e c t e d t o c ompl e t e l y
r e ve r s e d bendi ng s t r es s es . Fo r t he f at i gue
F a t i g u e R e s i s t a n c e o f S t e e l s / 677
1380
1240 c
1105 ~
965 o ~
o o
830 o ~
~ o
~60oE . ~
"~ 550 ~ .
415 " ' ~ . ~ ' ~
275 -..
~ . . , ~ . , ~
~ " " - l
140 " ' ' " "
0
10 3
O Unnot ched
K t = 2
t~ K t 3
K, 5
--~ aunout
I
OC,.~
C
0
,L
0 0 0 0 ; D
200
180
160
140
120
100 E
3
E
8 0 "'~
104 105 106 107 108
Fatigue life, cycl es
Room- t emper at ur e S- A/ cur ves f or a 300M steel wi t h an ul t i mat e t ensi l e st rengt h of 2000 MPa (290 ksi)
F i g . 7 havi ng var i ous not ch severi t i es. Stress r at i o, R, equal s 1.0. Sour ce: Ref 4
limits used in desi gn cal cul at i ons, Juvi nal l
( Ref 6) suggest s t he cor r ect i on of fat i gue
life dat a by mul t i pl yi ng t he fat i gue limit
f r om t est i ng, Ni, by t hr ee f act or s t hat t ake
i nt o account t he var i at i on in t he t ype of
l oadi ng, part di amet er , and surface r ough-
ness:
Tensi l e strength, ksi
50 75 100 125 150 175 200 225
1.1 L L t l I I I I
1.0 J
~ M i r r o r - p l i shed
s p e c i m e n
0.9
~o ~ne-grouL""
or commerci al l y
0.8
~ pol i shed part
=~ 07 \
o ~ \X Machi ned part ~
~ 0 . 5 ~ ~ \ N ~ ~ , ~ Ho t - r o l l e d )art
0.4 ~ . ~ As-forged part
03 , , ~ , ~ -~
Part corroded ~
0.2 in t ap wat er
0.1 - - Par t cor r oded i n
sal t wat er
0 I I
300 500 700 900 1100 1300 1500 1700
Tensi l e strength, MPa
Surface r oughness cor r ect i on factors f or stan-
IZ;rl Q
" ' 8 " o dar d r o t a t i n g - b e a m f at i gue l i f e t est i ng of
steel parts. See Tabl e I f o r cor r ect i on f act ors f r om par t
di amet er and t y pe of l oadi ng. Source: Ref 6
De s i gn f a t i gue l i mi t = K] . Kd Ks Ni
(Eq 5)
where Kl is t he correct i on f act or f or t he
t ype of loading, K d for t he part di amet er,
and K S f or t he surface roughness. Val ues of
these fact ors are given in Tabl e I and Fig. 8.
Strain-Based Approach To Fatigue
A strain-based appr oach t o fatigue, devel -
oped for t he analysis of l ow-cycl e fatigue
dat a, has pr oved t o be useful f or anal yzi ng
long-life fatigue dat a as well. The appr oach
can t ake i nt o account bot h elastic and plas-
tic responses t o applied loadings. The dat a
are present ed on a log-log pl ot similar in
shape t o an S- N cur ve; t he value pl ot t ed on
i Aep Ae e
Ae
Ao
F i g . 9 Stress-strain hysteresis l oop. Source: Ref 7
T a b l e 1 C o r r e c t i o n f a c t o r s f o r s u r f a c e
roughness (Ks) , t y pe o f l o a d i n g ( K 0 , a n d
p a r t d i a m e t e r ( g d ) , f o r f a t i g u e l i f e o f steel
p a r t s
F a c t o r ~ - V a l u e f o r l o a d i n g i n
B e n d i n g T o r s i o n T e n s i o n "
g I . . . . . . . . . . . . . . . . . . . . . . . 1. 0 0. 5 8 0. 9 ( a)
g,
wh e r e d -< 10 mm
(0. 4 i n. ) . . . . . . . . . . . . . . 1.0 1. 0 1. 0
wh e r e 10 mm ( 0. 4 i n. )
< d ~ 50 mm (2 i n . ) . . . 0. 9 0. 9 1. 0
Se e
K~ . . . . . . . . . . . . . . . . . . . . . . . Fi g. 8.
(a) A l ower value (0.06 to 0.85) may be used to t ake into account
known or suspect ed undet ermi ned bendi ng because of load ec-
cent ri ci t y. Source: Ref 6
t he absci ssa is t he number of strain rever-
sals (twice t he number of cycl es) t o failure,
and t he ordi nat e is t he strain ampl i t ude (half
t he strain range).
Duri ng cycl i c loading, t he st ress-st rai n
rel at i onshi p can usual l y be descr i bed by a
l oop, such as t hat shown in Fig. 9. For
purel y elastic loading, t he l oop becomes a
straight line whose slope is t he elastic mod-
ulus, E, of t he material. The occur r ence of a
hyst eresi s l oop is most common. The defi-
nitions of t he plastic strain range, A%, t he
elastic strain range, A%, t he total strain
range, AEt, and t he st ress range, A(r, are
i ndi cat ed in Fig. 9. A series of fat i gue t est s,
each havi ng a di fferent total strain range,
will gener at e a series of hyst er esi s l oops.
For each set of condi t i ons, a char act er i st i c
number of strain reversal s is neces s ar y t o
cause failure.
As shown in Fig. 10, a pl ot on l ogari t hmi c
coor di nat es of t he plastic por t i on of the
strain ampl i t ude (half t he pl ast i c strain
range) versus t he fatigue life of t en yields a
straight line, descr i bed by t he equat i on:
A~ p t c
T = e f ( 2 Nf ) ( E q 6)
wher e e~. is t he fat i gue duct i l i t y coeffi ci ent , c
is t he fatigue duct i l i t y exponent , and Nf is
t he number of cycl es t o failure.
Because t he condi t i ons under whi ch elas-
tic strains have t he great est i mpact on fa-
tigue behavi or are t he long-life condi t i ons
wher e st ress-based anal ysi s of fat i gue is
appropri at e, t he effect s of elastic strain on
fatigue are chart ed by pl ot t i ng st ress ampli-
t ude (half t he st ress range) ver sus fatigue
life on l ogari t hmi c coor di nat es. As shown in
Fig. 11, t he resul t is a st rai ght line havi ng
t he equat i on:
Act
-~ - = cr'f(2Nf) b (Eq 7)
wher e cr;- is t he fat i gue st rengt h coeffi ci ent
and b is t he fat i gue st rengt h exponent .
The elastic strain range is obt ai ned by
dividing Eq 7 by E:
Ae (r'f
- -~ (2Nf) b (Eq 8)
L
6 7 8 / S e r v i c e C h a r a c t e r i s t i c s o f C a r b o n a n d L o w - A l l o y Steels
I I
e~ = ~f = 0.58
~= 0.1 ~ c o e f f i c i e n t
E
.E A%_ ei(2N0 ~ 0.58(2Nf) o.~7 =
0.01 / 2
.o_~ ~ /
~- Fat i gue d u c t i l i t y
e x p o n e n t = s l ope = c = 0.57
" a l l 0 3
10-4
I 0 I 0 0 1 0 3 I 0 4 I 0 s I 0 e
Reversals t o f ai l ur e, 2Nf
F i g . 1 0 Du c t i l i t y ver sus f at i gue l i f e f o r a n n e a l e d AISI-SAE 4340 st eel . Sour ce: Ref 8
107
69 0 0 0 104
g_
" 6900 [ 103 ~..1
~r~ = ~ r f = 1200 MPa
~ Fat i gue s t r e n g t h c o e f f i c i e n t
( ~ ~ ~ ' - ' " ~ , . o. . _. , _, . ~ ] / ~{ r a = (r~(2Nf) b = 174(2Nf ) 009
: 690 100 .~
E Fat i gue s t r e n g t h / ~ ~ ~ E
e x p o n e n t = s l ope = b = 0.09
69 10 --~
< <
6.9 1
1 0 1 0 0 1 0 3 1 0 4 I 0 S I 0 ~ 1 0 7
Rever sal s t o f a i l u r e , 2Nf
St r engt h ver sus f at i gue l i f e f o r a n n e a l e d AISI-SAE 4340 st eel . The e q u a t i o n f o r t he act ual stress
Fig. 11 a mp l i t u d e , %, is s h o wn i n ksi uni t s. Sour ce: Ref 8
The total strain range is t he sum of t he
elastic and plastic component s, obt ai ned by
addi ng Eq 6 and 8 (see Fig. 12):
Ae ~ ri
-~ = ~'r(2Nf)"+ ~ -(2Nt-) t' (Eq 9)
For l ow-cycl e fatigue condi t i ons (frequent l y
f ewer t han about 1000 cycl es t o failure), the
first t erm of Eq 9 is much larger t han the
second; t hus, anal ysi s and design under
such condi t i ons must use t he st rai n-based
appr oach. For long-life fatigue condi t i ons
(frequent l y mor e t han about 10 000 cycl es
t o failure), t he second t erm domi nat es, and
t he fatigue behavi or is adequat el y descri bed
by Eq 7. Thus, it becomes possi bl e t o use
Eq 7 in st ress-based anal ysi s and design.
Fi gure 13 shows t he fatigue life behavi or
of t wo hi gh-st rengt h plate steels f or whi ch
ext ensi ve fatigue dat a exist. ASTM A 440
has a yield st rengt h of about 345 MPa (50
ksi); the ot her steel is a propri et ary grade
hardened and t empered t o a yield st rengt h
of about 750 MPa (110 ksi). Under long-life
fatigue condi t i ons, the higher-strength steel
can accommodat e higher strain ampl i t udes
f or any specified number of cycl es; such
strains are elastic. Thus, stress and strain
are proport i onal , and it is apparent t hat the
higher-strength steel has a higher fatigue
limit. With l ow-cycl e fatigue condi t i ons,
however , the more ductile l ower-st rengt h
steel can accommodat e higher strain ampli-
tudes. For l ow-cycl e fatigue condi t i ons (in
whi ch the yield strength of the material is
exceeded on ever y cycle), t he lower-
strength steel can accommodat e more strain
reversal s before failure for a specified strain
amplitude. For strain amplitudes of 0.003 t o
0.01, the t wo steels have the same fatigue
life, 104 to 10 s cycl es. For this part i cul ar
strain amplitude, most steels have t he same
fatigue life, regardless of their strength lev-
els. Heat treating a steel t o different hard-
ness levels does not appreci abl y change the
fatigue life for this strain amplitude (Fig.
14).
Fuchs and St ephens ' s t ext (Ref 9), Pro-
ceedings of the SAE Fatigue Conference
(Ref 10), and t he r ecent l y published updat e
t o the SAE Fatigue Design Handbook (Ref
11) provi de much additional detail on the
use of st at e-of-t he-art fat i gue analysis meth-
ods. In fact, the chapt er outline for the
latter wor k, shown in Fig. 15, provi des an
excellent checkl i st of f act or s t o include in a
fatigue analysis.
M e t a l l u r g i c a l V a r i a b l e s
o f F a t i g u e B e h a v i o r
The metallurgical vari abl es having the
most pr onounced effect s on the fatigue be-
havi or of car bon and low-alloy steels are
strength level, ductility, cleanliness of the
steel, residual st resses, surface conditions,
and aggressi ve envi r onment s. At least part-
ly because of the charact eri st i c scat t er of
fatigue t est i ng dat a, it is difficult to distin-
guish the di rect effects of ot her variables
such as composi t i on on fatigue from their
effects on the st rengt h level of steel. Refer-
ence 3 addresses some excel l ent research in
the area of mi cr ost r uct ur e and its effect on
fatigue.
S t r e n g t h Level. For most steels with hard-
nesses bel ow 400 HB (not including precip-
itation hardeni ng steels), t he fatigue limit is
about hal f the ultimate tensile strength.
Thus, any heat t r eat ment or alloying addi-
tion t hat i ncreases the st rengt h (or hard-
ness) of a steel can be expect ed t o increase
its fatigue limit as shown in Fig. 5 for a
low-alloy steel ( AI SI 4340) and in Fig. 16 for
vari ous ot her low-alloy steels as a function
of hardness. However , as shown in Fig. 14
f or medi um- car bon steel, a higher hardness
(or strength) may not be associated with
i mproved fatigue behavi or in a l ow-cycl e
regi me ( < 10 3 cycl es) because ductility may
be a mor e i mport ant fact or.
D u c t i l i t y is general l y i mport ant t o fatigue
life onl y under l ow-cycl e fatigue conditions.
Except i ons to this include spect rum loading
where t here is an occasi onal overl oad with
millions of smaller cycl es, or ext remel y
brittle materials where cr ack propagat i on
domi nat es. The fatigue-ductility coefficient,
~ ;., can be est i mat ed f r om t he reduct i on in
area occur r i ng in a t ensi on test.
C l e a n l i n e s s of a steel refers to its relative
f r eedom f r om nonmet al l i c inclusions. These
inclusions general l y have a deleterious ef-
fect on t he fatigue behavi or of steels, par-
ticularly f or long-life appl i cat i ons. The t ype,
number, size, and di st ri but i on of nonmetal-
lic inclusions may have a great er effect on
the fatigue life of car bon and alloy steel than
will di fferences in composi t i on, mi crost ruc-
ture, or st ress gradi ent s. Nonmet al l i c inclu-
0.1
E
. =
0.01
10 3
10 4
- + = . . . . + . . . .
/~.' p
2" (from Fig. 10) " / " ~
O- a AE e
E - 2 (from Fig. 11)
10 100 103 104 105 106 107
Reversals t o failure, 2Nf
Total strain versus fati gue l i fe f or annealed AISI-SAE 4340 steel. Data are same as in Fig. 10 and 11.
F i g . 12 Source: Ref 8
sions, however , are rarel y t he prime cause
of the fatigue failure of pr oduct i on part s; if
t he design fatigue propert i es were deter-
mined using speci mens cont ai ni ng inclu-
sions r epr esent at i ve of t hose in the parts,
any effects of t hese inclusions woul d al-
ready be i ncor por at ed in t he test results.
Great care must be used when rating t he
cleanliness of a steel based on metallo-
graphi c exami nat i on t o ensure t hat t he lim-
ited sample size (vol ume rated) is repre-
sent at i ve of t he critical area in t he final
component .
Points on t he l ower curve in Fig. 17
represent the cycl es t o failure f or a few
speci mens from one bar selected f r om a lot
consi st i ng of several bars of 4340H steel.
L ar ge spherical inclusions, about 0.13 mm
\ \
& 1 ~ e 0 0 ~
' \
i o o \
\ 200
--"6 ~ N ~ Hardness' HB
O 0.01
~ ~ 200
10 3
1 10 100 103 104 105 106 107
Stress reversals t o failure
Effect of hardness level on pl ot of total strain versus fati gue life. These are predicted pl ots f or typical
r ; n
1 4
H~ , medi um-carbon steel at t he indicated hardness levels. The predi cti on met hodol ogy is descri bed
under t he headi ng "Notches" in this article.
c
0.03
0.01
0.001
F a t i g u e R e s i s t a n c e o f S t e e l s / 6 7 9
Proprietary H S L A ~
690 MPa (100 ksi) rain UTS
0.0004
102 103 104 105 106 107
Cycles to failure
Total strain versus fati gue l i fe f or t wo high-
r - ' n
1 3
H~ , strength l ow-al l oy (HSLA) steels. Steels are
ASTM A 440 having a yi el d strength of about 345 MPa
(50 ksi) and a propri et ary quenched and t empered
HSLA steel having a yi el d strength of about 750 MPa
(110 ksi). Source: Ref 7
(0.005 in.) in di amet er, wer e obser ved in t he
fract ure surfaces of t hese speci mens. The
inclusions were identified as silicate parti-
cles. No spherical i ncl usi ons larger t han
0.02 mm (0.00075 in.) were det ect ed in t he
ot her speci mens.
L ar ge nonmet al l i c i ncl usi ons can oft en be
det ect ed by nondest r uct i ve i nspect i on;
steels can be sel ect ed on t he basis of such
i nspect i on. Vacuum melting, whi ch reduces
t he number and size of nonmet al l i c inclu-
sions, i ncreases t he fat i gue limit of 4340
steel, as can be seen in Tabl e 2. I mpr ove-
ment in fatigue limit is especi al l y evi dent in
t he t r ansver se di rect i on.
Surface conditions of a metal part, partic-
ularly surface i mperfect i ons and r oughness,
can r educe the fatigue limit of t he part. This
effect is most appar ent f or hi gh-st rengt h
steels. The i nt errel at i onshi p bet ween sur-
face roughness, met hod of pr oduci ng t he
surface finish, st rengt h level, and fatigue
limit is shown in Fig. 8, in whi ch t he ordi-
nat e represent s t he f r act i on of fatigue limit
relative t o a pol i shed t est speci men t hat
could be ant i ci pat ed f or t he combi nat i on of
st rengt h level and surface finish.
Fret t i ng is a wear phenomenon t hat oc-
curs bet ween t wo mat i ng surfaces. It is
adhesi ve in nat ure, and vi brat i on is its es-
sential causat i ve fact or. Usual l y, fretting is
accompani ed by oxi dat i on. Fret t i ng usual l y
occur s bet ween t wo tight-fitting surfaces
t hat are subj ect ed t o a cycl i c, relative mo-
t i on of ext r emel y small ampl i t ude. Fr et t ed
regions are highly sensi t i ve t o fatigue crack-
ing. Under fret t i ng condi t i ons, fatigue
cr acks are initiated at ver y l ow st resses,
well bel ow t he fat i gue limit of nonfret t ed
speci mens.
Decar bur i zat i on is t he depl et i on of car-
bon f r om t he surface of a steel part. As
i ndi cat ed in Fig. 18, it significantly reduces
t he fatigue limits of steel. Decar bur i zat i on
of f r om 0.08 t o 0.75 mm (0.003 t o 0.030 in.)
6 8 0 / Ser vi ce Cha r a c t e r i s t i c s o f C a r b o n a n d L o w- Al l o y Steels
Def i ne t he pr obl em and l ogi cal steps t o a sol ut i on
Eval uat e basic mat er i al s pr oper t i es
Choose anal yt i cal or exper i ment al appr oach
(or a combi nat i on)
Consi der how t he f at i gue pr oper t i es
of t he real par t mi ght di f f er
Defi ne t he forces acti ng on t he st ruct ure
Transl ate l oads i nt o stresses and/ or
st rai ns and l i kel y sites f or crack i ni t i at i on
Eval uat e f at i gue l i fe and f ai l ur e l ocat i on
Det er mi ne whet her t here is ei t her a
pr edi ct i on or occurrence of f at i gue
f ai l ures. If so, consi der al t ernat i ves
Exami ne document ed case hi st ori es f or
suggest i ons of possi bl e course of act i on
Do f ai l ur e anal ysi s t o hel p cl ari f y
t he source(s) of t he pr obl em
Eval uat e t he need t o make changes
in t he desi gn and/ or anal ysi s
Fi g. 15 Checkl i st of factors i n fati gue analysis. Source: Ref 11
Over vi ew and
general f at i gue
desi gn consi der at i ons
Mat er i al s
pr oper t i es
,L
Effect of processi ng
on f at i gue
per f or mance
I
Servi ce hi st or y I
det er mi nat i on
Strain measurement I
and flaw detection
St ruct ural l i fe
eval uat i on
I
Fai l ure
anal ysi s
I
Vehicle
si mul at i on
Numeri cal
anal ysi s met hods
I Fati gue l i fe
pr edi ct i on
I
Assessment of results I
I
and c ons i de r at i on
of further actions
I
I Case I
hi st ori es
I If f at i gue desi gn pr obl ems
are evi dent , r eexami ne
al l per t i nent el ement s
of t he desi gn and anal ysi s
on AI S I - S AE 4340 not ched s peci mens t hat
have been heat t r eat ed t o a st r engt h l evel of
1860 MPa (270 ksi) r educes t he fat i gue l i mi t
al mos t as much as a not ch wi t h K t = 3.
When s ubj ect ed to t he same heat t r eat -
ment as t he cor e of t he par t , t he decar bur -
i zed sur f ace l ayer is we a ke r and t her ef or e
l ess r es i s t ant t o fat i gue t han t he cor e. Har d-
eni ng a par t wi t h a de c a r bur i z e d sur f ace can
al so i nt r oduce r esi dual t ensi l e s t r es s es ,
whi ch r educe t he f at i gue l i mi t of t he mat e-
rial. Res ul t s of r es ear ch st udi es have i ndi -
cat ed t hat fat i gue pr oper t i es l ost t hr ough
decar bur i zat i on can be at l east par t i al l y
r egai ned by r ecar bur i zat i on ( car bon r est o-
r at i on in t he sur f aces) .
Residual Stresses. The fat i gue pr ope r t i e s
of a met al ar e si gni f i cant l y af f ect ed by t he
r esi dual s t r es s es in t he met al . Compr e s s i ve
resi dual st r esses at t he sur f ace of a par t can
i mpr ove its fat i gue life; t ensi l e resi dual
st r esses at t he sur f ace r educe fat i gue life.
Benefi ci al compr es s i ve r esi dual st r esses
may be pr oduced by sur f ace al l oyi ng, sur-
f ace har deni ng, mechani cal (cold) wor ki ng
of t he surface, or by a combi nat i on of t hese
pr oces s es . In addi t i on t o i nt r oduci ng com-
pr essi ve r esi dual st r esses, each of t hese
pr oces s es st r engt hens t he sur f ace l ayer of
t he mat er i al . Because most real compo-
nent s al so r ecei ve si gni fi cant bendi ng and/
or t or si onal l oads, wher e t he st r ess is high-
est at t he surface, compr es s i ve sur f ace
st r esses can pr ovi de si gni fi cant benefi t t o
fat i gue.
Surface Alloying. Car bur i zi ng, car boni -
t ri di ng, and ni t ri di ng ar e t hr ee pr oces s es for
sur f ace al l oyi ng. The t echni ques r equi r ed t o
achi eve t hese t ype s of sur f ace al l oyi ng ar e
di s cus s ed in Vol ume 2 of t he 8th Edi t i on
and Vol ume 4 of t he 9th Edi t i on of Metals
Handbook. In t hes e pr oces s es , car bon, ni-
t r ogen, or bot h e l e me nt s ar e i nt r oduced i nt o
t he sur f ace l ayer of t he st eel part . The
sol ut e at oms s t r engt hen t he surface l ayer of
t he st eel and i ncr eas e i t s bul k rel at i ve t o t he
met al bel ow t he sur f ace. The case and cor e
of a car bur i zed st eel par t r es pond di fferent -
ly t o t he same heat t r eat ment ; because of its
hi gher car bon cont ent , t he case is har der
af t er quenchi ng and har der af t er t emper i ng.
To achi eve maxi mum ef f ect i veness of sur-
f ace al l oyi ng, t he sur f ace l ayer must be
much t hi nner t han t he t hi ckness of t he par t
t o maxi mi ze t he ef f ect of t he resi dual st r ess-
es; however , t he sur f ace l ayer must be t hi ck
enough t o pr event oper at i ng st r esses f r om
af f ect i ng t he mat er i al j us t bel ow t he sur f ace
l ayer . Fi gur e 19 shows t he i mpr ovement in
f at i gue l i mi t t hat can be achi eved by ni t ri d-
ing. A par t i cul ar advant age of surface al l oy-
ing in t he r es i s t ance t o fat i gue is t hat t he
al l oyed l ayer cl os el y f ol l ows t he cont our s of
t he part .
Surface Hardening. I nduct i on, f l ame, la-
ser , and el ect r on be a m har deni ng sel ect i ve-
ly har den t he s ur f ace of a st eel part ; t he
st eel must cont ai n suffi ci ent car bon to per -
mi t har deni ng. In each oper at i on, t he sur-
f ace of t he par t is r api dl y heat ed, and t he
par t is quenched ei t her by ext er nal l y ap-
pl i ed quenchant or by i nt ernal mass effect .
Thi s t r eat ment f or ms a sur f ace l ayer of
mar t ens i t e t hat is bul ki er t han t he st eel
beneat h it. Fur t he r i nf or mat i on on t hese
pr oces s es may be f ound in Vol ume 2 of t he
8th Edi t i on and Vol ume 4 of t he 9th Edi t i on
of Metals Handbook. I nduct i on, f l ame, la-
ser , and el ect r on beam har deni ng can pr o-
duce benefi ci al sur f ace resi dual st r esses
t hat ar e c ompr e s s i ve ; by compar i s on, sur-
f ace r esi dual s t r es s es r esul t i ng from t hr ough
har deni ng ar e of t en t ensi l e. Fi gur e 20 com-
par es t he fat i gue life of t hr ough- har dened,
car bur i zed, and i nduct i on- har dened t r ans-
mi ssi on shaft s.
Fi gur e 21 s hows t he i mpor t ance of t he
pr ope r case dept h on fat i gue life; t he har d-
ened case must be deep enough to pr event
oper at i ng s t r es s es f r om affect i ng t he st eel
beneat h t he case. Howe ve r , it shoul d be
t hi n enough to maxi mi ze t he ef f ect i veness
of t he r esi dual s t r es s es . Thr ee advant ages
of i nduct i on, f l ame, l aser , or el ect r on beam
har deni ng in t he r es i s t ance of fatigue ar e:
The cor e may be heat t r eat ed t o any
appr opr i at e condi t i on
The pr oces s es pr oduc e r el at i vel y l i t t l e
di st or t i on
The par t may be machi ned bef or e heat
t r eat ment
Mechanical working of t he surface of a
st eel par t ef f ect i vel y i ncr eas es t he r esi s-
t ance t o fat i gue. Shot peeni ng and ski n
rol l i ng ar e t wo met hods f or devel opi ng com-
F a t i g u e R e s i s t a n c e o f S t e e l s / 6 8 1
, i i i l i i ii!il ii iiiiiiiii !'"
0 t o 2 i~in. f i n i s h
900 130 = = = = = = = = = = = = = = = = = = = = = = = = = = = = = = = = : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : :
. . . . iii::i::i::i:.;i:.ilZiiZii!i!! !!Z;!; Z Z ; ZZ~ ;iiiil;iiiilZ~ iiii~ i!~ !i!ii~ !~ !i!i!i;i!ii!;~ ;!i;i!;i;!i!
800
E 700 =
:= ~ ! ! ! ! i ~ i ! i ! iii~iii~il iiO/i:i:~:i:i:~:!:O!!!!i!!!!!l!!!!!!!!~!;~!!i~iill iii iiiiiiiiiiiiiiiill ii i l i i i i " i ' i ' i " ~ 100 ~D
0 0 0 i i i i l l i i i i i i i i 1 i i i i i i i ! i ! i i i i i i ! i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i ! i i i i i i ; i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i i I i i i J i ! i i i i i i i i i i i i i i i i i i ! i -
~ ili!iiiiiiiiii::i:;:i~ i::i::iii i iiiliiiiiiiiiiiiiiiiiiiiii i iiiii::ililili i i?:iii:~i:: i::iii::i::iii::i::iili::i i::iii::i::ii::ii::i;:i::iiiii!ililili::iiii?:ilililili i iii:;ilili!iii::!::i i lii?:i::;ii::i;:;ii::iiiiiiiii!i::i::i!iiiii::iil ill ill ii iiiiii i iiiiiiiiiii fill
_.:iiiiiiii!:ii!::si!ii~::ii:i:ili::i:i .::.:i:: ::ii.:: ::.i ::.::.:: ::.:.::: ~ 70
, o 0 , ' , i i i i i i i i i i i i i i i i i i i i i i i i ' i i i i i ' i ' i i i i i , o 4 . o l o 4 o o 1 , 0
20 30 40 50 60 70
Ha r d n e s s , HRC
Ef f e c t o f c a r b o n c o n t e n t a n d h a r d n e s s o n f a t i g u e l i mi t o f t h r o u g h - h a r d e n e d a n d t e m p e r e d 4140, 4053,
1 6
" ~ " a n d 4063 st eel s. See t h e s e c t i o n s " C o m p o s i t i o n " a n d " S c a t t e r o f D a t a " i n t hi s a r t i c l e f or a d d i t i o n a l
d i s c u s s i o n s .
1 1 0 0
1000
900
E 800
<
700
o Small inclusions
Large inclusions
60~03 104 105 106 107 108
140
120 . ~
100
Number of cycles t o failure
Ef f e c t o f n o n m e t a l l i c i n c l u s i o n si ze on f a t i g u e . St eel s w e r e t w o l ot s o f AI SI - SAE 4 3 4 0 H; o n e l o t ( l o w e r
1 7
" b " c u r v e ) c o n t a i n e d a b n o r m a l l y l ar ge i n c l u s i o n s ; t h e o t h e r l o t ( u p p e r c u r v e ) c o n t a i n e d s ma l l i n c l u s i o n s .
pressi ve residual st resses at the surface of
t he part. The i mpr ovement in fatigue life of
a cr ankshaf t t hat results f r om shot peeni ng
is shown in Fig. 19. Shot peeni ng is useful in
r ecover i ng t he fatigue resi st ance lost
t hr ough decar bur i zat i on of the surface. De-
car bur i zed speci mens similar t o t hose de-
scri bed in Fig. 18 were shot peened, raising
t he fat i gue limit f r om 275 MPa (40 ksi) aft er
decarburi zi ng t o 655 MPa (95 ksi) after shot
peeni ng.
Tensile residual stresses at the surface of a
steel part can sever el y r educe its fatigue
limit. Such residual st resses can be pro-
duced by t hrough hardeni ng, col d drawi ng,
welding, or abusi ve grinding. For applica-
tions i nvol vi ng cycl i c loading, parts con-
taining t hese residual st resses should be
given a st ress relief anneal if feasible.
Aggressive environments can subst ant i al l y
r educe t he fatigue life of steels. In t he
absence of t he medi um causi ng corrosi on, a
pr evi ousl y cor r oded surface can subst an-
tially reduce t he fatigue life of t he steel, as
shown in Fig. 8. Additional i nformat i on on
corrosi on fatigue is cont ai ned in Vol umes 8
and 13 of t he 9th Edition of Metals Hand-
book.
Grain size of steel influences fatigue be-
havi or indirectly t hrough its effect on t he
strength and fract ure t oughness of t he steel.
Fi ne-grai ned steels have great er fatigue
strength t han do coarse-grai ned steels.
Composition. An i ncrease in car bon con-
t ent can i ncrease t he fatigue limit of steels,
particularly when the steels are har dened t o
45 HRC or higher (Fig. 16). Ot her alloying
el ement s may be required t o attain t he
desired hardenabi l i t y, but t hey general l y
have little effect on fatigue behavi or.
Microstructure. For speci mens havi ng
comparabl e st rengt h levels, resi st ance t o
fatigue depends somewhat on mi crost ruc-
ture. A t emper ed mart ensi t e st ruct ure pro-
vides t he highest fatigue limit. However , if
t he st ruct ure as- quenched is not fully mar-
1800
I I I
0 N o t decar bur i zed
De c a r b u r i z e d
1 5 0 0 j
o
1200 De o
O
W
900 0
o
"~ o
600
<
n O~ C - ~ - - - -
m
3oo -~ - '
0 0
103 104 105 10 ~ 107 108
N u m b e r o f c y c l e s t o f a i l u r e
250
20O
1 5 0
100 E
<
50
Ef f e c t o f d e c a r b u r i z a t i o n o n t h e f a t i g u e b e -
Fig. 18 h a v i o r o f a s t e e l
tensitic, t he fat i gue limit will be l ower (Fig.
22). Pearlitic st r uct ur es, part i cul arl y t hose
with coar se pearl i t e, have poor resi st ance t o
fatigue. S-N cur ves f or pearlitic and sphe-
roi di zed st ruct ures in a eut ect oi d steel are
shown in Fig. 23.
Macrostructure di fferences t ypi cal of
t hose seen when compar i ng ingot cast t o
cont i nuousl y cast steels can have an effect
on fatigue per f or mance. While t here is no
i nherent di fference bet ween t hese t wo t ypes
of steel aft er rolling t o a similar reduct i on in
area f r om t he cast i ngot , bl oom, or billet,
ingot cast steels will t ypi cal l y recei ve much
l arger reduct i ons in ar ea (with subsequent
refi nement of grain si ze and inclusions) t han
will cont i nuousl y cast billets when rolled t o
a const ant size. Ther ef or e, t he billet size of
cont i nuousl y cast steels becomes i mpor t ant
t o fatigue, at least as it relates t o t he size of
t he material f r om whi ch t he part was fabri-
cat ed.
A significant amount of research has
shown t hat f or t ypi cal st ruct ural applica-
tions, st rand cast r educt i on rat i os shoul d be
above 3:1 or 5:1, al t hough many desi gners
of critical forgi ngs still insist on reduct i on
ratios great er t han 10:1 or 15:1. These larger
reduct i on ratio r equi r ement s will frequent l y
precl ude t he use of cont i nuousl y cast steels
because t he requi red cast er size woul d be
larger t han exi st i ng equi pment . While this
may not be a maj or pr obl em at this time,
steel t rends suggest t hat t her e will be ver y
little domest i c and al most no off-shore ingot
cast material avai l abl e at any cost within t he
next t wo decades. The pr obl em will be
r educed as l arger and l arger cast ers, ap-
proachi ng bl oom and i ngot sizes, are in-
stalled.
Creep-Fatigue I n t e r a c t i o n . At t empera-
t ures sufficiently el evat ed t o pr oduce creep,
creep-fat i gue i nt eract i on can be a f act or
affect i ng fatigue resi st ance. I nf or mat i on on
creep-fat i gue i nt eract i on is cont ai ned in t he
article " El evat ed- Temper at ur e Propert i es
of Ferri t i c St eel s" in this Vol ume.
682 / Service Characteristics of Carbon and Low-Alloy Steels
1200
160
,/- Ni t r i ded crankshafts 140
1000 ~ . ~ ~ ~ ~ 120
8
~ S h o t p d . . . . . . . . kshafts
~ ~ ::!i!S:::: . 108
g ~ : test bars ~"
=
,~ 8oo ~ ~ 80
heat treated / n
500 crankshafts zx //
/
/
/
Transverse /
.~, test bars
,oo
6
350 i
105 lO 6 ~ ~
r ,~, m
Z
Fatigue limits,
Cycles. t o fai l ure standard test bars
Effect of ni t ri di ng and s hot pe e ni ng on f at i gue behavi or . Compar i s on be t we e n f at i gue limits of
F i g . 1 9 cr anks haf t s ( S- Nbands ) and f at i gue limits of s epar at e t est bars, whi ch ar e i ndi cat ed by pl ot t ed poi nt s
at ri ght . Steel was 4340.
Table 2 Improvement in the fatigue limits of SAE 4340 steel with the reduction of
nonmetallic inclusions by vacuum melting compared to electric furnace melting
Longitudinal Transverse fatigue Ratio of
f a t i g ue limit(a) limit(a) t rans vers e t o Ha r dne s s ,
MPa ksi MPa ksi longitudinal HRC
El ect ri c f ur nace mel t ed . . . . . . . . . . 800 116 545 79 0.68 27
Vacuum mel t ed . . . . . . . . . . . . . . . . . 960 139 825 120 0.86 29
(a) Determined in repeated bending fatigue test (R - 0L Source: Ref 12
The orientation of cycl i c st r ess r el at i ve t o
t he f i ber axi s or rol l i ng di r ect i on of a st eel
can af f ect t he fat i gue l i mi t of t he st eel .
Fi gur e 24 s hows t he di f f er ence bet ween t he
fat i gue l i mi t of s peci mens t aken par al l el t o
t he rol l i ng di r ect i on and t hos e t aken t r ans-
ver s e t o it. An y nonmet al l i c i ncl usi ons pr es-
ent will be el ongat ed in t he rol l i ng di r ect i on
and will r educe fat i gue life in t he t r ans ver s e
di r ect i on. The use of vacuum mel t i ng t o
r educe t he number and si ze of nonmet al l i c
i ncl usi ons t her ef or e can have a benefi ci al
effect on t r ans ver s e fat i gue r esi st ance (Ta-
bl e 2).
A p p l i c a t i o n o f F a t i g u e D a t a
The appl i cat i on of f at i gue dat a in engi-
neer i ng desi gn is compl i cat ed by t he char-
act er i st i c s cat t er of f at i gue dat a; var i at i ons
in sur f ace condi t i ons of act ual par t s; vari a-
t i ons in manuf act ur i ng pr oces s es such as
bendi ng, f or mi ng, and wel di ng; and t he un-
cer t ai nt y of envi r onment al and l oadi ng con-
di t i ons in ser vi ce. I n spi t e of t he scat t er of
fat i gue dat a, it is pos s i bl e to est i mat e ser-
vi ce life under cycl i c l oadi ng. It is essent i al
to vi ew such es t i mat es f or what t hey are,
t hat is, es t i mat es of t he mean or aver age
per f or mance, and t o r ecogni ze t hat t here
may be l arge di s cr epanci es bet ween t he
es t i mat ed and act ual s er vi ce l i ves.
Scatter of Data. Fa t i gue t est i ng of t est
s peci mens and act ual machi ne component s
pr oduces a wi de s cat t er of exper i ment al
r esul t s ( see Fi g. 25 and Ref 10 for exam-
pl es). The dat a in Fi g. 25 r epr es ent fat i gue
life s i mul at ed- s er vi ce t est i ng of 25 l ot s of 12
t or si on bar s each. In t hi s pr ogr am, t he
coef f i ci ent of var i at i on, CN, defi ned as t he
r at i o of t he s t andar d devi at i on of t he mean
val ue, of fat i gue life was 0.28. In Tabl e 3,
t he r ange of val ues of t he coeffi ci ent of
var i at i on for fat i gue st r engt h is compar ed
wi t h t hose for ot her mechani cal pr oper t i es.
For s peci mens t es t ed near t he fatigue
l i mi t , t he pr obabl e r ange of fatigue life be-
comes so l arge t hat it is poi nt l ess t o com-
put e a coef f i ci ent of var i at i on for fat i gue
life. I ns t ead, val ues of CN ar e cal cul at ed for
t he f at i gue limit. Appr oxi ma t e l y 1000 fa-
t i gue s peci mens wer e made from a single
heat of ai r cr af t qual i t y 4340 st eel ; all wer e
t aken par al l el t o t he f i ber axi s of t he st eel .
The s peci mens wer e heat t r eat ed t o t hr ee
di f f er ent st r engt h l evel s and pol i shed to a
sur f ace r oughness of 0 t o 0.050 i~ m (0 to 2
txin.). Fat i gue l i mi t s f or t hes e speci mens are
gi ven in t er ms of t he per cent survi vi ng 10
mi l l i on cycl es (Fi g. 26). It shoul d be not ed
t hat t he s cat t er i ncr eas es as the st rengt h
l evel is i ncr eas ed; a si mi l ar t rend is shown
in Fi g. 16.
,1 .o [
20 shafts
, 3 2 0
6 shafts
1035
5 shafts
1137
5 shafts
0.2 0.4 0.6 0.8 1.0
Number of c y c l es t o fai l ure, mi l l i ons
1.2
Surface hardness,
Steel HRC Hardening process
4140 . . . . . . . . . . . . . . . . . . 36--42
4320 . . . . . . . . . . . . . . . . . . 4(~ 46
1035 . . . . . . . . . . . . . . . . . . 42-48
1137 . . . . . . . . . . . . . . . . . . 42-48
Through har dened
Carburi zed to 1.0-1.3 m (0.040-0.050 in.)
Induct i on har dened to 3 mm (0.120 in.)
min effect i ve dept h (40 HRC)
Induct i on har dened to 3 mm (0.120 in.)
min effect i ve dept h (40 HRC)
Effect of carburizing and surface hardening on fatigue life. Comparison of carburized, through-hardened, and induction-hardened transmission shafts tested
Fig. 2 0 in torsion. Arrow in lower bar on chart indicates that one shaft had not failed after the test was stopped at the number of cycles shown.
I
2.64-3.02 mm ~ " ~ / / ~
case, 5 axl es
I
3. 20- 3. 53 mm
case, 5 axl es Y/'/,///////////'//~
I I I
0.2 0.3 0.4 0.5
Millions of cycles to failure
"qsrl'" '~1 Effect of case dept h on fati gue life. Fatigue
tests on i nduct i on-hardened 1038 steel au-
t omobi l e axle shafts 32 mm (1V4 in.) in di ameter. Case
depth ranges given on the chart are depths t o 40 HRC.
Shafts wi t h l ower fati gue life had a t ot al case depth t o
20 HRC of 4.5 t o 5.2 mm (0.176 t o 0.206 in.), and shafts
wi t h hi gher fati gue life, 6.4 t o 7.0 mm (0.253 t o 0.274
in.). Load in t orsi on fati gue was 2030 N m (1500 f t
Ibf), and surface hardness was 58 t o 60 HRC af t er
hardening.
Vari at i on f r om heat t o heat with the same
steel is great er t han vari at i on within a single
heat. Fi gure 27 shows the vari at i ons in
fatigue limit among five heat s of 8740 steel;
all speci mens were har dened and t emper ed
t o 39 HRC. Speci mens t aken f r om heat E
were gi ven a vari et y of heat t reat ment s, all
of whi ch resul t ed in a hardness of 39 HRC.
The vari at i ons in fatigue limit resulting f r om
t hese heat t reat ment s are al so shown in Fig.
27.
Addi t i onal scat t er of fatigue dat a is likely
to resul t f r om vari at i ons in case dept h,
surface finish, di mensi ons of t he part or
speci men, or envi ronment al or residual
stresses. Axial load tests f or fatigue proper-
ties are consi der ed mor e conser vat i ve t han
rot at i ng bendi ng tests but have the advan-
tage of obt ai ni ng i nformat i on on fatigue
propert i es at vari ous mean stresses.
Es t i ma t i n g F a t i g u e P a r a me t e r s . In t he
st rai n-based appr oach t o fatigue, five pa-
ramet ers ((r~ , b, e~ , c, and E) are used t o
descri be fatigue behavi or. These par ame-
ters can be det ermi ned experi ment al l y; t yp-
ical val ues (whi ch shoul d not be consi dered
averages or mi ni mums) obt ai ned for several
materials are given in Tabl e 4. In t he ab-
sence of experi ment al l y det ermi ned val ues,
t hese par amet er s have been est i mat ed f r om
uniaxial t ensi on t est results. The use of
t hese par amet er s (either experi ment al l y de-
t ermi ned or est i mat ed values) t o predi ct
fatigue behavi or onl y appr oxi mat es act ual
behavi or and shoul d never be subst i t ut ed
for full-scale t est i ng of actual part s under
servi ce condi t i ons.
Ta b l e 3 C o e f f i c i e n t s o f v a r i a t i o n f o r
m e c h a n i c a l p r o p e r t i e s
Coe f f i c i e nt o f
Me c ha ni c a l p r o p e r t y vari at i on, (Cn)(a)
El ast i c mo d u l u s . . . . . . . . . . . . . . . . . . . . . . . 0. 03
Ul t i ma t e t ens i l e s t r e ngt h . . . . . . . . . . . . . . . 0. 05
Br i nel l h a r d n e s s . . . . . . . . . . . . . . . . . . . . . . . 0. 05
Te ns i l e yi el d s t r e ngt h . . . . . . . . . . . . . . . . . . 0. 07
Fr a c t u r e t o u g h n e s s . . . . . . . . . . . . . . . . . . . . 0. 07
Fa t i gue s t r e ngt h . . . . . . . . . . . . . . . . . . . . . . . 0. 08 t o 1.0
(a) Coefficient of variation, C, , is the standard deviation divided
by the mean value. Source: Ref 12
Fatigue Resistance of Steels / 683
700
650
~; 600
_E
,~ 550
u_
500
450
\
100
o 1340 90 . -
4042 . ~
4340 ._E
D 5140 80 ~
~ ~ a0B40
~ Z~ LL
~ Q
Al l specimens 36 HRC
70
60
400
100 80 60 40 20
Mart ensi t e, %
Effect of martensite cont ent on fati gue limit. Data are based on standard rotati ng-beam fati gue
F i g , ' ~ ' ~ s p e c i me n s of al l oy s t e e l s 6. 3 mm (0. 250 in. ) in d i a me t e r wi t h p o l i s h e d s u r f a c e s .
350
300
o~
. Z
50 Pr o p e r t y Sphe r o i di t e Pearl i t e
~ -
~, 676 (98)
40 ~' 248 (361(b)
250 P e a r l i t e ~ . - ~ : "*~
~ . 17.8
Mean l i fe ~ , 35
Calculated 25. 8
20n 20 range 30 89
o 5 106 107 108
Number of cycles to failure (a) L ower yield point. (b) 0.1% offset yield strength
Effect of mi c r o s t r u c t u r e o n f a t i gue b e h a v i o r of c a r b o n s t e e l ( 0. 78% C, 0. 27% Mn , 0. 22% Si, 0. 016% S,
Fig. 2 3 a n d 0. 011% P)
Te ns i l e s t r e ngt h,
MPa ( ksi ) . . . . . . . . . 641 (93)
Yi el d s t r e ngt h,
MPa (ksi ) . . . . . . . . . 49 0 (71)(a)
El ongat i on in 50
mm (2 i n. ), % . . . . . 28. 9
Re d u c t i o n in
a r e a , % . . . . . . . . . . . 57. 7
Ha r d n e s s , HB . . . . . . 9 2
As descri bed earlier, the fatigue st rengt h
coefficient, ~ r~ , is t he i nt ercept of t he t rue
stress amplitude-fatigue life pl ot at one re-
versal. The fatigue strength exponent , b, is
t he slope (al ways negative) of this line.
For steels with hardnesses bel ow 500 HB,
~r~ may be approxi mat ed by:
i
( r f = Su + 345 ( E q 10a)
where cr~ and Su, t he ultimate tensile
strength, are given in MPa, or by:
I
~ rr = Su + 5 0 ( E q 10b)
wher e ~r~ and Su ar e gi ven in ksi. I f the
tensile st rengt h is not known, it may be
appr oxi mat ed at 3.4 MPa (500 psi) times the
Brinell har dness number .
The value of t he fat i gue st rengt h expo-
nent , b, is usual l y about - 0. 085. I f t he steel
has been fully anneal ed, t he val ue of b may
be as high as - 0 . 1 . I f t he steel has been
severel y col d wor ked, t he val ue of b may be
as l ow as - 0. 05 .
0oo ]
- - Transverse
.~ 600
= E
~ 400
200
4140 X4340 4027 4063 4032
Hardness, HRC 30 32 44 46
No . o f Av e r a g e t e ns i l e Ha r d n e s s ,
St e e l t e s t s ( a) s t r e n g t h , MPa (ksi) HRC
I00 L o n g i t u d i n a l t e s t s
.~ 4027 . . . . . . . . . . . . . 11 1179 (171) 37- 39
,~ 4063 . . . . . . . . . . . . . 12 1682 (244) 47- 48
80
E
4032 . . . . . . . . . . . . . 11 1627 (236) 46- 48
60 .~ T r a n s v e r s e t e s t s
u_ 4027 . . . . . . . . . . . . . l 0 1130 (164) 34- 39 . 5
40 4063 . . . . . . . . . . . . . 9 1682 (244) 47- 48. 5
4032 . . . . . . . . . . . . . 10 1254 (182) 47. 5- 48. 5
(a) Number of fatigue specimens. For 4140 steel, 50 longitudinal
and 50 t ransverse speci mens were tested: for 4340 steel, I(1
longitudinal and 10 t ransverse specimens were used,
Effect of specimen ori ent at i on on fati gue limit. Ori ent at i ons are relative t o t he f i ber axis resul ti ng f r om
Fi g. 2 4 hot wor ki ng on t he fati gue l i mi t of l ow-al l oy steels. Through-hardened and t empered specimens, 6.3
mm (0.250 in.) in di ameter, wer e taken f r om pr oduct i on billets. Specimens f or each grade wer e f r om the same
heat of steel, but t he tensile and fati gue specimens wer e heat treated separately, accounti ng f or one discrepancy
in hardness readings between t he chart and t he tabul ati on above. Fatigue l i mi t is f or 100 106 cycles.
6 8 4 / Ser vi ce Ch a r a c t e r i s t i c s o f Ca r b o n and L o w- Al l o y Steels
Table 4 Cycl i c and monotonic properties of selected as-received and heat-treated steels
F o r a m o r e c o m p l e t e , u p - t o - d a t e l i s t i n g o f c y c l i c - f a t i g u e p r o p e r t i e s , s e e R e f 1 3 .
1 - - S A E st eel - - ] U l t i m a ~
Bri nel l tensile s t r e ng t h Re duc t i on
Gr a d e h a r d n e s s , HB Condi t i on( a) MP a ksi i n a r e a , %
Mo dul us o f elasticity
GPa 10 6 psi
Yi e l d s t r e n g t h
MP a ksi
Cyc l i c strain
har de ni ng
e xpone nt
1006 85 . . . . . . . . . . . . . . . . . As - r e c e i v e d 318 46. 1 73
1018 106 . . . . . . . . . . . . . . . . . As - r e c e i v e d 354 51. 3
1020 108 . . . . . . . . . . . . . . . . . As - r e c e i v e d 39 2 5 6. 9 64
1030- 128 . . . . . . . . . . . . . . . . . As - r e c e i v e d 454 65 . 8 59
1035 . . - . . . . . . . . . . . . . . . . As - r e c e i v e d 476 69 . 0 56
1045 . . . . . . . . . . . . . . . . . . . As - r e c e i v e d 671 9 7. 3 44
1045 39 0 . . . . . . . . . . . . . . . . . Q T 1343 19 4. 8 59
1045 450 . . . . . . . . . . . . . . . . . Q T 1584 229 . 7 55
1045 500 . . . . . . . . . . . . . . . . . Q T 1825 265 51
1045 59 5 . . . . . . . . . . . . . . . . . Q T 2240 325 41
4142 380 . . . . . . . . . . . . . . . . . Q T 1412 205 48
4142 450 . . . . . . . . . . . . . . . . . Q T 1757 255 42
4142 670 . . . . . . . . . . . . . . . . . Q T 2445 355 6
4340 242 . . . . . . . . . . . . . . . . . As - r e c e i v e d 825 120 43
4340 409 . . . . . . . . . . . . . . . . . Q T 1467 213 38
S AE 9 5 0X . . . . . . . . . . . . . . . . . As - r ol l e d 438 63. 5 64
S AE 9 60X . . . . . . . . . . . . . . . . . . As - r ol l e d 480 70 -
S AE 9 80X . . . . . . . . . . . . . . . . . As - r ol l e d 652 9 4. 6 75
206 30 224 32. 5 0. 21
200 29 236 34: 2 0. 27
186 27 233 33. 8 0. 26
206 30 248 36 0. 29
196 28. 4 270 39 0. 24
216 31. 3 353 5 1. 2 0. 22
206 30 842 122 0. 09
206 30 1069 155 0. 09
206 30 1259 182. 6 0. 12
206 30 1846 267. 7 0. 10
206 30 9 66 140 0. 14
206 30 1160 168 0. 11
200 29 2238 324. 6 0. 07
192 27. 8 467 67. 7 0. 17
200 29 876 127 0. 13
206 30 339 49 . 2 0. 14
206 30 417 60. 5 0. 14
206 30 514 74. 5 0. 13
] - - S A E st eel - - I Cyc l i c Fat i gue s t r e ng t h
Bri nel l s t r e n g t h coef f i ci ent coef f i ci ent (Or)
Gr a d e h a r d n e s s , HB MP a ksi I MPa ksi I
F a t i g u e F a t i g u e
s t r e n g t h Fat i gue duc t i l i t y d u c t i l i t y
e x p o n e n t ( b ) c o e f f i c i e nt , e~ e x p o n e n t ( c )
1006 85 . . . . . . . . . . . . . . . . . . 813 118 756
1018 106 . . . . . . . . . . . . . . . . . . 1259 182. 6 782
1020 108 . . . . . . . . . . . . . . . . . . 1206 175 850
1030 128 . . . . . . . . . . . . . . . . . . 1545 224 9 02
1035 . . . . . . . . . . . . . . . . . . . . . 1185 172 9 06
1045 ' ' " . . . . . . . . . . . . . . . . . . 1402 203. 3 1099
1045 39 0 . . . . . . . . . . . . . . . . . . 1492 216. 4 1408
1045 450 . . . . . . . . . . . . . . . . . . 1874 271. 8 1686
1045 500 . . . . . . . . . . . . . . . . . . 2636 382. 3 2165
1045 59 5 . . . . . . . . . . . . . . . . . . 349 8 507. 3 3047
4142 380 . . . . . . . . . . . . . . . . . . 2259 327. 6 1820
4142 450 . . . . . . . . . . . . . . . . . . 2359 342. 1 2017
4142 670 . . . . . . . . . . . . . . . . . . 3484 505. 3 2727
4340 242 . . . . . . . . . . . . . . . . . . 1384 200. 7 1232
4340 409 . . . . . . . . . . . . . . . . . . 1950 283 1898
S AE 9 5 0X - . . . . . . . . . . . . . . . . . . 79 6 115. 4 800
S AE 9 60X ' ' . . . . . . . . . . . . . . . . . . 9 69 140. 5 89 5
S AE 9 80X " ' - . . . . . . . . . . . . . . . . . . 1135 164. 6 1146
(a) QT, q u e n c h e d a n d t e mp e r e d . S o u r c e : R e f 10
109 . 6 - 0 . 1 3 1. 22 - 0 . 67
1 1 3 . 4 - 0 . 1 1 0 . 1 9 - 0 . 4 1
123. 2 - 0 . 1 2 0. 44 - 0 . 5 1
130. 8 - 0 . 1 2 0. 17 - 0 . 4 2
131. 4 - 0 . I I 0. 33 - 0 . 4 7
159 . 4 - 0 . I I 0. 5 2 - 0 . 5 4
204. 2 - 0 . 0 7 1.51 - 0 . 85
244. 5 - 0 . 0 6 0. 9 7 - 0 . 83
314 - 0 . 0 8 0. 22 - 0 . 66
4 4 1 . 9 - 0 . 1 0 0. 13 - 0 . 79
264 - 0 . 0 8 0. 65 - 0 . 76
29 2. 5 - 0 . 0 8 0. 85 - 0 . 9 0
39 5. 5 - 0 . 0 8 0. 06 - 1.47
178. 7 - 0 . 1 0 0. 5 3 - 0 . 5 6
275 . 3 - 0 . 0 9 0. 67 - 0 . 64
116 - 0 . 1 0 1. 23 - 0 . 62
130 - 0 . 0 9 0 . 4 6 - 0 . 65
166. 2 - 0 , 0 9 1. 10 - 0 . 72
3O
o 2o
d:l
E
Z
10
/ /
NN
50 1 O0
2 5 l o t s , 3 0 0 p a r t s
S
150 200 250
S e r v i c e l i f e , 1 0 0 0 cycles
D i s t r i b u t i o n o f f a t i g u e l i f e t i m e s f r o m s i m u l a t e d s e r v i c e f a t i g u e t e s t s o f f r o n t s u s p e n s i o n t o r s i o n b a r
25
" " b s p r i n g s o f 5 1 6 0 H s t e e l . S i z e o f h e x a g o n a l b a r s e c t i o n wa s 32 m m (1. 25 i n. ) ; m e a n s e r v i c e l i f e , 134 000
c y c l e s ; s t a n d a r d d e v i a t i o n , 37 000 c y c l e s ; c o e f f i c i e n t o f v a r i a t i o n s , 0. 28.
Fo r a f at i gue l i fe o f mo r e than a mi l l i on
c y c l e s , t he u s e o f t h e s e pa r a me t e r s in Eq 7
pr o v i de s a s l i ght l y l o we r e s t i ma t e o f f at i gue
l i mi t than t he f r e que nt l y us e d rul e o f t humb
t hat t he f at i gue l i mi t i s hal f t he ul t i mat e
t e ns i l e s t rengt h.
The f at i gue duct i l i t y c o e f f i c i e nt , ~ , i s
a ppr o x i ma t e d by t he t rue f ract ure duc t i l i t y,
el , whi c h can be c al c ul at e d f r om t he reduc-
t i on in area in a t e ns i on t e s t by:
( , 0 0
Ef ~ " Ef = I n \ 1 0 0 - %R A/ ( E q 1 I )
I f t he r e duc t i on in area (% RA) can be
e s t i ma t e d f r o m hardnes s l e v e l s , t ypi cal val -
ue s o f e~ can t hen be appr oxi mat e d by the
us e o f Eq I 1. For e x a mp l e :
Wi t h har dne s s l e s s t han 200 HB, RA i s
a ppr o x i ma t e l y 65%, and e~- = i . 0
Wi t h har dne s s b e t we e n 200 and 300 HB,
RA i s a ppr o x i ma t e l y 40%, and el. = 0. 5
Wi t h har dne s s gr e at e r than 400 HB, RA
is a ppr o x i ma t e l y 10%, and e~. = 0.1
The f at i gue- duct i l i t y c o e f f i c i e nt , e~-, shoul d
be e s t i ma t e d f r o m a me a s ur e d pe r c e nt o f
RA rat her than obt ai ne d by usi ng t he s e
a ppr o x i ma t e v a l ue s , i f po s s i bl e .
The f at i gue- duct i l i t y e x p o n e n t , c, has ap-
pr o x i ma t e l y t he s a me v a l ue ( - 0 . 6 ) f or mo s t
duct i l e s t e e l s . S e v e r e c ol d wor ki ng ma y
rai se t he val ue o f c t o - 0 . 7 ; anneal i ng or
t e mpe r i ng at a high t e mpe r a t ur e ma y reduce
c t o about - 0 . 5 .
The e l as t i c mo d u l u s ( Yo u n g ' s modul us ) ,
E, i s t he s l o pe o f t he e l a s t i c port i on o f the
uni axi al s t r e s s - s t r ai n c ur v e . For mo s t
s t e e l s , it has a v a l ue o f a bo ut 200 GPa (29
10 6 ps i ) . Furt her i nf or mat i on on e s t i mat i ng
t he s e f at i gue pa r a me t e r s ma y be f ound in
Re f 10. As a c h e c k o n e s t i ma t i ng , t he res ul t s
s houl d be c o mp a r e d wi t h t he dat a for a
s i mi l ar mat eri al in Tabl e 4.
F a t i g u e R e s i s t a n c e o f S t e e l s / 6 8 5
800
700
600
500
<
400
300
800
T e n s i l e s t r e n g t h , k s i
120 160 200 240
J
I I
50% survi val
_- - - - - - - - - - 90%
9 9 %
2 8 0
I
110
100
L~
90
e0
E
70
<
60
50
1100 1400 1700 2000
T e n s i l e strength, MPa
Scatter of f at i gue l i mi t data. Based on t he survival after 10 mi l l i on cycles of appr oxi mat el y 1000
F i g . 26 speci mens, at one heat, of AISI-SAE 4340 steel wi t h tensi l e strengths of 995, 1320, and 1840 MPa (144,
191, and 267 ksi). Rotati ng-beam f at i gue speci mens tested at 10 000 t o 11 000 rev/mi n. Coef f i ci ent s of vari at i on,
CN, range f r om 0.17 t o 0.20.
800 800
750
700
650
E
600
~- 5 5 0
5 0 0
I I I
F i v e h e a t s , s a m e
- - h e a t t r e a t m e n t - -
D
]
110
750
I I I
O n e h e a t , d i f f e r e n t _
h e a t t r e a t m e n t s - -
~oo ~ #. 700
E E 650
0 l D-
9 0 ~ ~ 600
80 ~ ~ 55o
500
450 450
A B C D E E E1 E2 E3 Ea Es
Specimen designation Specimen desi gnati on
1 1 0
100
.,__"
E
90 '---
Y_
80
70
Ha r d n e s s , Te ns i l e s t r e n g t h Yi el d s t r e ng t h El o ng a t i o n i n Re d u c t i o n o f
Spe c i me n( a ) HRC MPa ksl MPa ksi 50 m m (2 in.), % a r e a , %
F i v e h e a t s , s a m e h e a t t r e a t m e n t
A . . . . . . . . . . . . . . . . . . . 39.1 1250 181 1205 175 14.7 56. 0
B . . . . . . . . . . . . . . . . . . . 39.3 1225 178 1185 172 15.3 56. 7
C . . . . . . . . . . . . . . . . . . . 38. 2 1235 179 1185 172 15.3 52. 3
D . . . . . . . . . . . . . . . . . . . 39.1 1235 179 1170 170 15.0 55. 0
E . . . . . . . . . . . . . . . . . . . 39. 7 1270 184 1220 177 13.7 55. 3
O n e h e a t , d i f f e r e n t h e a t t r e a t m e n t s t o p r o d u c e t h e s a m e h a r d n e s s
E . . . . . . . . . . . . . . . . . . . 39. 7 1270 184 1220 177 13.7 55.3
El ( b ) . . . . . . . . . . . . . . . . 40. 3 1260 183 1250 181 13.0 55. 7
E2(c) . . . . . . . . . . . . . . . . 39. 3 1270 184 1210 176 14.3 54.3
E3(d) . . . . . . . . . . . . . . . . 38. 7 1270 184 1220 177 15.7 54.3
E4(e) . . . . . . . . . . . . . . . . 39 . 0 1275 185 1230 178 14.3 55. 3
Es(O . . . . . . . . . . . . . . . . . 37. 8 1230 178 1170 170 14.7 58.3
(a) The letters A, B, C, D, and E indicate different heats of 8740 steel. Specimens were normalized at 900 C (1650 F) 1 h and air cooled;
austenitized at 825 C (1520 F) I h and oil quenched; tempered 2 h. (b) Austenitized at 815 C (1500 F) 1/z h and oil quenched; tempered
2 h. (c Normalized at 900 C (1650 FJ 1 h and air cooled; austenitized at 840 C (1540 F) l V4h and oil quenched; tempered 2 h. (d)
Normalized at 900 C (1650 F) 1 h and air cooled; austenitized at 815 C (1500 F) IA h and oil quenched; tempered 2 h. (e) Austen t zed
at 840 C (1540 FI 1 V4h and oil quenched; tempered 2 h. (f) Homogenized at 1150 C (2100 F) 24 h and air cooled; normalized at 900 C
(1650 F) 1 hr and air cooled; austenitized at 825 C (1520 F) 1 h and oil quenched; tempered 2 h
F i g . 2 7 Vari ati ons in fati gue l i mi t f or di f f er ent heats and heat t reat ment s
Estimating Fatigue Life. Desi gners of ma-
chi ne component s t o be subj ect ed t o cycl i c
loading woul d like t o be able t o predi ct t he
fatigue life f r om basi c materials par amet er s
and anticipated loading pat t erns. However ,
the scat t er of fatigue dat a is so great t hat t he
likelihood of accur at e predi ct i ons is ex-
t remel y low. The met hods and approxi ma-
tions in this article and in Ref 10, 11, and 13
t o 15 can pr ovi de some indication of fatigue
life. Effort s t o est i mat e fatigue life when
servi ce t emper at ur es make creep-fat i gue in-
t eract i on a f act or are di scussed in t he article
" El evat ed- Temper at ur e Propert i es of Fer-
ritic St eel s" in this Vol ume.
In a specific situation, t he assessment of
t he ser i ousness of fatigue is aided by a
knowl edge of t he cycl i c strains i nvol ved in
fatigue at vari ous lives. Cert ai n generaliza-
tions are useful guidelines f or ductile steels:
I f t he peak l ocal i zed strains are compl et e-
ly r ever sed and t he total range of strain is
less t han SJE, fatigue failures are likely
t o occur in a large number of cycl es or not
at all
I f t he total strain range is gr eat er t han 2%
(ampl i t ude -+ 1%), fat i gue failure will
pr obabl y occur in less t han 1000 cycl es
Part confi gurat i ons t hat pr event t he use
of t he duct i l i t y of t he metal and metals
t hat have limited ductility are highly sus-
cept i bl e t o fat i gue failures
Wi t h r espect t o long-life fat i gue, t he rel-
ative magni t ude of t he change in fatigue
st rengt h due t o processi ng may be crudel y
est i mat ed by t he relative changes pr oduced
in ul t i mat e tensile st rengt h and in hardness.
I f t he duct i l i t y change is al so measur ed and
if t he qual i t at i ve effects of vari ous pro-
cesses on di fferent t ypes of metal are
known, mor e refined est i mat es of t he
change in fat i gue behavi or can be made
wi t hout resort i ng t o ext ensi ve fatigue test-
ing.
Fat i gue life may be est i mat ed by inserting
a cal cul at ed strain ampl i t ude and t he appro-
priate mat eri al s par amet er s f r om Tabl e 4
i nt o Eq 9 and t hen solving f or t he number of
cycl es t o failure, Nf. Wher e def or mat i on is
purel y elastic, a cal cul at ed st ress ampl i t ude
and Eq 7 may be used. The cal cul at ed
fatigue life must be adj ust ed t o compensat e
f or st ress concent r at i ons, surface finish,
and t he pr esence of aggressi ve envi ron-
ment s, as descr i bed in Fig. 8 and Ref 6 t o
1 I. Al t ernat i vel y, t he cal cul at ed st ress may
be adj ust ed by usi ng st ress concent r at i on
f act or s such as t hose in Ref 16 and 17. Any
of t hese cal cul at i ons i ncl udes t he assump-
t i on t hat t he l oadi ng is fully r ever sed (R =
- 1) .
Pot t er (Ref 18) has descri bed a met hod
f or appr oxi mat i ng a const ant -l i fet i me fa-
tigue di agram f or unnot ched speci mens. Us-
ing this met hod, a series of poi nt s corre-
spondi ng t o different lifetimes are
cal cul at ed and pl ot t ed al ong a di agonal line
f or R = - 1 . Each of t hese poi nt s is con-
nect ed by a st rai ght line t o t he poi nt on
anot her di agonal (R = 1.0) t hat cor r esponds
t o t he ul t i mat e tensile st rengt h. The calcu-
lated lines cor r espond well with t he exper-
imental lines. General l y, t he predi ct ed lines
r epr esent l ower st resses t han t he actual
data. Est i mat i ng fatigue par amet er s from
6 8 6 / Service Characteristics of Carbon and Low-Alloy Steels
2000
1500
#_
a~ 1200
==
I000
800
600
o No overstrai n or single over-
strain at begi nni ng of test
Periodic overstrai n
ml
250
- 200
@ f 0 0
- 100
g
150
100 103 104 105 106 107
Number of cycles to failure
Effect of overst rai n on f at i gue behavi or. Shown here is t he ef f ect of peri odi c large strain cycles on t he
2 8
H~ . fati gue l i fe of AISI-SAE 4340 steel hardened and t emper ed t o a yi el d strength of 1100 MPa (160 ksi).
Source: Ref 7
t he Bri nel l har dnes s number pr ovi des mor e
cons er vat i ve es t i mat es . Thes e r esul t s ar e
onl y a ppr oxi ma t i ons , and t he met hods may
not appl y f or e ve r y mat er i al .
Whi l e t he l i kel i hood of an accur at e life
pr edi ct i on is r el at i vel y l ow, t he use of t hese
pr oc e dur e s is still val uabl e. Ther e ar e ver y
few " n e w" par t s des i gned; most new par t s
ar e si mi l ar t o a pr evi ous l y successf ul de-
si gn, scal ed up or down or oper at i ng at a
sl i ght l y i ncr eas ed l oad. Thes e pr oc e dur e s
ar e ver y usef ul in est i mat i ng t he change in
life due t o a change in desi gn, l oad, pr o-
cessi ng, or mat er i al .
Cumulative Fatigue Damage. T h e d a t a
pr es ent ed in t hi s ar t i cl e, and most ot her
publ i shed fat i gue dat a, wer e obt ai ned f r om
cons t ant - ampl i t ude t est i ng; all t he l oad cy-
cl es in t he t est ar e i dent i cal . In act ual ser-
vi ce, however , t he l oadi ng can var y wi del y
dur i ng t he l i fet i me of a par t . Ther e have
been many a ppr oa c he s t o eval uat i ng t he
cumul at i ve ef f ect s of var i at i ons in l oadi ng
on t he f at i gue be ha vi or of st eel s. Ref er -
ences 7, 9, 10, 15, 18, and 19 des cr i be
met hods of anal yzi ng cumul at i ve damage.
A few over l oad c yc l e s can r educe t he fa-
t i gue life of st eel , even t hough t he mean
l oad ampl i t ude l i es bel ow t he fat i gue l i mi t ;
t hi s ef f ect is shown in Fi g. 28. The count i ng
of each l oad cycl e and t he r el at i ve damage
pr oduc e d must be done wi t h ext r eme accu-
r acy and car e. One met hod, rai n f l ow count -
ing ( des cr i bed in Re f 7, 9, 10, 15, 19, and
20), has been shown t o be most ef f ect i ve. In
t hi s met hod, t he cycl i c s t r es s - s t r ai n pr oper -
t i es ar e appl i ed such t hat t he hys t er es i s
behavi or of t he mat er i al (Fi g. 9) is t aken
i nt o account on each l oad excur s i on. Obvi -
ous l y, when t her e ar e mi l l i ons of i ndi vi dual
l oads i nvol ved, t he t ask becomes qui t e large.
Fr equent l y, a compl ex l oad or strain hi st or y
will be si mpl i fi ed i nt o a short bl ock r epr esent -
ing a fract i on of t he whol e, and t he damage in
t hat bl ock will be pr edi ct ed. The bl ock can
t hen be r epeat ed until failure, and component
life can be pr edi ct ed based on t he fract i on of
t he whol e r epr esent ed by t he block. In any
event , predi ct i ng fatigue behavi or under t hese
ci r cumst ances is difficult.
Not ches . Fat i gue fai l ures in ser vi ce near l y
al ways st ar t at t he r oot s of not ches. Be-
cause not ches cannot al ways be avoi ded in
desi gn (t hough t hey shoul d be avoi ded
whe ne ve r possi bl e) , some al l owance f or
not ches must be made in cal cul at i ng nomi -
nal s t r es s es duri ng t he desi gn pr ocess. A
fat i gue not ch f act or , Kt-, shoul d be i nt r o-
duced i nt o t he fat i gue life cal cul at i ons t hat
use Eq 7:
t
' a o' f
s . = ~ = ~ (2Ne) b (Eq 12)
wher e % is t he ampl i t ude of t he t rue st r ess.
The appr opr i at e val ue of Kr depends on
t he shape of t he not ch, fat i gue st r engt h,
duct i l i t y of t he met al , r esi dual st r ess, and
desi gn life of t he par t . I t s val ue var i es
bet ween 1 (no not ch effect) and t he t heor et -
ical st r ess concent r at i on f act or , K t. Ref er -
ences 16 and 17 list many useful st r ess
concent r at i on f act or s.
Fi r s t es t i mat es of not ched fatigue per f or -
mance may be based on Kr = Kt , especi al l y
for moder at el y not ched, heat - t r eat ed st eel
par t s t hat ar e expect ed t o wi t hst and many
cycl es. A val ue of Kf < Kt can be used i f a
mor e exact val ue of Kf is avai l abl e.
Fo r not ched par t s, t he val ue of Kf may be
es t i mat ed f r om t he equat i on:
Kt - 1
Kr= l + - - ( Eql 3)
1 + a/r
wher e r is t he not ch r oot r adi us; a is t he
mat er i al cons t ant dependi ng on st r engt h
and duct i l i t y.
Fo r heat - t r eat ed st eel , t he f ol l owi ng
equat i on may be used t o e s t i ma t e a:
1500 =
1250
~ o Rotatinq-beam bending -
750
Axi al
5 0 0
250
200
L ~
160
120
80
40
1 100 10 3 104 105 10 s
C y c l e s to failure
Fatigue data under axial l oadi ng and rotat-
Fi g 2 9 i ng bendi ng l oadi ng f or 4340 steel. Source:
Ref 21
( 2 0 7 0 " 8
a = 0.025 \ Su / (Eq 14a)
wher e a is gi ven in mi l l i met er s and t he
ul t i mat e t ensi l e st r engt h, S u , is gi ven in
MPa. Fo r st eel s, val ues of a range from
0.064 t o 0.25 mm. Val ues of a may al so be
est i mat ed by usi ng t he equat i on:
a \ S u / 10 . 3 ( Eq 14b)
wher e a is gi ven in i nches and So in ksi.
When t he r equi r ed desi gn life is r el at i vel y
shor t , t he ef f ect of t he not ch will be even
l ess t han i ndi cat ed by Eq 13 becaus e of t he
l arge amount of i nel ast i c st r ai n at t he r oot of
t he not ch.
At l ow fat i gue l i ves, a not ch must be
r egar ded as a st r ai n concent r at i on as well as
a st r ess concent r at i on. The pr oduct of t he
st r ai n concent r at i on f act or , K~ , and t he
st r ess concent r at i on f act or , K,,, is equal t o
t he squar e of t he t heor et i cal st r ess concen-
t r at i on f act or :
K,K,r = (Kt) 2 (Eq 15)
At l ong l i ves, t he behavi or is nomi nal l y
el ast i c so t hat K, equal s K,,, and bot h K,
and K,, ar e equal t o Kt. At shor t l i ves,
wher e K,, is nomi nal l y 1, t he st rai n concen-
t r at i on f act or is equal t o ( Kt ) 2. Usual l y,
however , K t is r epl aced by an effect i ve
val ue of Kr, as in Eq 12. Thi s r el at i on may
be r ewr i t t en as:
(Kf X AS) 2 = cra~ . E ( Eq 16)
wher e AS is t he nomi nal cal cul at ed st r ess
ampl i t ude r emot e from t he st r ess r ai ser , cr~
is t he ampl i t ude of t he t r ue st r ess (Eq 12),
and % is t he ampl i t ude of t he t r ue st rai n.
The val ue of % cal cul at ed can be used
di r ect l y on a f at i gue life di agr am, such as
Fi g. 14, t o es t i mat e t he fat i gue life of an
act ual par t .
Mean st resses may be i nt r oduced i nt o t he
above equat i ons by subst i t ut i ng t he quant i -
t y ((re - %) f or crr whe r e ve r it appear s.
Mean s t r es s es af f ect fat i gue behavi or by
i ncr easi ng t he amount of pl ast i c st rai n
whe ne ve r t he al gebr ai c sum of t he mean
and al t er nat i ng s t r es s es exceeds t he yi el d
st rengt h.
620 90
550
480
410
& 340
270
200
130
70
103
Not ched
peci men
const ant
ampl i t ude
z~S1
~ N i - - o
Load hi st or y ~
Not ched- speci men
l oad hi st or y A
o Smoot h- speci men
si mul at i on l oad
hi st or y A
Not ched- speci men
l oad hi st or y B
t~ Smoot h- speci men
si mul at i on l oad
hi st or y B
. L o a d hi st or y B
104 105 10 ~
2Nf, r ever sal s t o f ai l ur e
107
(a)
2O
10
10 e
80
70
60
5O &
40
3O
Nomi nal st r ess hi st or y f or not ched pl at e
Nomi nal st ress hi st or y f o r not ched pl at e
a
s f . s
2tS1 0 ~ t &S2
b
Si mul at i on o f l ocal st r ess- st r ai n f o r s moot h speci men
c,e,.., a
f O-, E O'mea n CTI E
Neuber cont r ol / b ~ l
hyper bol a - ' / - \ "
( b) St r e s s hi st or y A (c)
Fig. 3 0 Fat i gue dat a (a) s h o wi n g s e q u e n c e ef f ect s f o r
(2024-T4 a l u mi n u m, Kf = 2.0). Load hi st or i es A
b
2~S~ ~ t 2xS2
V c V e V'
a
Si mul at i on o f l ocal st r ess- st r ai n f o r s moot h speci men
b
d,... E
O-mean
Neuber cont
hyper bol a - ~ \
St r ess hi st or y B
n o t c h e d - s p e c i me n and s mo o t h - s p e c i me n s i mul at i ons
and B have a si mi l ar cycl i c l oad pat t er n (AS2) b u t have
sl i ght l y d i f f e r e n t i ni t i al t r ansi ent s (2xS0 wi t h e i t h e r (b) a t ens i l e l eadi ng edge ( f i r st stress peak at +~$1/2) o r (c) a
compr essi ve l eadi ng edge ( f i r st st ress peak at -$1/2). The s equenc e ef f ec t o n f at i gue l i f e (a) bec omes mo r e
p r o n o u n c e d as AS 2 bec omes smal l er . Sour ce: Ref 21
Al t hough residual st resses may be con-
sidered equi val ent t o mechani cal l y i mposed
mean st resses when t he cycl i c st ress is low,
their effect on fatigue is less t han t hat indi-
cat ed by their initial value when t he stress
or strain is high, because t he residual stress
is " was hed out " by r epeat ed slip. The
nominal maxi mum stress is defined as t he
algebraic sum of t he al t ernat i ng stress and
t he mean stress. When t he nomi nal maxi-
mum stress is larger t han t he yield st rengt h,
Sy, t here is little influence on the residual
stress regardl ess of its original magni t ude,
and the behavi or in fatigue will be similar t o
t hat of a stress-free member under fully
r ever sed loading. Most change in residual
stress occur s during the first few cycl es.
Discontinuities. Many feat ures of a mat e-
rial t hat are not refl ect ed by the usual bul k
mechani cal propert i es may have a large
influence on its fatigue resistance. Por osi t y
and inclusions may have little effect on t he
fatigue behavi or of a material, pr ovi ded t hat
t hey are less t han a cert ai n critical size and
are not l ocat ed in a highly st ressed region.
The critical size depends on t he fract ure
t oughness of t he material, shape of t he pore
or inclusion, and stress intensity at t he
Fat i gue Resi st ance o f Steels / 6 8 7
i ncl usi on or pore. Por es and i ncl usi ons larg-
er t han this critical size can significantly
r educe fatigue life, possi bl y causi ng failure
during t he first load appl i cat i on. Surface
di scont i nui t i es such as folds, seams, scor e
marks, cr acks, and cor r osi on pits great l y
i nfl uence fatigue behavi or. The det ri ment al
effect of t hese surface di scont i nui t i es on
fatigue behavi or can be s omewhat r educed
by surface t r eat ment s such as shot peeni ng
and surface rolling. Ani s ot r opy of t he mi-
cr ost r uct ur e can be det ri ment al t o fatigue
life, part i cul arl y if t he tensile component
of applied st ress is nearl y per pendi cul ar t o
t he long di mensi on of el ongat ed grains
or stringers. Because it is i mpract i cal t o
eliminate all di scont i nui t i es compl et el y,
t he quant i t at i ve i nfl uence of di scont i -
nuities must be det ermi ned by fatigue tests
i nvol vi ng t he materials, manuf act ur i ng
pr ocesses, and shapes of t he part s in ques-
tion.
Comparison of fatigue testing t echni ques
can show large differences in the results of a
life prediction. Socie (Ref 21) discusses four
techniques:
L oad life
St ress life
Strain life
Cr ack pr opagat i on
and t he appl i cat i on of each. He makes the
poi nt t hat load life, while most accur at e, is
general l y rest ri ct ed t o real part s and is
difficult t o appl y t o new desi gns. He poi nt s
out t hat di fferent l oad appl i cat i on met hods,
as in axial versus rot at i ng bendi ng, oft en
make large di fferences in resul t s (Fig. 29).
Soci e also caut i ons t he user about sequence
effects (Fig. 30). L oad hi st or y A (Fig. 30b)
and load hi st ory B (Fig. 30c) have similar-
appeari ng strain hi st ori es with t ot al l y differ-
ent st ress-st rai n r esponse and fatigue life
(Fig. 30a).
Ul t i mat el y, t he fatigue anal yst will be
requi red t o include and cor r el at e a number
of mat eri al , shape, pr ocessi ng, and load
f act or s in or der t o i dent i fy t he critical loca-
tions within a part and t o descri be t he local
st ress-st rai n r esponse at t hose critical loca-
tions. The ability t o ant i ci pat e pert i nent
fact ors will great l y affect t he final accur acy
of the life predi ct i on.
Load dat a gat heri ng is one remai ni ng t opi c
t hat must be i ncl uded in any di scussi on of
fatigue. Ref er ence 21 di scusses t hr ee load
histories, suspensi on, t ransmi ssi on, and
br acket vi brat i on, t hat t ypi f y loads f ound in
t he gr ound vehi cl e i ndust ry. Addi t i onal l y,
t here are vast l y di fferent hi st ori es uni que t o
ot her i ndust ri es, like t he so-cal l ed ground-
ai r-ground cycl e in aeronaut i cs. Wi t hout t he
ability t o compl et el y and accur at el y char ac-
t eri ze ant i ci pat ed and, occasi onal l y, unan-
t i ci pat ed cus t omer use and resul t ant l oads,
t he anal yst will not be able t o predi ct accu-
rat el y t he suitability of a new or revi sed
design.
6 8 8 / Service Characteristics of Carbon and Low-Alloy Steels
The last several years have seen a major
change in the ability to gat her cust omer or
simulated cust omer load data. Testing
methods have progressed from bulky, mul-
tichannel analogue tape recorders (where it
t ook days or weeks before results were
available) through portable frequency-mod-
ulated t el emet ry packages (where analysis
could be performed immediately at a remot e
site) to hand-held packages capabl e of data
acquisition and analysis on board the test
vehicle in real time. Microelectronics is
further reducing size and improving reliabil-
ity to the point that data can be gathered
from within small, compl ex, moving, hostile
assemblies, such as engines.
REFERENCES
I . R. W. Hert zberg, Deformation and
Fracture Mechanics of Engineering
Materials, John Wiley & Sons, 1976
2. D.J. Wulpi, Understanding How Com-
ponents Fail, Ameri can Society for
Metals, 1985
3. Fatigue and Microstructure, in Pro-
ceedings of the ASM Materials Science
Seminar, Ameri can Society for Metals,
1979
4. Metallic Materials and Elements for
Aerospace Vehicle Structures, MIL -
HDBK-5B, Military Standardization
Handbook, U.S. Depart ment of De-
fense, 1987
5. Metallic Materials and Elements for
Aerospace Vehicle Structures, Vol 1,
MIL -HDBK-5B, Military Standard&a-
tion Handbook, U.S. Department of
Defense, Sept 1971, p 2-29
6. R.C. Juvinall, Engineering Consider-
ations of Stress, Strain and Strength,
McGraw-Hill, 1967
7. N. E. Dowling, W.R. Brose, and W. K.
Wilson, Not ched Member Fatigue Life
Predictions by the L ocal Strain Ap-
proach, in Fatigue Under Complex
Loading: Analyses and Experiments,
R.M. Wetzel, Ed., Society of Automo-
tive Engineers, 1977
8. J.A. Graham, Ed., Fatigue Design
Handbook, Society of Automotive En-
gineers, 1968
9. H. O. Fuchs and R.I. Stephens, Metal
Fatigue in Engineering, John Wiley &
Sons, 1980
10. Special Publication P-109, in Proceed-
ings of the SAE Fatigue Conference,
Society of Automotive Engineers, 1982
11. R.C. Rice, Ed., Fatigue Design Hand-
book, 2nd ed., Society of Automotive
Engineers, 1988
12. J.T. Ransom, Trans. ASM, Vol 46,
1954, p 1254-1269
13. "Fat i gue Propert i es, " Technical Re-
port, SAE Ji099, Society of Automo-
tive Engineers, 1977
14. P.H. Wirsching and J. E. Kempert , A
Fresh L ook at Fatigue, Mach. Des.,
Vol 48 (No. 12), 1976, p 120o123
15. L . E. Tucker, S.D. Downing, and L.
Camillo, Accuracy of Simplified Fa-
tigue Prediction Methods, in Fatigue
Under Complex Loading: Analyses and
Experiments, R.M. Wetzel, Ed., Soci-
ety of Aut omot i ve Engineers, 1977
16. R. E. Pet erson, Stress Concentration
Design Factors, John Wiley & Sons,
1974
17. R.J. Roark, Formulas for Stress and
Strain, 4th ed., McGraw-Hill, 1965
18. J.M. Potter, Spect rum Fatigue Life Pre-
dictions for Typical Automotive L oad
Histories and Materials Using the Se-
quence Accountable Fatigue Analysis,
in Fatigue Under Complex Loading:
Analyses and Experiments, R.M. Wet-
zel, Ed. , Society of Automotive Engi-
neers, 1977
19. D.V. Nelson and H. O. Fuchs, Predic-
tions of Cumulative Fatigue Damage
Using Condensed L oad Histories, in
Fatigue Under Complex Loading:
Analyses and Experiments, R.M. Wet-
zel, Ed., Society of Automotive Engi-
neers, 1977
20. S.D. Downing and D. F. Socie, Simple
Rainflow Counting Algorithms, Int. J.
Fatigue, Jan 1981
21. D.F. Socie, "Fat i gue Life Estimation
Techni ques, " Technical Report 145,
Electro General Corporation
Vous aimerez peut-être aussi
- L15-16 Fatigue 13Document54 pagesL15-16 Fatigue 13Sunil VermaPas encore d'évaluation
- Fatigue of 7075 aluminum alloy under constant and variable loadsDocument7 pagesFatigue of 7075 aluminum alloy under constant and variable loadstolga memişPas encore d'évaluation
- Variation of Stress Range Due To Variation in Sea States - An Overview of Simplified Method of Fatigue Analysis of Fixed Jacket Offshore StructureDocument10 pagesVariation of Stress Range Due To Variation in Sea States - An Overview of Simplified Method of Fatigue Analysis of Fixed Jacket Offshore StructureAJER JOURNALPas encore d'évaluation
- ASM Metal and Plastic Fatigue-Information-MaterialDocument11 pagesASM Metal and Plastic Fatigue-Information-Materialamadan64Pas encore d'évaluation
- Fatigue AnalysisDocument6 pagesFatigue AnalysisIshwarya SrikanthPas encore d'évaluation
- Fatigue AnalysisDocument4 pagesFatigue AnalysisIshwarya SrikanthPas encore d'évaluation
- Unit 14: Aircraft Structutal Integrity Outcome 1Document19 pagesUnit 14: Aircraft Structutal Integrity Outcome 1Rezve AhmedPas encore d'évaluation
- Fatigue DesignDocument4 pagesFatigue DesignVikas MouryaPas encore d'évaluation
- Residual Stresses & Fatigue Life With Case StudyDocument13 pagesResidual Stresses & Fatigue Life With Case StudyDishant ShindePas encore d'évaluation
- Vdocuments - MX - Standard Test Method For Straindocx Astm E606 E606mDocument6 pagesVdocuments - MX - Standard Test Method For Straindocx Astm E606 E606mnana sikamaruPas encore d'évaluation
- Wear assessment improves fretting fatigue life predictionDocument37 pagesWear assessment improves fretting fatigue life predictionAlvaro OjedaPas encore d'évaluation
- 2001 Material Ease 16Document4 pages2001 Material Ease 16KesavgPas encore d'évaluation
- Oth 482Document145 pagesOth 482Hossein PapahnPas encore d'évaluation
- Factors That Affect The Fatigue Strength of Power Transmission Shafting and Their Impact On DesignDocument29 pagesFactors That Affect The Fatigue Strength of Power Transmission Shafting and Their Impact On DesignDiscover With SAFFRON TIGERPas encore d'évaluation
- 1998 Material Ease 4Document4 pages1998 Material Ease 4Anonymous T02GVGzBPas encore d'évaluation
- Ship Collition Rr220Document85 pagesShip Collition Rr220francisPas encore d'évaluation
- ME 251 Materials Engineering Lab: Fatigue Test ReportDocument19 pagesME 251 Materials Engineering Lab: Fatigue Test ReportKen VuPas encore d'évaluation
- Mean Stress RelaxationDocument39 pagesMean Stress RelaxationLéo CampanelliPas encore d'évaluation
- Experimental Investigation On The Effect of Annealing On Fatigue Life of SAE 202 and 440C SteelsDocument5 pagesExperimental Investigation On The Effect of Annealing On Fatigue Life of SAE 202 and 440C Steelskelsiu1Pas encore d'évaluation
- 5 - FF - Fatigue MechanismDocument34 pages5 - FF - Fatigue MechanismmayankPas encore d'évaluation
- A Review On Low Cycle Fatigue FailureDocument4 pagesA Review On Low Cycle Fatigue FailureIJSTEPas encore d'évaluation
- Chapter One 1Document30 pagesChapter One 1Saad Al HelyPas encore d'évaluation
- Structural Analysis Modeling of Unbonded Prestressing in Prestressed Concrete ContainmentsDocument8 pagesStructural Analysis Modeling of Unbonded Prestressing in Prestressed Concrete ContainmentshemalcmistryPas encore d'évaluation
- Fatigue TestingDocument7 pagesFatigue Testingjazille22100% (1)
- Viii Paper 07Document17 pagesViii Paper 07moonisqPas encore d'évaluation
- Reliability of Thick-Walled CylindersDocument18 pagesReliability of Thick-Walled CylindersSai KiranPas encore d'évaluation
- A Fatigue Life Model For 5percent Chrome Work Roll Steel PDFDocument7 pagesA Fatigue Life Model For 5percent Chrome Work Roll Steel PDFSoheil MirtalebiPas encore d'évaluation
- 0142 1123 (92) 90041 A PDFDocument1 page0142 1123 (92) 90041 A PDFSwapnil NarnavarePas encore d'évaluation
- BS 7608 Welds Technical BackgroundDocument32 pagesBS 7608 Welds Technical Backgroundwilian_coelho3309100% (1)
- Optimisation of The Fatigue Resistance of 2024-T351 Aluminium Alloys by Controlled Shot Peening-Methodology, Results and AnalysisDocument8 pagesOptimisation of The Fatigue Resistance of 2024-T351 Aluminium Alloys by Controlled Shot Peening-Methodology, Results and AnalysisArun Kumar SPas encore d'évaluation
- Introduction To FatigueDocument15 pagesIntroduction To FatigueVictor Rizal FilosofiPas encore d'évaluation
- 879 686u6i6Document58 pages879 686u6i6Manoj Paul JohnPas encore d'évaluation
- Stop Drilling Procedure For Fatigue Life Improvement: P.S. Song, Y.L. ShiehDocument7 pagesStop Drilling Procedure For Fatigue Life Improvement: P.S. Song, Y.L. ShiehBayu Aji PamungkasPas encore d'évaluation
- A Model For Fatigue Life Prediction of Offshore Welded Stiffened Steel Tubular Joints Using FM ApproachDocument1 pageA Model For Fatigue Life Prediction of Offshore Welded Stiffened Steel Tubular Joints Using FM ApproachSaeed JabbariPas encore d'évaluation
- 1.0 Job/Experiment No.: Ce793A/06: Used As Design Criteria of Machine Components Under Dynamic Loading (Iii) StudyDocument11 pages1.0 Job/Experiment No.: Ce793A/06: Used As Design Criteria of Machine Components Under Dynamic Loading (Iii) StudyAbhrajit ChattopadhyayPas encore d'évaluation
- nb-3216.2 MIT 2007Document23 pagesnb-3216.2 MIT 2007adel_izadbakhshPas encore d'évaluation
- Factors Affecting ShaftDocument29 pagesFactors Affecting ShaftVincent ValentinePas encore d'évaluation
- Analysis of The Failure of Cylindrical Pressure Vessels: Doi: Corresponding Author Email: O.terfas@uot - Edu.lyDocument10 pagesAnalysis of The Failure of Cylindrical Pressure Vessels: Doi: Corresponding Author Email: O.terfas@uot - Edu.lyNishant KumarPas encore d'évaluation
- Creep and Shrinkage of Concrete and Their Influence On Structural Behavior - Illston and EnglandDocument10 pagesCreep and Shrinkage of Concrete and Their Influence On Structural Behavior - Illston and EnglandBhushanRajPas encore d'évaluation
- Fractal and Probability Analysis of Creep Crack Growth Behaviorin 2.25Cr-1.6W Steel Incorporating Residual StressesDocument9 pagesFractal and Probability Analysis of Creep Crack Growth Behaviorin 2.25Cr-1.6W Steel Incorporating Residual StressesSatish Kumar GautamPas encore d'évaluation
- 06-MS-ME - Mechanical Properties of MetalsDocument51 pages06-MS-ME - Mechanical Properties of Metalsfarah Al-zgoulPas encore d'évaluation
- Comparison of Monotonic and Cyclic Properties of Ductile IronsDocument16 pagesComparison of Monotonic and Cyclic Properties of Ductile IronsDomingos AzevedoPas encore d'évaluation
- Engineering Failure Analysis: Colin R Gagg, Peter R LewisDocument19 pagesEngineering Failure Analysis: Colin R Gagg, Peter R LewisOssamaElKhalPas encore d'évaluation
- Thesis On Metal CuttingDocument7 pagesThesis On Metal Cuttingaflodtsecumyed100% (1)
- 1 s2.0 S0734743X16310545 MainDocument19 pages1 s2.0 S0734743X16310545 Mainahmed mostafaPas encore d'évaluation
- Section 4 Load Carrying Capability and Structural Performance CriteriaDocument20 pagesSection 4 Load Carrying Capability and Structural Performance CriteriaJuan SilvaPas encore d'évaluation
- Ipc2012 90690Document12 pagesIpc2012 90690Marcelo Varejão CasarinPas encore d'évaluation
- Surface & Coatings Technology: G.H. Majzoobi, A.R. AhmadkhaniDocument8 pagesSurface & Coatings Technology: G.H. Majzoobi, A.R. Ahmadkhanifoad123456789Pas encore d'évaluation
- Thermal Cycling Effects On The Fatigue Behaviour of Low Carbon SteelDocument13 pagesThermal Cycling Effects On The Fatigue Behaviour of Low Carbon SteelShubhom PaulPas encore d'évaluation
- Acritical Review of The Criteria of Notch-Sensitivity in Fatigue of MetalsDocument62 pagesAcritical Review of The Criteria of Notch-Sensitivity in Fatigue of MetalsEinPas encore d'évaluation
- Fillet Weld Research Paper - For UndercuttingDocument7 pagesFillet Weld Research Paper - For UndercuttingHemantPas encore d'évaluation
- Continuum Damage Mechanics Analysis of Fatigue Crack Initiation. Int. J. Fatigue 20, 631-639Document10 pagesContinuum Damage Mechanics Analysis of Fatigue Crack Initiation. Int. J. Fatigue 20, 631-639abraham silva hernandezPas encore d'évaluation
- Fatigue Life: Nguyen Van Chuong, Ul Rizwan HassanDocument3 pagesFatigue Life: Nguyen Van Chuong, Ul Rizwan HassanNguyễnVănChươngPas encore d'évaluation
- 01 - Fatigue Theory (Part 1)Document42 pages01 - Fatigue Theory (Part 1)Lincs lincolnPas encore d'évaluation
- Advances in the iterative coupling between flow-geomechanical simulators: applied to cases with different contour conditionsD'EverandAdvances in the iterative coupling between flow-geomechanical simulators: applied to cases with different contour conditionsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Metal Fatigue Analysis Handbook: Practical Problem-solving Techniques for Computer-aided EngineeringD'EverandMetal Fatigue Analysis Handbook: Practical Problem-solving Techniques for Computer-aided EngineeringÉvaluation : 3.5 sur 5 étoiles3.5/5 (5)
- An Overview of Corrosion, Inhibitors and JournalsD'EverandAn Overview of Corrosion, Inhibitors and JournalsPas encore d'évaluation
- CShanahan Poster NUIGULDocument2 pagesCShanahan Poster NUIGULBích TrònPas encore d'évaluation
- MTRL 280 Midterm 1Document5 pagesMTRL 280 Midterm 1JaymiPas encore d'évaluation
- Material Science Chapter on Failure PredictionDocument4 pagesMaterial Science Chapter on Failure PredictionramkumarPas encore d'évaluation
- Beam to Beam Connection PropertiesDocument22 pagesBeam to Beam Connection PropertieskalpanaadhiPas encore d'évaluation
- A Review of Nanocellulose Polymer Composites Characteristics and ChallengesDocument153 pagesA Review of Nanocellulose Polymer Composites Characteristics and ChallengesramiraliPas encore d'évaluation
- Building Material and Construction: Zone TechDocument13 pagesBuilding Material and Construction: Zone TechKshitiz RawatPas encore d'évaluation
- Kodur Assessment of Fire Damaged StructuersDocument6 pagesKodur Assessment of Fire Damaged StructuersKen Su100% (1)
- Introductory Lecture: Gaurav Bhutani School of Engineering IIT MandiDocument26 pagesIntroductory Lecture: Gaurav Bhutani School of Engineering IIT MandiMayank MittalPas encore d'évaluation
- Finite Element Reference GuideDocument85 pagesFinite Element Reference Guidemukesh_mlbPas encore d'évaluation
- Confined Concrete Model Under Cyclic Load: J - Enrique Martlnez-Rueda 1, 2 and A.S. Elnashai 2Document9 pagesConfined Concrete Model Under Cyclic Load: J - Enrique Martlnez-Rueda 1, 2 and A.S. Elnashai 2DhineshPas encore d'évaluation
- Use of Electrical Strain GaugesDocument7 pagesUse of Electrical Strain GaugesChetan B ArkasaliPas encore d'évaluation
- Steel Plate ContributionDocument11 pagesSteel Plate ContributionCR7Pas encore d'évaluation
- Kelken US Metric Chart ASTM F1554 Grade 36 PDFDocument1 pageKelken US Metric Chart ASTM F1554 Grade 36 PDFVibha VeerPas encore d'évaluation
- RCD BEAMS SERVICEABILITY REQUIREMENTSDocument3 pagesRCD BEAMS SERVICEABILITY REQUIREMENTSMa Ella Mae LogronioPas encore d'évaluation
- Properties of Concrete For Use in Eurocode 2 135-LibreDocument59 pagesProperties of Concrete For Use in Eurocode 2 135-LibreCiprian Tumurug100% (1)
- Theory of Elasticity Timoshenko J N GoodierDocument519 pagesTheory of Elasticity Timoshenko J N GoodierThotho Kennedy100% (2)
- Mechanical Properties Factors Brittle Ductile TransitionDocument14 pagesMechanical Properties Factors Brittle Ductile TransitioniyamPas encore d'évaluation
- UM ASDG Lesson1 STRUCTURAL STEEL REVIEW PDFDocument94 pagesUM ASDG Lesson1 STRUCTURAL STEEL REVIEW PDFjuan carlos montañezPas encore d'évaluation
- TTU Faculty of Engineering Torsion Test ReportDocument6 pagesTTU Faculty of Engineering Torsion Test ReportG. Dancer GhPas encore d'évaluation
- Using Matlab For Modified Cam ClayDocument12 pagesUsing Matlab For Modified Cam ClayGhagniSinghaniaPas encore d'évaluation
- Solid Mechanics 11Document7 pagesSolid Mechanics 11Naay BalodiaPas encore d'évaluation
- Determination of Principal Strain and Stress Using Strain Rossete TechneiqueDocument5 pagesDetermination of Principal Strain and Stress Using Strain Rossete TechneiqueFaisal SardarPas encore d'évaluation
- SF BM Diagrams TheoryDocument8 pagesSF BM Diagrams TheoryJithinPas encore d'évaluation
- Snap-Fit Design ManualDocument24 pagesSnap-Fit Design ManualrenebbPas encore d'évaluation
- What Is Strain Gage?: - A Device Whose Electrical Resistance Varies in Proportion To The Amount of Strain in The DeviceDocument21 pagesWhat Is Strain Gage?: - A Device Whose Electrical Resistance Varies in Proportion To The Amount of Strain in The Devicebishnu kumarPas encore d'évaluation
- Tensile TestDocument9 pagesTensile TestDhana KumaranPas encore d'évaluation
- Constitutive Modelling of Cohesionless Soils and Interfaces with Various Internal StatesDocument14 pagesConstitutive Modelling of Cohesionless Soils and Interfaces with Various Internal StatesMars TinPas encore d'évaluation
- IP0117 Szczyrba EDocument16 pagesIP0117 Szczyrba EoscarariagnaPas encore d'évaluation
- Quiz 2 OTDocument3 pagesQuiz 2 OTFirst LastPas encore d'évaluation
- Maulana 2020Document11 pagesMaulana 2020Supun RanganaPas encore d'évaluation