Vous aimerez peut-être aussi
- Partech Size Enlargement PDFDocument60 pagesPartech Size Enlargement PDFPatricia de LeonPas encore d'évaluation
- Size Reduction: Department of Chemical Engineering University of Engineering & Technology PeshawarDocument60 pagesSize Reduction: Department of Chemical Engineering University of Engineering & Technology PeshawarRavid GhaniPas encore d'évaluation
- L10 Size Enlargement - Part 2 PDFDocument26 pagesL10 Size Enlargement - Part 2 PDFNhut NguyenPas encore d'évaluation
- Size ReductionDocument9 pagesSize ReductionNur Muhammad Zam ZamPas encore d'évaluation
- SIZE REDUCTION TECHNIQUES EXPLAINEDDocument28 pagesSIZE REDUCTION TECHNIQUES EXPLAINEDveenaPas encore d'évaluation
- Granulation Part I PDFDocument42 pagesGranulation Part I PDFSohib ZreegatPas encore d'évaluation
- Lecture 5-FiltrationDocument35 pagesLecture 5-FiltrationfathimashariffdeenPas encore d'évaluation
- Particle Size EnlargementDocument8 pagesParticle Size EnlargementZaid Bin GhaziPas encore d'évaluation
- Size Enlargement and Reduction PDFDocument53 pagesSize Enlargement and Reduction PDFnidPas encore d'évaluation
- Filtration FinalDocument42 pagesFiltration FinalUsha gowdaPas encore d'évaluation
- Size Enlargement Equipment: By: ANGELES, Katrina ZARRAGA, ChristinaDocument43 pagesSize Enlargement Equipment: By: ANGELES, Katrina ZARRAGA, Christinaasim zeeshanPas encore d'évaluation
- Size Reduction PDFDocument53 pagesSize Reduction PDFnofriadyPas encore d'évaluation
- ExtractionDocument10 pagesExtractionetayhailuPas encore d'évaluation
- DistillationDocument13 pagesDistillationGwen MontilPas encore d'évaluation
- Storage and Transport of SolidsDocument48 pagesStorage and Transport of SolidsErlangga Aria PratamaPas encore d'évaluation
- DistillationDocument15 pagesDistillationRahul PalsPas encore d'évaluation
- Particle Size ReductionDocument13 pagesParticle Size ReductionMarcel MrcPas encore d'évaluation
- Extraction MethodsDocument3 pagesExtraction MethodsMuhammadRafiqPas encore d'évaluation
- Lecture 3 Comminution and Energy Requirement For Size ReductionDocument18 pagesLecture 3 Comminution and Energy Requirement For Size ReductionKhana Rizki MaulanaPas encore d'évaluation
- Filtration: Fiber FilterDocument20 pagesFiltration: Fiber FilterTamer Farouk KhalifaPas encore d'évaluation
- Elcan Vibratory Screeners and Separators Brochure PDFDocument8 pagesElcan Vibratory Screeners and Separators Brochure PDFJitendra Kadam0% (1)
- Lecture 3 - Size ReductionDocument54 pagesLecture 3 - Size ReductionMuhammad Ahmad100% (1)
- Extraction-160805115400 2Document141 pagesExtraction-160805115400 2Abdus SalamPas encore d'évaluation
- PT - 241properties and Characteristics of ParticlesDocument49 pagesPT - 241properties and Characteristics of ParticlesAli HasSsan100% (1)
- Storage PDFDocument12 pagesStorage PDFanasabdullahPas encore d'évaluation
- PBS Stephen Miranda May2014 S Jet ArticleDocument4 pagesPBS Stephen Miranda May2014 S Jet ArticlejojibaPas encore d'évaluation
- Granulation Is Done ToDocument9 pagesGranulation Is Done ToDebasmita KumarPas encore d'évaluation
- Size Reduction Equipment Types: Crushers, Grinders, Ultrafine Grinders & Cutting MachinesDocument2 pagesSize Reduction Equipment Types: Crushers, Grinders, Ultrafine Grinders & Cutting MachinesGaurav Sharma100% (1)
- Size Reduction Equipment GuideDocument24 pagesSize Reduction Equipment GuidePrateek Kumar Pandey100% (1)
- FLUIDIZATION FundamentalsDocument32 pagesFLUIDIZATION FundamentalsDylan Navarro LPas encore d'évaluation
- Centrifugation Techniques ExplainedDocument31 pagesCentrifugation Techniques ExplainedZaid YahyaPas encore d'évaluation
- Fluidization 180402101141Document13 pagesFluidization 180402101141suraj nakumPas encore d'évaluation
- SAN & ABS Polymers GuideDocument9 pagesSAN & ABS Polymers GuideSdkmega HhPas encore d'évaluation
- Mechanical OperationsDocument18 pagesMechanical OperationsKrishna DheerajPas encore d'évaluation
- A Simple Procedure For Design Spray DryerDocument7 pagesA Simple Procedure For Design Spray DryerArielPas encore d'évaluation
- MoistDocument19 pagesMoistMagesh subas chandra bosePas encore d'évaluation
- 2010-Lecture 20-Spray Drying - Part I - Introduction and ComponentsDocument30 pages2010-Lecture 20-Spray Drying - Part I - Introduction and ComponentsHeartwin Amaladhas PushpadassPas encore d'évaluation
- How to Reduce Particle Size with a Hammer MillDocument4 pagesHow to Reduce Particle Size with a Hammer MillMumtaz AhmadPas encore d'évaluation
- Ms 304 / Fall 2007 / The Project Manufacturing An Industrial Machine: Telling The Untold Story Version 1.0 AlphaDocument107 pagesMs 304 / Fall 2007 / The Project Manufacturing An Industrial Machine: Telling The Untold Story Version 1.0 AlphaHAKAN100% (2)
- Gea Niro M: MOBILE MINOR™ Spray DryerDocument6 pagesGea Niro M: MOBILE MINOR™ Spray DryerCh Foo0% (1)
- FluidizationDocument33 pagesFluidizationArif 'Leonhart' RahmanPas encore d'évaluation
- Size SeparationDocument44 pagesSize SeparationKazi Nafis Ullah100% (5)
- Size Reduction and Screening of SolidsDocument11 pagesSize Reduction and Screening of SolidsLeah Cunningham100% (1)
- MENSURATIONDocument7 pagesMENSURATIONnbhaPas encore d'évaluation
- EEM424 Introduction to Design of ExperimentsDocument45 pagesEEM424 Introduction to Design of ExperimentsNur AfiqahPas encore d'évaluation
- Size ReductionDocument51 pagesSize ReductionRx Ram JadhavPas encore d'évaluation
- Turbo Air Classifier DesignDocument21 pagesTurbo Air Classifier Designnayan patelPas encore d'évaluation
- Department of Chemical EngineeringDocument40 pagesDepartment of Chemical EngineeringRavid GhaniPas encore d'évaluation
- Fluidization and Fluidized BedsDocument12 pagesFluidization and Fluidized BedsIfeanyi EzenanduPas encore d'évaluation
- Dry ProcessDocument4 pagesDry ProcessFahamidur Rahman ShawonPas encore d'évaluation
- Dryers and Drying ProcessesDocument65 pagesDryers and Drying ProcessesEyra AngelesPas encore d'évaluation
- Static Fluid Bed Dryers, Vibrating Fluid Bed Dryers and Exhaust TechnologyDocument8 pagesStatic Fluid Bed Dryers, Vibrating Fluid Bed Dryers and Exhaust TechnologyOscar Alvitez DominguezPas encore d'évaluation
- A Discussion On GranulationDocument40 pagesA Discussion On Granulationtapasya50Pas encore d'évaluation
- Ball MillDocument11 pagesBall MillAkhil Bhadouria0% (1)
- Wire DrawingDocument2 pagesWire DrawingSupachai Sottibumpen100% (1)
- Andritz Se Pusher Centrifuge SZ enDocument12 pagesAndritz Se Pusher Centrifuge SZ enMehmet ErenPas encore d'évaluation
- Size Enlargement, Agglomeration: Prof. Dr. J. Tomas, Chair of Mechanical Process EngineeringDocument31 pagesSize Enlargement, Agglomeration: Prof. Dr. J. Tomas, Chair of Mechanical Process EngineeringZlatanMasicPas encore d'évaluation
- Folien SFPS 5Document13 pagesFolien SFPS 5psiunia974Pas encore d'évaluation
- OnAccurasyOfSievingTests BDocument9 pagesOnAccurasyOfSievingTests BPulbiPas encore d'évaluation
- Hardness 2009 GreeceDocument6 pagesHardness 2009 GreeceРумен ПетровPas encore d'évaluation
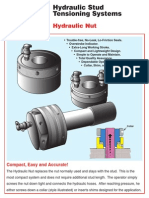
- HTI Hydraulic NutDocument2 pagesHTI Hydraulic NutLovePas encore d'évaluation
- 9 BPUA12 Olaf Naehrig KAHLDocument68 pages9 BPUA12 Olaf Naehrig KAHLGladiador EdinsonPas encore d'évaluation
- Spiers 2001 BrainDocument14 pagesSpiers 2001 BrainGladiador EdinsonPas encore d'évaluation
- Long Term Stability of Potash Tails Piles On Soft Foundations PDFDocument15 pagesLong Term Stability of Potash Tails Piles On Soft Foundations PDFGladiador EdinsonPas encore d'évaluation
- NSS 23 KieseriteDocument2 pagesNSS 23 KieseriteGladiador EdinsonPas encore d'évaluation
- Pro Pied AceDocument17 pagesPro Pied AceGladiador EdinsonPas encore d'évaluation
- 13 Chandra Sekar AnDocument3 pages13 Chandra Sekar Anronald_edinsonPas encore d'évaluation
- Patente KhalDocument8 pagesPatente KhalGladiador EdinsonPas encore d'évaluation
- GMH Ringvertriebs GMBH UKDocument8 pagesGMH Ringvertriebs GMBH UKGladiador EdinsonPas encore d'évaluation
- 11) Manfred Chittka (KAHL) - New Paths in Feed Processing (Compatibility Mode)Document23 pages11) Manfred Chittka (KAHL) - New Paths in Feed Processing (Compatibility Mode)Gladiador EdinsonPas encore d'évaluation
- Forma CalibraciónDocument7 pagesForma CalibracióndeivisroseroPas encore d'évaluation
- IPS-M-PI-110-Valve StandardDocument54 pagesIPS-M-PI-110-Valve StandardMahdiPas encore d'évaluation
- Komplet Katalog Conmetal-NoviDocument404 pagesKomplet Katalog Conmetal-NovipredragstojicicPas encore d'évaluation
- Install HDPE Pipelines Safely and EffectivelyDocument20 pagesInstall HDPE Pipelines Safely and EffectivelyAvaan IvaanPas encore d'évaluation
- JFE SheetPile CatalogDocument24 pagesJFE SheetPile Cataloghutuguo100% (1)
- 12 - Vitov МНОГОВАЖНО ЗА РАСИПИТЕDocument16 pages12 - Vitov МНОГОВАЖНО ЗА РАСИПИТЕfeisalPas encore d'évaluation
- Astm C1602-06Document4 pagesAstm C1602-06Gustavo Bances Herrera0% (1)
- ASTM D874 - Sulfated AshDocument5 pagesASTM D874 - Sulfated AshWynona BasilioPas encore d'évaluation
- Ficha Tecnica de Pimtas PDFDocument16 pagesFicha Tecnica de Pimtas PDFLorena LlerenaPas encore d'évaluation
- Sponge Iron List 2001Document11 pagesSponge Iron List 2001bijayacePas encore d'évaluation
- Securon CDocument3 pagesSecuron CMuhammad Aasim HassanPas encore d'évaluation
- Coal and Petroleum - Class 8 - Notes - PANTOMATHDocument8 pagesCoal and Petroleum - Class 8 - Notes - PANTOMATHsourav9823100% (1)
- Tenax - J IMS60 E13 6K 205tex IMS60 E13 12K 410tex IMS60 6K and 12K AreDocument2 pagesTenax - J IMS60 E13 6K 205tex IMS60 E13 12K 410tex IMS60 6K and 12K AreiluvhuggiesPas encore d'évaluation
- Ecological Engineering: Veljko Prodanovic, Belinda Hatt, David Mccarthy, Kefeng Zhang, Ana DeleticDocument11 pagesEcological Engineering: Veljko Prodanovic, Belinda Hatt, David Mccarthy, Kefeng Zhang, Ana DeleticƩńg Mễdĥàť ẌƿPas encore d'évaluation
- Industrial Waste ManagementDocument14 pagesIndustrial Waste ManagementharischarmPas encore d'évaluation
- Journal Publication Details of VIT For November 2021Document41 pagesJournal Publication Details of VIT For November 2021Selvaraji MuthuPas encore d'évaluation
- High Performance ConcreteDocument9 pagesHigh Performance ConcreteneivockPas encore d'évaluation
- Earth and Life Science Lesson 2:mineralsDocument55 pagesEarth and Life Science Lesson 2:mineralsRoldan Bibat BoresPas encore d'évaluation
- Seismic Response Analysis of a Geogrid Reinforced Wall Constructed with Recycled Construction and Demolition WasteDocument16 pagesSeismic Response Analysis of a Geogrid Reinforced Wall Constructed with Recycled Construction and Demolition WasteCastorina VieiraPas encore d'évaluation
- An Overview of Hemp Fibre PDFDocument4 pagesAn Overview of Hemp Fibre PDFscribbddPas encore d'évaluation
- NA To Sls en 1993-5Document14 pagesNA To Sls en 1993-5Shan Sandaruwan AbeywardenePas encore d'évaluation
- Chemistry Assignment and Project 2Document13 pagesChemistry Assignment and Project 2Guru SrinivaasPas encore d'évaluation
- Roofing: System Solutions For RoofsDocument12 pagesRoofing: System Solutions For RoofsalexmilarPas encore d'évaluation
- Hydrogen - Mind MapDocument1 pageHydrogen - Mind Mapsarthakyedlawar04Pas encore d'évaluation
- AbstractDocument2 pagesAbstractVivek SinghPas encore d'évaluation
- Pemisahan Katoda AnodaDocument11 pagesPemisahan Katoda AnodaHamdi Zae malikPas encore d'évaluation
- Inspection Procedure Giudelines (Vertical Projects) 08 - 15 - 18Document51 pagesInspection Procedure Giudelines (Vertical Projects) 08 - 15 - 18Jjammppong AcostaPas encore d'évaluation
- Water Formed Scales "Main Topics"Document61 pagesWater Formed Scales "Main Topics"Bladimir SolizPas encore d'évaluation
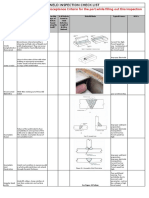
- Weld Inspection Check ListDocument3 pagesWeld Inspection Check ListBGRLPas encore d'évaluation
- Iso 6157-3-1988Document16 pagesIso 6157-3-1988Queen100% (1)