Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Arfken G.B., Weber H.J. Mathematical Methods For Physicists (6ed., Elsevier AP, SDocument1 197 pagesArfken G.B., Weber H.J. Mathematical Methods For Physicists (6ed., Elsevier AP, Sjburleson1184% (49)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Nag 1Document199 pagesNag 1Gigi Honda100% (2)
- Nfpa 20 PDFDocument7 pagesNfpa 20 PDFYashodhan Karkare100% (1)
- The Mellin TransformDocument6 pagesThe Mellin TransformYashodhan KarkarePas encore d'évaluation
- Continuously Variable TransmissionDocument33 pagesContinuously Variable Transmissionsk9145100% (1)
- Lecture Notes by Stefan WanerDocument50 pagesLecture Notes by Stefan WanerYashodhan KarkarePas encore d'évaluation
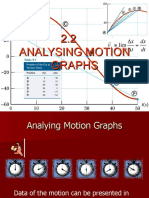
- 2.2 Motion GraphsDocument20 pages2.2 Motion GraphsfizikkopuPas encore d'évaluation
- Parts List: Tfmx-IicDocument64 pagesParts List: Tfmx-IicRB STPas encore d'évaluation
- More Inverse Kinematics: MEAM 520Document31 pagesMore Inverse Kinematics: MEAM 520Franz Xavier Gonzalez AranibarPas encore d'évaluation
- Ninth Grade Physical Science Students' Achievements in Math Using A Modeling Physical Science CurriculumDocument18 pagesNinth Grade Physical Science Students' Achievements in Math Using A Modeling Physical Science CurriculumDavid GiraldoPas encore d'évaluation
- VectorDocument17 pagesVectorydouneed2012Pas encore d'évaluation
- Form 2 Science Chapter 10Document3 pagesForm 2 Science Chapter 10EeJun LeePas encore d'évaluation
- Figueiredo Et Al. 2014 JSSMDocument6 pagesFigueiredo Et Al. 2014 JSSMRodrigo Ramìrez CampilloPas encore d'évaluation
- Mechanical DriveDocument1 pageMechanical DriveAmit PrusethPas encore d'évaluation
- C7TADocument6 pagesC7TAtasyaPas encore d'évaluation
- The Gear BoxDocument21 pagesThe Gear BoxRuwan ChandraPas encore d'évaluation
- Theory of Machines - Lab ManualDocument28 pagesTheory of Machines - Lab ManualHoneyPas encore d'évaluation
- M4-Kinematics in One-DimensionDocument14 pagesM4-Kinematics in One-Dimensionggt9zfhsjvPas encore d'évaluation
- Dynamics of Machines - GearsDocument0 pageDynamics of Machines - Gears10494214Pas encore d'évaluation
- STM WDocument18 pagesSTM WEdgardo GambandePas encore d'évaluation
- Engineering Mechanics Dynamics Si Edition 4th Edition Pytel Solutions ManualDocument26 pagesEngineering Mechanics Dynamics Si Edition 4th Edition Pytel Solutions ManualAmyClarkcsgz100% (63)
- Kinematic Indeterminacy and Static Indeterminacy - Beam, Frame EtcDocument6 pagesKinematic Indeterminacy and Static Indeterminacy - Beam, Frame Etcvipin soniPas encore d'évaluation
- Ei Labz Basic RoboticsDocument1 pageEi Labz Basic RoboticsArpitha JainPas encore d'évaluation
- Manuscript AOne DOFCompliantGripperMechanismDocument28 pagesManuscript AOne DOFCompliantGripperMechanismHo Nhat LinhPas encore d'évaluation
- Unit-Simple Mechanism Revision Class: Engineering-ProjectsDocument48 pagesUnit-Simple Mechanism Revision Class: Engineering-ProjectsSHIKHAR SAXENAPas encore d'évaluation
- Tech Sec 8Document6 pagesTech Sec 8Nabende UmarPas encore d'évaluation
- Modeling & Simulation of Spherical Robot Configuration Using Solidworks & MatlabDocument3 pagesModeling & Simulation of Spherical Robot Configuration Using Solidworks & Matlabkarthi0% (1)
- Creative Mechanism DesignDocument56 pagesCreative Mechanism DesignDibakar SenPas encore d'évaluation
- Laws of MotionDocument17 pagesLaws of MotionLois RiveraPas encore d'évaluation
- The Hydraulic Driving Mechanism: PrinciplesDocument7 pagesThe Hydraulic Driving Mechanism: PrinciplesMahmoud MoezPas encore d'évaluation
- Ch-1 Industrial MAchines and MechanicsDocument26 pagesCh-1 Industrial MAchines and MechanicsQasim Ali0% (1)
- Hybrid Contact Detection and Force Estimation During Compliant ManupulationDocument7 pagesHybrid Contact Detection and Force Estimation During Compliant ManupulationRodrigo Murillo ArandaPas encore d'évaluation
- MD - Chapter 01 - Interference in Involute GearDocument9 pagesMD - Chapter 01 - Interference in Involute Gearmohil thakorPas encore d'évaluation
- Unit 2 Gear: ObjectivesDocument19 pagesUnit 2 Gear: ObjectivesApechRangerPas encore d'évaluation