Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- READMEDocument2 pagesREADME名前苗字Pas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Ex.38 - Twin Screw ExtruderDocument9 pagesEx.38 - Twin Screw ExtruderjacksayshiPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Souflle PancakesDocument3 pagesSouflle PancakesjacksayshiPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Ex.47 - Non-Isothermal Flow in A Twin Screw ExtruderDocument8 pagesEx.47 - Non-Isothermal Flow in A Twin Screw ExtruderjacksayshiPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Ex.66 - Adaptive Meshing For Moving Parts (II) Twin Screw ExtruderDocument9 pagesEx.66 - Adaptive Meshing For Moving Parts (II) Twin Screw ExtruderjacksayshiPas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Ex.47 - Non-Isothermal Flow in A Twin Screw ExtruderDocument8 pagesEx.47 - Non-Isothermal Flow in A Twin Screw ExtruderjacksayshiPas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Ex.108 - Sliding Mesh For A Single Screw ExtruderDocument9 pagesEx.108 - Sliding Mesh For A Single Screw ExtruderjacksayshiPas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Ex.112 - Effects of Slipping Along Screws and Back Pressure On Energy Dissipation and Backflows in A Twin Screw ExtruderDocument10 pagesEx.112 - Effects of Slipping Along Screws and Back Pressure On Energy Dissipation and Backflows in A Twin Screw ExtruderjacksayshiPas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Carbide Tipped Pens Seventeen Tales of Hard 9781466810198Document2 pagesCarbide Tipped Pens Seventeen Tales of Hard 9781466810198jacksayshiPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Five PDFDocument1 pageThe Five PDFjacksayshiPas encore d'évaluation
- RetrogradeDocument1 pageRetrogradejacksayshiPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Ex.115 - Non-Isothermal Flow in A Single Screw ExtruderDocument11 pagesEx.115 - Non-Isothermal Flow in A Single Screw ExtruderjacksayshiPas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Fundamentals of Music Theory RedditDocument22 pagesFundamentals of Music Theory RedditjacksayshiPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Adventure Skeletons One-PageDocument1 pageAdventure Skeletons One-PagejacksayshiPas encore d'évaluation
- Recitation 15 1Document1 pageRecitation 15 1jacksayshiPas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- EGN 3353C Fluid Mechanics: Chapter 7: Dimensional Analysis and ModelingDocument5 pagesEGN 3353C Fluid Mechanics: Chapter 7: Dimensional Analysis and ModelingjacksayshiPas encore d'évaluation
- Dimensiones y Acotaciones PDFDocument34 pagesDimensiones y Acotaciones PDFAdam GordonPas encore d'évaluation
- AutoCAD Mechanical 2015 Productivity Study PDFDocument15 pagesAutoCAD Mechanical 2015 Productivity Study PDFjacksayshiPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- ARM Design Guide Introduction To Rotational MoldingDocument29 pagesARM Design Guide Introduction To Rotational MoldingGabriel Lopez BarajasPas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Lesson 34 - Viscous Flow in Pipes - Head Loss and Moody Chart - Handout VersionDocument10 pagesLesson 34 - Viscous Flow in Pipes - Head Loss and Moody Chart - Handout VersionjacksayshiPas encore d'évaluation
- What Is AbaqusDocument41 pagesWhat Is AbaqusmshambooliPas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Lesson 35 - Viscous Flow in Pipes - Minor Losses - Handout VersionDocument10 pagesLesson 35 - Viscous Flow in Pipes - Minor Losses - Handout VersionjacksayshiPas encore d'évaluation
- Lesson 28 and 29 - Isentropic Flow With Area Change - Handout VersionDocument16 pagesLesson 28 and 29 - Isentropic Flow With Area Change - Handout VersionjacksayshiPas encore d'évaluation
- Proteus 200 Flowmeter Data SheetDocument3 pagesProteus 200 Flowmeter Data SheetjacksayshiPas encore d'évaluation
- Solar Observing Project 2017Document5 pagesSolar Observing Project 2017jacksayshiPas encore d'évaluation
- Recitation 14 - Flow DeformationsDocument2 pagesRecitation 14 - Flow DeformationsjacksayshiPas encore d'évaluation
- Nelsondiana Eml4501 Report1Document52 pagesNelsondiana Eml4501 Report1jacksayshiPas encore d'évaluation
- Furuta Pendulum Final Report - MIT Student Group Project PDFDocument33 pagesFuruta Pendulum Final Report - MIT Student Group Project PDFjacksayshiPas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Heidarsson 2011 693 PDFDocument6 pagesHeidarsson 2011 693 PDFjacksayshiPas encore d'évaluation
- HW2 - ABC Model PDFDocument2 pagesHW2 - ABC Model PDFjacksayshiPas encore d'évaluation
- Pressure Switch/Reed Switch Type: SeriesDocument4 pagesPressure Switch/Reed Switch Type: SeriesDaniel Mauro Inga SalazarPas encore d'évaluation
- Brilliance - 64 - (ct101) - Site - Guidefor TrailerDocument19 pagesBrilliance - 64 - (ct101) - Site - Guidefor Trailerbody2030Pas encore d'évaluation
- Uk Fat 2017Document178 pagesUk Fat 2017Christopher J MillsPas encore d'évaluation
- STK412 150 Sanyo PDFDocument4 pagesSTK412 150 Sanyo PDFroger.Pas encore d'évaluation
- SQL Server Connectivity Roadmap.: Preliminary TroubleshootingDocument7 pagesSQL Server Connectivity Roadmap.: Preliminary Troubleshootingapi-3748582Pas encore d'évaluation
- Literature ReviewDocument2 pagesLiterature ReviewkhairulPas encore d'évaluation
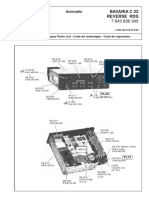
- Bavaria Reverse RdsDocument15 pagesBavaria Reverse RdsDušan JovanovićPas encore d'évaluation
- Designs of Canals and CM&CD WorksDocument61 pagesDesigns of Canals and CM&CD WorksVenkataLakshmiKorrapatiPas encore d'évaluation
- SVC Manual C2670 EngDocument146 pagesSVC Manual C2670 EngAnonymous 1lbWGmPas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Brain Controlled Car For Disabled Using Artificial IntelligenceDocument17 pagesBrain Controlled Car For Disabled Using Artificial IntelligenceMdkhanzPas encore d'évaluation
- Chapter 1 Introduction: U V U U V X y yDocument56 pagesChapter 1 Introduction: U V U U V X y ywithyou100% (1)
- Curriculam Vitae: ObjectiveDocument4 pagesCurriculam Vitae: ObjectiveSachin DeoPas encore d'évaluation
- Synopsis of Power FactorDocument10 pagesSynopsis of Power FactorRavi TiwariPas encore d'évaluation
- ACI 517-2R-87 Standard Specification For Tolerances For Accelerated Curing at Atmospheric PressureDocument17 pagesACI 517-2R-87 Standard Specification For Tolerances For Accelerated Curing at Atmospheric PressureKiramat ShahPas encore d'évaluation
- Newton Laws of Motion JeopardyDocument19 pagesNewton Laws of Motion JeopardyJessiel GueribaPas encore d'évaluation
- Survey MODULE 4Document16 pagesSurvey MODULE 4InsurrectionPas encore d'évaluation
- Lecture 09 Value Chain AnalysisDocument29 pagesLecture 09 Value Chain AnalysisDavid HermanPas encore d'évaluation
- Injection Molding TrainingDocument131 pagesInjection Molding TrainingNuria Varela100% (3)
- High Carbon Steel Shot GritDocument2 pagesHigh Carbon Steel Shot Gritabdulaziz mohammedPas encore d'évaluation
- Bolts TheoryDocument30 pagesBolts TheoryIbrahim Mesfin100% (1)
- Li-Fi Industries Communication Using Laser Media in Open SpaceDocument61 pagesLi-Fi Industries Communication Using Laser Media in Open SpaceVinothKumar100% (1)
- Unit-1 - Spur Gears - Lecture - 6 - Problems Spur Gear - Mahesh GaikwadDocument13 pagesUnit-1 - Spur Gears - Lecture - 6 - Problems Spur Gear - Mahesh GaikwadNikhil JadhavPas encore d'évaluation
- Gestrast 6Document3 pagesGestrast 6iran1362Pas encore d'évaluation
- Chapter 1 Introduction To Green BuildingsDocument19 pagesChapter 1 Introduction To Green BuildingsSunil BeheraPas encore d'évaluation
- Robotics Engineering Minor FlowchartDocument1 pageRobotics Engineering Minor FlowchartkskkingPas encore d'évaluation
- Digital Signal Processing R13 Previous PapersDocument5 pagesDigital Signal Processing R13 Previous PapersPrasannaKumar KaraNam100% (1)
- Bansilal Ramnath Agarwal Charitable Trust'sDocument2 pagesBansilal Ramnath Agarwal Charitable Trust'sJennifer WaltonPas encore d'évaluation
- NextCloud OnlyOffice PDFDocument89 pagesNextCloud OnlyOffice PDFOmar Gallegos Vazquez100% (1)
- PC700-8 Uess15301 1208Document24 pagesPC700-8 Uess15301 1208LTATECNICOPas encore d'évaluation
- Assign 3Document9 pagesAssign 3Yudha PP0% (1)