Vous aimerez peut-être aussi
- Licto PDFDocument142 pagesLicto PDFKatherine GuachaminPas encore d'évaluation
- Licto PDFDocument142 pagesLicto PDFKatherine GuachaminPas encore d'évaluation
- Aplicación de Diseño Matriz CorteDocument42 pagesAplicación de Diseño Matriz CorteAndrésCabreraSoriaPas encore d'évaluation
- Lab1 3-RiDocument8 pagesLab1 3-RiAndrésCabreraSoriaPas encore d'évaluation
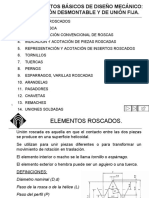
- Elem - Basicos Diseño MecanicoDocument36 pagesElem - Basicos Diseño MecanicoJuli CaputoPas encore d'évaluation
- Fatigue en EsDocument16 pagesFatigue en EsAndrésCabreraSoriaPas encore d'évaluation
- Estructura Plan de NegociosDocument43 pagesEstructura Plan de NegociosAndrésCabreraSoriaPas encore d'évaluation
- Las Cinco Leyes de OroDocument1 pageLas Cinco Leyes de OroAndrésCabreraSoriaPas encore d'évaluation
- Mediciones ElectromiográficasDocument78 pagesMediciones ElectromiográficasAndrésCabreraSoriaPas encore d'évaluation
- Modelo de NegociosDocument54 pagesModelo de NegociosAndrésCabreraSoriaPas encore d'évaluation
- Manual Programacion ArduinoDocument70 pagesManual Programacion Arduinofaasa83% (6)
- Mano Controlada Por Señales Musculares - BPV15Document161 pagesMano Controlada Por Señales Musculares - BPV15AndrésCabreraSoriaPas encore d'évaluation
- Hazardous ClasifDocument8 pagesHazardous ClasifAndrésCabreraSoriaPas encore d'évaluation
- Lab1 1-RiDocument11 pagesLab1 1-RiAndrésCabreraSoriaPas encore d'évaluation
- CementadoDocument5 pagesCementadoAndrésCabreraSoriaPas encore d'évaluation
- Ensayo de Dureza2Document4 pagesEnsayo de Dureza2AndrésCabreraSoriaPas encore d'évaluation
- Flip Flop ContadorDocument9 pagesFlip Flop ContadorAndrésCabreraSoriaPas encore d'évaluation
- 3-Esfuerzo Plano y Circulo de Mohr en 2dDocument14 pages3-Esfuerzo Plano y Circulo de Mohr en 2dAndrésCabreraSoriaPas encore d'évaluation
- Estimar La Resistencia A La Fatiga Del TitanioDocument3 pagesEstimar La Resistencia A La Fatiga Del TitanioAndrésCabreraSoriaPas encore d'évaluation
- Proyecto 3er Parcial Espe Control IndustrialDocument4 pagesProyecto 3er Parcial Espe Control IndustrialAndrésCabreraSoriaPas encore d'évaluation
- Motor de Induccion ESPEDocument7 pagesMotor de Induccion ESPEAndrésCabreraSoriaPas encore d'évaluation
- Preparatorio 1.1Document13 pagesPreparatorio 1.1AndrésCabreraSoriaPas encore d'évaluation
- Lab 7Document9 pagesLab 7AndrésCabreraSoriaPas encore d'évaluation
- Laboratorio 1Document10 pagesLaboratorio 1AndrésCabreraSoriaPas encore d'évaluation
- Sensor EsDocument33 pagesSensor EsLuis Enrique Guillen GemanPas encore d'évaluation
- Diagramas ElectricosDocument9 pagesDiagramas ElectricosAndrésCabreraSoria0% (1)
- GuaraguaoDocument1 pageGuaraguaoAndrésCabreraSoriaPas encore d'évaluation
- Motor DC Excitacion IndependienteDocument10 pagesMotor DC Excitacion IndependienteAndrésCabreraSoriaPas encore d'évaluation
- Lab 4Document12 pagesLab 4AndrésCabreraSoriaPas encore d'évaluation
- Lab 3Document10 pagesLab 3AndrésCabreraSoriaPas encore d'évaluation