Vous aimerez peut-être aussi
- OVA and OVFDocument3 pagesOVA and OVFSreedhar PugalendhiPas encore d'évaluation
- DocumentDocument3 pagesDocumentSreedhar PugalendhiPas encore d'évaluation
- 12 1 What Is A Force? 1 - ? F 1 M e S 2 S F: Ma? Define AcceDocument12 pages12 1 What Is A Force? 1 - ? F 1 M e S 2 S F: Ma? Define AcceSreedhar PugalendhiPas encore d'évaluation
- 0000 EN DN TOF Timer Off Delay Timer Time Base Preset Accum TOFDocument1 page0000 EN DN TOF Timer Off Delay Timer Time Base Preset Accum TOFSreedhar PugalendhiPas encore d'évaluation
- Visi MouldDocument2 pagesVisi MouldSreedhar PugalendhiPas encore d'évaluation
- Lab 0 - Introduction To Laboratory: ObjectiveDocument2 pagesLab 0 - Introduction To Laboratory: ObjectiveSreedhar PugalendhiPas encore d'évaluation
- ) Appendh A-Typical Graphlc Symbols Lor Electrlcal Dlagrams WLTH Baslc Devlce Deslgnatlons SwrtchesDocument2 pages) Appendh A-Typical Graphlc Symbols Lor Electrlcal Dlagrams WLTH Baslc Devlce Deslgnatlons SwrtchesSreedhar PugalendhiPas encore d'évaluation
- Implementation of 5S' Technique in A Manufacturing Organization: A Case StudyDocument13 pagesImplementation of 5S' Technique in A Manufacturing Organization: A Case StudySreedhar PugalendhiPas encore d'évaluation
- Small Base Moldflow Analysis ReportDocument24 pagesSmall Base Moldflow Analysis ReportSreedhar PugalendhiPas encore d'évaluation
- Catalog Switches OnlyDocument4 pagesCatalog Switches OnlySreedhar PugalendhiPas encore d'évaluation
- Molding Process PDFDocument7 pagesMolding Process PDFSreedhar PugalendhiPas encore d'évaluation
- 42 PressesDocument3 pages42 PressesSreedhar PugalendhiPas encore d'évaluation
- DJF Module 3Document104 pagesDJF Module 3jestin100% (1)
- Injection Molding Design GuidelinesDocument13 pagesInjection Molding Design GuidelinesSreedhar PugalendhiPas encore d'évaluation
- D D P I M A C: Esign and Evelopment of Lastic Njection Oldfor UTO OmponentDocument7 pagesD D P I M A C: Esign and Evelopment of Lastic Njection Oldfor UTO OmponentSreedhar PugalendhiPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Hydrogen Production From Water Electrolysis: Role of CatalystsDocument23 pagesHydrogen Production From Water Electrolysis: Role of CatalystsFreddy Negron HuamaniPas encore d'évaluation
- TCL CommandsDocument52 pagesTCL Commandssurya_gaddePas encore d'évaluation
- Maths ReportDocument3 pagesMaths ReportShishir BogatiPas encore d'évaluation
- Hana Table PartitioningDocument12 pagesHana Table PartitioningGowri Prasanth Chaduvula0% (1)
- Sociology ZulfiqarDocument31 pagesSociology ZulfiqarHasnain HilbiPas encore d'évaluation
- Reading Report Student's Name: Leonel Lipa Cusi Teacher's Name: Maria Del Pilar, Quintana EspinalDocument2 pagesReading Report Student's Name: Leonel Lipa Cusi Teacher's Name: Maria Del Pilar, Quintana EspinalleonellipaPas encore d'évaluation
- Chapter 3.1 - Igneous RockDocument64 pagesChapter 3.1 - Igneous Rockalvinllp83Pas encore d'évaluation
- Syllabus 3210 Fall 2012 PDFDocument4 pagesSyllabus 3210 Fall 2012 PDFRahul KarnaPas encore d'évaluation
- Subjects Revised Curriculum BS ELECTRICAL ENGINEERINGDocument18 pagesSubjects Revised Curriculum BS ELECTRICAL ENGINEERINGData StatsPas encore d'évaluation
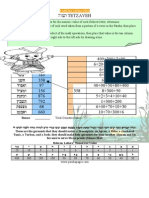
- Tetzaveh Parsha GematriaDocument1 pageTetzaveh Parsha GematriaRabbi Benyomin HoffmanPas encore d'évaluation
- RiddleDocument3 pagesRiddleCRISTAN ALONZOPas encore d'évaluation
- Module 1 SIMPLE INTERESTDocument15 pagesModule 1 SIMPLE INTERESTElle Villanueva VlogPas encore d'évaluation
- Sistema de Refrigeração de Óleo, EspecificaçõesDocument2 pagesSistema de Refrigeração de Óleo, EspecificaçõesAlexandrePas encore d'évaluation
- TractionDocument26 pagesTractionYogesh GurjarPas encore d'évaluation
- SampleDocument43 pagesSampleSri E.Maheswar Reddy Assistant ProfessorPas encore d'évaluation
- ECON4150 - Introductory Econometrics Lecture 2: Review of StatisticsDocument41 pagesECON4150 - Introductory Econometrics Lecture 2: Review of StatisticsSaul DuranPas encore d'évaluation
- Pspice Project-BJT AmplifierDocument4 pagesPspice Project-BJT AmplifierSerdar7tepe100% (1)
- SPACE GASS 12 ManualDocument968 pagesSPACE GASS 12 Manualozbuild100% (3)
- APCO Air Valve 613Document4 pagesAPCO Air Valve 613jones0055Pas encore d'évaluation
- Solubility PDFDocument36 pagesSolubility PDFAshwin Narayan100% (1)
- Exercises Conditional SentencesDocument2 pagesExercises Conditional SentencesDivine GuancoPas encore d'évaluation
- Catalogue Solid Core PDFDocument16 pagesCatalogue Solid Core PDFdangodPas encore d'évaluation
- An Empirical Study On The Nexus Between The Emotional Intelligence of Top Managers and Their Assessment of Intellectual CapitalDocument30 pagesAn Empirical Study On The Nexus Between The Emotional Intelligence of Top Managers and Their Assessment of Intellectual Capitalmaher76Pas encore d'évaluation
- Understanding The Relationship Between Human Behavior and Susceptibility To Cyber AttacksDocument25 pagesUnderstanding The Relationship Between Human Behavior and Susceptibility To Cyber AttacksVelibor SabanPas encore d'évaluation
- Bread and Pastry ProductionDocument9 pagesBread and Pastry Productionwhite newgatesPas encore d'évaluation
- Dh-Ipc-Hdw8341X-3D-S2: 3Mp Wizmind Dual-Lens Network CameraDocument3 pagesDh-Ipc-Hdw8341X-3D-S2: 3Mp Wizmind Dual-Lens Network CameraSteve CheaPas encore d'évaluation
- TF100-9D - Refrigerant Hose With Att FittingsDocument28 pagesTF100-9D - Refrigerant Hose With Att FittingsJai BhandariPas encore d'évaluation
- Woodward LeoPC Engineering ManualDocument40 pagesWoodward LeoPC Engineering ManualZafar AwanPas encore d'évaluation
- Prob AnswersDocument4 pagesProb AnswersDaniel KirovPas encore d'évaluation
- J Lithos 2018 02 011Document52 pagesJ Lithos 2018 02 011Warwick HastiePas encore d'évaluation