Vous aimerez peut-être aussi
- A Textbook of Engineering Mathematics 9th EditionDocument468 pagesA Textbook of Engineering Mathematics 9th EditionRelu Chiru100% (4)
- Bicycling AustraliaDocument116 pagesBicycling AustraliaRelu ChiruPas encore d'évaluation
- Elektor 2019-11-12 PDFDocument116 pagesElektor 2019-11-12 PDFNick Maniacup100% (5)
- Spoke MagazineDocument116 pagesSpoke MagazineRelu ChiruPas encore d'évaluation
- Canadian CyclingDocument68 pagesCanadian CyclingRelu ChiruPas encore d'évaluation
- Bowhunter November December 2019Document86 pagesBowhunter November December 2019Relu ChiruPas encore d'évaluation
- Windpower TechnologyDocument496 pagesWindpower TechnologyRelu Chiru100% (2)
- User Guide Dell Precision m4800 I2roor4 CeO4xBe ToOEbLnDocument8 pagesUser Guide Dell Precision m4800 I2roor4 CeO4xBe ToOEbLnRelu ChiruPas encore d'évaluation
- SQ4R StrategyDocument2 pagesSQ4R StrategyRelu ChiruPas encore d'évaluation
- PowerMILL Blades Blisks ImpellersDocument1 pagePowerMILL Blades Blisks ImpellersRelu ChiruPas encore d'évaluation
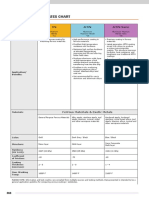
- Inserts Chart CoatingsDocument2 pagesInserts Chart CoatingsRelu ChiruPas encore d'évaluation
- Tutorial PowermillDocument17 pagesTutorial PowermillMarco Neves100% (1)
- PowerMILL 5 Axis MachiningDocument2 pagesPowerMILL 5 Axis MachiningRelu ChiruPas encore d'évaluation
- Programing Manual EIA ISODocument416 pagesPrograming Manual EIA ISORelu Chiru100% (2)
- 5 Axis Milling Using Delcam PowermillDocument16 pages5 Axis Milling Using Delcam PowermillVelichko Velikov100% (2)
- B-64484EN-2 - 02 Fanuc 30,31,32i Operator Manual PDFDocument452 pagesB-64484EN-2 - 02 Fanuc 30,31,32i Operator Manual PDFRelu Chiru100% (1)
- Tutorial PowermillDocument17 pagesTutorial PowermillMarco Neves100% (1)
- Hass AnswersDocument7 pagesHass AnswersRelu ChiruPas encore d'évaluation
- Computer Numerical Control Programming Basics: DefinitionsDocument8 pagesComputer Numerical Control Programming Basics: DefinitionsActem PmePas encore d'évaluation
- FANUC 30i/31i/32i SERIES BOOT SYSTEM APPENDIX C SCREEN AND OPERATION GUIDEDocument6 pagesFANUC 30i/31i/32i SERIES BOOT SYSTEM APPENDIX C SCREEN AND OPERATION GUIDERelu ChiruPas encore d'évaluation
- Maximizing CNC Utilization: Module Three: Advanced Implications of Basic FeaturesDocument100 pagesMaximizing CNC Utilization: Module Three: Advanced Implications of Basic FeaturesRelu ChiruPas encore d'évaluation
- CNC Classnotes PDFDocument28 pagesCNC Classnotes PDFelangandhiPas encore d'évaluation
- Fanuc Seria 30,300,31,310,32,320i - ENGDocument568 pagesFanuc Seria 30,300,31,310,32,320i - ENGSilvia_282008roPas encore d'évaluation
- NCPlotManual v230 PDFDocument178 pagesNCPlotManual v230 PDFRelu ChiruPas encore d'évaluation
- 66102en 10Document235 pages66102en 10Relu Chiru100% (1)
- Fanuc Seria 30,300,31,310,32,320i - ENGDocument568 pagesFanuc Seria 30,300,31,310,32,320i - ENGSilvia_282008roPas encore d'évaluation
- FANUC Macro Program ProgrammingDocument16 pagesFANUC Macro Program ProgrammingVinsensius Herdani Agung Nugroho50% (4)
- H 5226 8307 02 A Productivity Active Editor ProDocument7 pagesH 5226 8307 02 A Productivity Active Editor ProRelu ChiruPas encore d'évaluation
- CNC PresentationDocument37 pagesCNC PresentationMarvin BelenPas encore d'évaluation
- M32 Operating ManualDocument322 pagesM32 Operating ManualLuis Enrique Garduño Landazuri100% (9)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Tiempos de entrega y actividades de aprendizajeDocument2 pagesTiempos de entrega y actividades de aprendizajejuanPas encore d'évaluation
- Coatings For Wind Power - Uk - 010213Document7 pagesCoatings For Wind Power - Uk - 010213King SabiPas encore d'évaluation
- Advertising Lesson Plan Day 2Document2 pagesAdvertising Lesson Plan Day 2api-11613900750% (2)
- B.Tech Machine Design SyllabusDocument25 pagesB.Tech Machine Design SyllabusSanketHedduriPas encore d'évaluation
- Lecture 6 Cairo UniversityDocument20 pagesLecture 6 Cairo UniversityWRAIPas encore d'évaluation
- Wireless Sensor Network Using Zigbee: Nidhi Patel, Hiren Kathiriya, Arjav BavarvaDocument5 pagesWireless Sensor Network Using Zigbee: Nidhi Patel, Hiren Kathiriya, Arjav BavarvaDavidleonardo GalindoPas encore d'évaluation
- Investment Opportunities in OdishaDocument28 pagesInvestment Opportunities in OdishaNiladri MandalPas encore d'évaluation
- Staring Index PagesDocument7 pagesStaring Index PagesKolte RushikeshPas encore d'évaluation
- Capilary Tube For Ac and RefrigeratorDocument4 pagesCapilary Tube For Ac and RefrigeratorJoko SubagyoPas encore d'évaluation
- Siemens Compressor PackageDocument8 pagesSiemens Compressor PackageMilos ObrenovicPas encore d'évaluation
- Unit 2 StoriesDocument11 pagesUnit 2 StoriesCristina BáezPas encore d'évaluation
- Oleh - Fadli Satrio Fadjri - Prof. Dr. Ing. Ir. Rudi Rubiandini R.SDocument3 pagesOleh - Fadli Satrio Fadjri - Prof. Dr. Ing. Ir. Rudi Rubiandini R.SGusti PanuntunPas encore d'évaluation
- Call Center MetricsDocument16 pagesCall Center MetricspratimPas encore d'évaluation
- ABB Motors for Hazardous AreasDocument65 pagesABB Motors for Hazardous Areaslaem269Pas encore d'évaluation
- Muh Eng 50hzDocument8 pagesMuh Eng 50hzaleks canjugaPas encore d'évaluation
- Becoming A Changemaker Introduction To Social InnovationDocument14 pagesBecoming A Changemaker Introduction To Social InnovationRabih SouaidPas encore d'évaluation
- John Bingham-Hall CVDocument2 pagesJohn Bingham-Hall CVJohn Bingham-HallPas encore d'évaluation
- Amazon Consolidated Interview Experience DocumentDocument4 pagesAmazon Consolidated Interview Experience DocumentNiraj Kumar100% (1)
- Earthing of High Voltage Electrical Apparatus For The Protection of PersonnelDocument56 pagesEarthing of High Voltage Electrical Apparatus For The Protection of PersonnelDavoPas encore d'évaluation
- Thyristor Controlled Reactor: Circuit DiagramDocument4 pagesThyristor Controlled Reactor: Circuit DiagramSpk SudhinPas encore d'évaluation
- Application Area of AiDocument9 pagesApplication Area of AiDagim Fekadu AmenuPas encore d'évaluation
- Armstrong Ambience Plus 8 MMDocument30 pagesArmstrong Ambience Plus 8 MMPreethi RajendranPas encore d'évaluation
- ENG - Syringe Pump Cleaning and Disinfection Protocol-20200331Document1 pageENG - Syringe Pump Cleaning and Disinfection Protocol-20200331Farrel AlfayyedPas encore d'évaluation
- Ekspanzioni VentilDocument6 pagesEkspanzioni VentilNevena AksićPas encore d'évaluation
- Contemporary Issues in MarketingDocument23 pagesContemporary Issues in MarketingKumaran Balasubramanian0% (1)
- Manual CleviteDocument180 pagesManual CleviteJacko JaraPas encore d'évaluation
- Inspection and Requalification of Flywheels Before Remounting - 09197Document5 pagesInspection and Requalification of Flywheels Before Remounting - 09197Mark ChapmanPas encore d'évaluation
- Enum Types JavaDocument3 pagesEnum Types JavaAmandeep PuniaPas encore d'évaluation
- 7 Geolog Drilling Optimization ServicesDocument10 pages7 Geolog Drilling Optimization ServicespendexxPas encore d'évaluation
- NI Tutorial 3921 enDocument5 pagesNI Tutorial 3921 encasa4presidentPas encore d'évaluation