Vous aimerez peut-être aussi
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- BS en Iso 3452-2-2021 - (2021-07-05 - 06-19-21 Am)Document34 pagesBS en Iso 3452-2-2021 - (2021-07-05 - 06-19-21 Am)bmkale100% (2)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hse Guidelines For Projects 17.09.2020 FinalDocument125 pagesHse Guidelines For Projects 17.09.2020 Finalbmkale100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- en 13445 Part 2Document89 pagesen 13445 Part 2bmkalePas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Difference Between CodeDocument1 pageDifference Between CodebmkalePas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Silent Challenger 2 X 301 - CPCB II NewDocument2 pagesSilent Challenger 2 X 301 - CPCB II NewbmkalePas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Kale Inspection Services: 11, Raviraj Huts, Tidke Nagar, Untwadi, Nasik, Maharashtra, India-422008Document2 pagesKale Inspection Services: 11, Raviraj Huts, Tidke Nagar, Untwadi, Nasik, Maharashtra, India-422008bmkalePas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Radiographic Interpretation Table: Defects Mentioned Are Based On 300Mm (12") Long WeldDocument2 pagesRadiographic Interpretation Table: Defects Mentioned Are Based On 300Mm (12") Long WeldbmkalePas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Ut in Lieu of RT For Code Construction of Pressure EquipmentDocument16 pagesUt in Lieu of RT For Code Construction of Pressure EquipmentbmkalePas encore d'évaluation
- 40 Days Strategy For 70 Score in JEE Main Math PDFDocument41 pages40 Days Strategy For 70 Score in JEE Main Math PDFbmkalePas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Quality PolicyDocument1 pageQuality Policybmkale100% (1)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Bureau Veritas (I) Pvt. LTD, (Shell FPS Project), Malikai TLP (Shell FPS Project) Saudi Aramco Godrej and BoyceDocument2 pagesBureau Veritas (I) Pvt. LTD, (Shell FPS Project), Malikai TLP (Shell FPS Project) Saudi Aramco Godrej and BoycebmkalePas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- STD: Xi Unit Test Ii (Home Assignment) Marks: 25 Infermation TechnologyDocument1 pageSTD: Xi Unit Test Ii (Home Assignment) Marks: 25 Infermation TechnologybmkalePas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- CV Bhaskar M KaleDocument5 pagesCV Bhaskar M KalebmkalePas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Dwitiya Senior Group Model QPDocument7 pagesDwitiya Senior Group Model QPHemanth HemuPas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- QP - Answer Key - MAT - Chandigarh - NTSE STAGE-I PDFDocument8 pagesQP - Answer Key - MAT - Chandigarh - NTSE STAGE-I PDFbmkalePas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- STD: Xi Unit Test Ii (Home Assignment) Marks: 25 EnglishDocument2 pagesSTD: Xi Unit Test Ii (Home Assignment) Marks: 25 EnglishbmkalePas encore d'évaluation
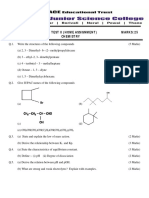
- STD: Xi Unit Test Ii (Home Assignment) Marks: 25 ChemistryDocument1 pageSTD: Xi Unit Test Ii (Home Assignment) Marks: 25 ChemistrybmkalePas encore d'évaluation
- STD: Xi Unit Test Ii (Home Assignment) Marks: 25 Electrical MaintenanceDocument1 pageSTD: Xi Unit Test Ii (Home Assignment) Marks: 25 Electrical MaintenancebmkalePas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- d14 3-d14 3m-2005PVDocument8 pagesd14 3-d14 3m-2005PVweldingchilePas encore d'évaluation
- Welding RodsDocument12 pagesWelding RodsDigital BusinessPas encore d'évaluation
- Procedure-Part-A - Structural Works - PDFDocument58 pagesProcedure-Part-A - Structural Works - PDFquiron2014Pas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Section 05090 Metal FasteningDocument6 pagesSection 05090 Metal FasteningMØhãmmed ØwięsPas encore d'évaluation
- API 570 Flash CardsDocument13 pagesAPI 570 Flash CardsSarathiraja Sekar100% (5)
- Mono Block ReactorDocument16 pagesMono Block Reactoreng_farPas encore d'évaluation
- Hobart Beta Mig 2510 Manual 0194430A - HOBDocument40 pagesHobart Beta Mig 2510 Manual 0194430A - HOBmedkvPas encore d'évaluation
- External Seam Welders ManualDocument56 pagesExternal Seam Welders ManualHéctor H. SamaniegoPas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Internship Diary/Daily Log: Department of Mechanical Engineering Haldia Institute of TechnologyDocument1 pageInternship Diary/Daily Log: Department of Mechanical Engineering Haldia Institute of TechnologyShresth SanskarPas encore d'évaluation
- Welders TerminologyDocument37 pagesWelders TerminologyNicolae Marin100% (2)
- 05 - SawDocument15 pages05 - SawEnache DaniPas encore d'évaluation
- Welding HandbookDocument729 pagesWelding HandbookIvan Dario BenitezPas encore d'évaluation
- T-MCE-STD-001 Rev 0 - Welding and Inspection of Process and Utility Pipework Vessels and EquipmentDocument59 pagesT-MCE-STD-001 Rev 0 - Welding and Inspection of Process and Utility Pipework Vessels and EquipmentMichael CovillPas encore d'évaluation
- Courses Offered in Pangasinan Supervised by TESDADocument24 pagesCourses Offered in Pangasinan Supervised by TESDAtesdapang100% (2)
- Chapter 07.1 - Connections - WeldsDocument27 pagesChapter 07.1 - Connections - Weldsyolo louoPas encore d'évaluation
- Welding RodDocument434 pagesWelding RodBrant Akkan80% (5)
- American Welding Society User 039 S Guide To Filler MetalsDocument127 pagesAmerican Welding Society User 039 S Guide To Filler MetalsCarlos Bermejo Alvarez100% (1)
- SteelDesign Fastener Fu 455Document40 pagesSteelDesign Fastener Fu 455clam2014Pas encore d'évaluation
- AWS 5.15 Cast Iron ElectrodesDocument30 pagesAWS 5.15 Cast Iron ElectrodesMed Ali SmaouiPas encore d'évaluation
- Ab-094 Welding Examiner SyllabusDocument8 pagesAb-094 Welding Examiner SyllabusSiva Sankara Narayanan SubramanianPas encore d'évaluation
- Shielded Metal Arc Welding: by L D PoyyaraDocument65 pagesShielded Metal Arc Welding: by L D PoyyaraAshish PatelPas encore d'évaluation
- Welding Fabrication Standards PDFDocument95 pagesWelding Fabrication Standards PDFYaronPas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Pressure Vessel Fabrication - Int Dist Training 7-30-09Document41 pagesPressure Vessel Fabrication - Int Dist Training 7-30-09Mostafa Abd El Alem100% (2)
- BMP - Other Welding ProcessesDocument76 pagesBMP - Other Welding Processessujay nayakPas encore d'évaluation
- Kedah-Skema P2Document7 pagesKedah-Skema P2rea0079Pas encore d'évaluation
- Central RailwayDocument14 pagesCentral RailwayLazy ManPas encore d'évaluation
- Arc Cutting and Gas Tungsten Arc Welding 521: Unit 3Document1 pageArc Cutting and Gas Tungsten Arc Welding 521: Unit 3Kamarul NizamPas encore d'évaluation
- Metal CastingDocument69 pagesMetal CastingMohd Mansoor HasanPas encore d'évaluation
- EPRI - Tube Repair and Protection For Damage by Sootblower ErosionDocument112 pagesEPRI - Tube Repair and Protection For Damage by Sootblower ErosionRaul Alexander Ruiz MirandaPas encore d'évaluation
- SOP QC-101 ASME B31.9 Shop and Field Inspection - Supervisor Intro RFS - Rev. 1Document36 pagesSOP QC-101 ASME B31.9 Shop and Field Inspection - Supervisor Intro RFS - Rev. 1iplaruffPas encore d'évaluation
- Analog Design and Simulation Using OrCAD Capture and PSpiceD'EverandAnalog Design and Simulation Using OrCAD Capture and PSpicePas encore d'évaluation
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tD'EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tÉvaluation : 4.5 sur 5 étoiles4.5/5 (27)