Vous aimerez peut-être aussi
- Indian Standard 276Document9 pagesIndian Standard 276sdmelPas encore d'évaluation
- Is 5986-2011Document14 pagesIs 5986-2011oneakshay100% (1)
- Is 3930Document19 pagesIs 3930IPSITPas encore d'évaluation
- Is 10343 1999Document11 pagesIs 10343 1999Arjuna ReddyPas encore d'évaluation
- Is 2856 1999 Carbon Steel Castings For Pressure Containing Parts Suitable For Fusion WeldingDocument11 pagesIs 2856 1999 Carbon Steel Castings For Pressure Containing Parts Suitable For Fusion WeldingpsewagPas encore d'évaluation
- Is 1079 (2009) - Hot Rolled Carbon Steel Sheet and StripDocument13 pagesIs 1079 (2009) - Hot Rolled Carbon Steel Sheet and StripJeetu GosaiPas encore d'évaluation
- 1977Document11 pages1977Vineet Krishan67% (3)
- IS3038 TitleDocument9 pagesIS3038 TitleAbinashBeheraPas encore d'évaluation
- Disclosure To Promote The Right To InformationDocument13 pagesDisclosure To Promote The Right To Informationanand.bharadwajPas encore d'évaluation
- Is 2041 2009Document12 pagesIs 2041 2009Katie RamirezPas encore d'évaluation
- Is 1148 2009 PDFDocument10 pagesIs 1148 2009 PDFchepurthiPas encore d'évaluation
- Is 15961 - 2012Document12 pagesIs 15961 - 2012riverwilliamsPas encore d'évaluation
- Is 12987 1991Document12 pagesIs 12987 1991NeeRaj KaUshikPas encore d'évaluation
- Is 617.1994Document19 pagesIs 617.1994Arjuna ReddyPas encore d'évaluation
- Disclosure To Promote The Right To Information: IS 14329 (1995) : Malleable Iron Castings (MTD 6: Pig Iron and Cast Iron)Document13 pagesDisclosure To Promote The Right To Information: IS 14329 (1995) : Malleable Iron Castings (MTD 6: Pig Iron and Cast Iron)anand.bharadwaj50% (2)
- Structural Steel-Microalloyed (Medium and High Strength Qualities) - Specification (Document16 pagesStructural Steel-Microalloyed (Medium and High Strength Qualities) - Specification (Achuthan Kannankutty100% (2)
- Disclosure To Promote The Right To InformationDocument11 pagesDisclosure To Promote The Right To InformationRishith Ellath Meethal VadakaraPas encore d'évaluation
- Is 15911 2010Document13 pagesIs 15911 2010Pankita BistPas encore d'évaluation
- Is 3502 2009 PDFDocument10 pagesIs 3502 2009 PDFRajashekar.PPas encore d'évaluation
- A 618 - 99 Qtyxoc05oqDocument4 pagesA 618 - 99 Qtyxoc05oqLUISALBERTO06011985Pas encore d'évaluation
- Disclosure To Promote The Right To InformationDocument17 pagesDisclosure To Promote The Right To Informationmal singhPas encore d'évaluation
- Steel Is.6603.2001 PDFDocument20 pagesSteel Is.6603.2001 PDFhiren_mistry55Pas encore d'évaluation
- Is 6913 1973Document11 pagesIs 6913 1973diwakar1978Pas encore d'évaluation
- Is 2708 1993Document10 pagesIs 2708 1993ghosh_ranjoyPas encore d'évaluation
- Disclosure To Promote The Right To InformationDocument14 pagesDisclosure To Promote The Right To InformationgovimanoPas encore d'évaluation
- Is 1285 2002 Round Tube Hallow SectionDocument14 pagesIs 1285 2002 Round Tube Hallow SectionHerold Melwyn DcostaPas encore d'évaluation
- Is 2708 - Manganize Steel CastingDocument6 pagesIs 2708 - Manganize Steel CastingJanak MistryPas encore d'évaluation
- Is 2644Document11 pagesIs 2644IPSITPas encore d'évaluation
- Disclosure To Promote The Right To InformationDocument13 pagesDisclosure To Promote The Right To InformationTennis Mathew100% (1)
- Is 1865 1991Document16 pagesIs 1865 1991kumarkk1969Pas encore d'évaluation
- Is 9417 1989Document15 pagesIs 9417 1989Ganesh RajaPas encore d'évaluation
- Internet Standards for Steel Ship CastingsDocument11 pagesInternet Standards for Steel Ship CastingsRohan ChitlangiaPas encore d'évaluation
- High-Strength Low-Alloy Structural Steel Plate With Atmospheric Corrosion ResistanceDocument2 pagesHigh-Strength Low-Alloy Structural Steel Plate With Atmospheric Corrosion ResistanceGustavo SuarezPas encore d'évaluation
- Astm A633 1979Document6 pagesAstm A633 1979ingmichaelgarcia100% (1)
- Asme Section II A Sa-395Document12 pagesAsme Section II A Sa-395Anonymous GhPzn1xPas encore d'évaluation
- Standard Specification For: Designation: B 6 - 06Document4 pagesStandard Specification For: Designation: B 6 - 06Thaiminh VoPas encore d'évaluation
- Is 4896 1992 PDFDocument10 pagesIs 4896 1992 PDFnhirpara1Pas encore d'évaluation
- Is - 1030Document8 pagesIs - 1030Aaditya SharmaPas encore d'évaluation
- Is.1875 1992Document14 pagesIs.1875 1992Sadashiva sahooPas encore d'évaluation
- Astm A500Document5 pagesAstm A500Pierre Papeen67% (3)
- A688A688 ASS Feed WaterDocument6 pagesA688A688 ASS Feed Waterkhot2000Pas encore d'évaluation
- Is 210Document16 pagesIs 210Debopriyo GhoshPas encore d'évaluation
- Is 1030-1998Document8 pagesIs 1030-1998Sumit ShyamalPas encore d'évaluation
- Caustic Stress Corrosion Cracking of Carbon Steels: 'Continuous IiDocument41 pagesCaustic Stress Corrosion Cracking of Carbon Steels: 'Continuous IiJerish JosephPas encore d'évaluation
- 30t-65-Moldable Exothermic Pad MaterialsDocument3 pages30t-65-Moldable Exothermic Pad MaterialsCharlie ChongPas encore d'évaluation
- Brittle Fracture in Steel StructuresD'EverandBrittle Fracture in Steel StructuresG.M. BoydPas encore d'évaluation
- Corrosion: Corrosion ControlD'EverandCorrosion: Corrosion ControlL L ShreirÉvaluation : 5 sur 5 étoiles5/5 (1)
- Control and Analysis in Iron and SteelmakingD'EverandControl and Analysis in Iron and SteelmakingÉvaluation : 3 sur 5 étoiles3/5 (2)
- The Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39D'EverandThe Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39Évaluation : 5 sur 5 étoiles5/5 (1)
- High-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesD'EverandHigh-Temperature Brazing in Controlled Atmospheres: The Pergamon Materials Engineering Practice SeriesPas encore d'évaluation
- Spot Welding Interview Success: An Introduction to Spot WeldingD'EverandSpot Welding Interview Success: An Introduction to Spot WeldingPas encore d'évaluation
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesD'EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesPas encore d'évaluation
- Automation and Robotisation in Welding and Allied Processes: Proceedings of the International Conference Held at Strasbourg, France, 2-3 September 1985, under the Auspices of the International Institute of WeldingD'EverandAutomation and Robotisation in Welding and Allied Processes: Proceedings of the International Conference Held at Strasbourg, France, 2-3 September 1985, under the Auspices of the International Institute of WeldingP D BoydPas encore d'évaluation
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingD'EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghPas encore d'évaluation
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonD'EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonPas encore d'évaluation
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingD'EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingPas encore d'évaluation
- IMMS LP ManualDocument38 pagesIMMS LP ManualgotosudPas encore d'évaluation
- Loading Wharf: A New Experiment On RecycledDocument6 pagesLoading Wharf: A New Experiment On RecycledgotosudPas encore d'évaluation
- Cross Section SWPR PDFDocument1 pageCross Section SWPR PDFgotosudPas encore d'évaluation
- ProfileDocument1 pageProfilegotosudPas encore d'évaluation
- 3Document18 pages3gotosudPas encore d'évaluation
- Guideline On Fabrication (Railway Bridge Code)Document10 pagesGuideline On Fabrication (Railway Bridge Code)amawaucePas encore d'évaluation
- Indian Railway General Condition July 2013Document68 pagesIndian Railway General Condition July 2013Kshitij Trivedi0% (1)
- Cross Section CHH PDFDocument1 pageCross Section CHH PDFgotosudPas encore d'évaluation
- NDDB DMPDocument124 pagesNDDB DMPelanthamizhmaran100% (1)
- Sulphate AttackDocument10 pagesSulphate AttackgotosudPas encore d'évaluation
- Bar Bending SheduleDocument1 pageBar Bending ShedulegotosudPas encore d'évaluation
- It CrisDocument45 pagesIt CrisgotosudPas encore d'évaluation
- Grooved Rubber Sole Plate SpecificationDocument30 pagesGrooved Rubber Sole Plate Specificationgotosud100% (1)
- TS - Lohata-Bhadoi 39 KM DoublingDocument125 pagesTS - Lohata-Bhadoi 39 KM DoublinggotosudPas encore d'évaluation
- MT Level IDocument12 pagesMT Level Iidealparrot100% (1)
- Zoomorphology: Morphology and Function of The Tube Feet of (Echinodermata: Crinoidea)Document13 pagesZoomorphology: Morphology and Function of The Tube Feet of (Echinodermata: Crinoidea)Indra SatriaPas encore d'évaluation
- CSR FinalDocument44 pagesCSR FinalrohanPas encore d'évaluation
- SSC CGL 2021 Mains Maths (En) PaperDocument35 pagesSSC CGL 2021 Mains Maths (En) PaperSachin BhatiPas encore d'évaluation
- 2011-YPG Plan Activity Book FINAL 4-17-11Document27 pages2011-YPG Plan Activity Book FINAL 4-17-11Dan CompitelloPas encore d'évaluation
- Transactional AnalysisDocument30 pagesTransactional AnalysissabyasachiPas encore d'évaluation
- Listening Test 2 BACH 3 Eva 19-20Document2 pagesListening Test 2 BACH 3 Eva 19-20Maria Jose Fuentes DiazPas encore d'évaluation
- Case Study Dorothea Orem (Francar Jade For Sbmission) - TFNDocument2 pagesCase Study Dorothea Orem (Francar Jade For Sbmission) - TFNFrancar Jade De VeraPas encore d'évaluation
- Importance of Bus Rapid Transit Systems (BRTSDocument7 pagesImportance of Bus Rapid Transit Systems (BRTSAnshuman SharmaPas encore d'évaluation
- Indian Railways Service of Engineers: A Glorious ServiceDocument5 pagesIndian Railways Service of Engineers: A Glorious ServiceHabib Ur RahmanPas encore d'évaluation
- List of Computer Science Impact Factor Journals: Indexed in ISI Web of Knowledge 2015Document7 pagesList of Computer Science Impact Factor Journals: Indexed in ISI Web of Knowledge 2015ppghoshinPas encore d'évaluation
- q2 w6 Asteroids Comets MeteorsDocument61 pagesq2 w6 Asteroids Comets MeteorsxenarealePas encore d'évaluation
- STP Model Marketing StrategyDocument25 pagesSTP Model Marketing StrategyRishab ManochaPas encore d'évaluation
- AS1684 Timber Framing GuideDocument37 pagesAS1684 Timber Framing GuidemanoliPas encore d'évaluation
- UTOPIAvs DYSTOPIADocument17 pagesUTOPIAvs DYSTOPIAzairaguenperaltaPas encore d'évaluation
- 390D L Excavator WAP00001-UP (MACHINE) POWERED BY C18 Engine (SEBP5236 - 43) - Sistemas y ComponentesDocument3 pages390D L Excavator WAP00001-UP (MACHINE) POWERED BY C18 Engine (SEBP5236 - 43) - Sistemas y ComponentesJuan Pablo Virreyra TriguerosPas encore d'évaluation
- The Works of Lord Byron, Vol. 3 - Hebrew Melodies, PoemsDocument361 pagesThe Works of Lord Byron, Vol. 3 - Hebrew Melodies, Poemszpervan1Pas encore d'évaluation
- MoRTH CompleteDocument725 pagesMoRTH CompleteSekharmantri Sitapati85% (71)
- Programmable Logic Controller (PLC)Document19 pagesProgrammable Logic Controller (PLC)Jason Sonido88% (8)
- Default Password For All TMNet Streamyx Supported ModemDocument2 pagesDefault Password For All TMNet Streamyx Supported ModemFrankly F. ChiaPas encore d'évaluation
- Pushover Analysis As Per EC8Document23 pagesPushover Analysis As Per EC8mihaitimoftePas encore d'évaluation
- Speech To Third Form English.Document1 pageSpeech To Third Form English.maxPas encore d'évaluation
- Gantry Crane Design Calculations - Google SearchDocument2 pagesGantry Crane Design Calculations - Google SearchJebin Abraham100% (1)
- GCS Modbus Protocol Support 2v0Document52 pagesGCS Modbus Protocol Support 2v0Wilber Arpi HerenciaPas encore d'évaluation
- TOJan Feb 16Document40 pagesTOJan Feb 16kumararajPas encore d'évaluation
- Assignment IDocument4 pagesAssignment IDylan HsiehPas encore d'évaluation
- Santos Task Performance Pre Final STSDocument14 pagesSantos Task Performance Pre Final STSAshley Mae SarmientoPas encore d'évaluation
- English Romanticism: Romantic PoetryDocument58 pagesEnglish Romanticism: Romantic PoetryKhushnood Ali100% (1)
- The Metabolic and Endocrine Systems NotesDocument9 pagesThe Metabolic and Endocrine Systems NotesCarl Elexer Cuyugan Ano100% (2)
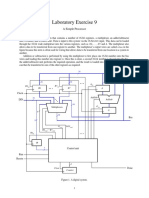
- Laboratory Exercise 9: A Simple ProcessorDocument8 pagesLaboratory Exercise 9: A Simple ProcessorhxchPas encore d'évaluation