Vous aimerez peut-être aussi
- Diapers Industry P-GDocument14 pagesDiapers Industry P-GMuhammad AhsanPas encore d'évaluation
- Wetted WallDocument20 pagesWetted WallMuhammad AhsanPas encore d'évaluation
- Patent Application Publication (10) Pub. No.: US 2015/0353711 A1Document8 pagesPatent Application Publication (10) Pub. No.: US 2015/0353711 A1Muhammad AhsanPas encore d'évaluation
- MacrynalDocument2 pagesMacrynalMuhammad AhsanPas encore d'évaluation
- WordDocument1 pageWordMuhammad AhsanPas encore d'évaluation
- AtmosphericDocument1 pageAtmosphericMuhammad AhsanPas encore d'évaluation
- Why Use Mechanical Seals Over PackingDocument3 pagesWhy Use Mechanical Seals Over PackingMuhammad AhsanPas encore d'évaluation
- Maleic CondensationDocument2 pagesMaleic CondensationMuhammad AhsanPas encore d'évaluation
- Resins For Wood CoatingsDocument18 pagesResins For Wood CoatingsMuhammad AhsanPas encore d'évaluation
- Gas CompositionDocument1 pageGas CompositionMuhammad AhsanPas encore d'évaluation
- Pipe Fitting ChartDocument1 pagePipe Fitting ChartMuhammad AhsanPas encore d'évaluation
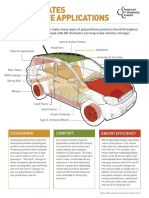
- Infographic Diisocyanates Automotive ApplicationsDocument1 pageInfographic Diisocyanates Automotive ApplicationsMuhammad AhsanPas encore d'évaluation
- Friction ChartDocument1 pageFriction ChartMuhammad AhsanPas encore d'évaluation
- CavitationDocument2 pagesCavitationMuhammad AhsanPas encore d'évaluation
- Gas Sweetening ReportDocument7 pagesGas Sweetening ReportMuhammad AhsanPas encore d'évaluation
- THE DEHYDRATION OF NATURAL GAS NewDocument2 pagesTHE DEHYDRATION OF NATURAL GAS NewMuhammad AhsanPas encore d'évaluation
- DELTA-S 5700 Tds - EngDocument1 pageDELTA-S 5700 Tds - EngMuhammad AhsanPas encore d'évaluation
- Boilers Basic (AAZ)Document280 pagesBoilers Basic (AAZ)Muhammad AhsanPas encore d'évaluation
- Kleiberit 761.8Document12 pagesKleiberit 761.8Muhammad AhsanPas encore d'évaluation
- Kleiberit 761.8Document12 pagesKleiberit 761.8Muhammad AhsanPas encore d'évaluation
- Altiris - Infrared Reflecting Macro Titania For CoatingsDocument23 pagesAltiris - Infrared Reflecting Macro Titania For CoatingsMuhammad AhsanPas encore d'évaluation
- Infographic Diisocyanates Automotive ApplicationsDocument1 pageInfographic Diisocyanates Automotive ApplicationsMuhammad AhsanPas encore d'évaluation
- Technical Data Sheet: Eagacold 237 Methacrylate Resin For Cold Plastic Road Markings Supplied As Opaque LiquidDocument1 pageTechnical Data Sheet: Eagacold 237 Methacrylate Resin For Cold Plastic Road Markings Supplied As Opaque LiquidMuhammad AhsanPas encore d'évaluation
- Kleiberit Hotcoating: Surface Refinement of Flooring and FurnitureDocument2 pagesKleiberit Hotcoating: Surface Refinement of Flooring and FurnitureMuhammad AhsanPas encore d'évaluation
- Latih Tubi Soalan Latihan Matematik Tahun 1 Cuti Bulan Mac 1Document18 pagesLatih Tubi Soalan Latihan Matematik Tahun 1 Cuti Bulan Mac 1Naszerene AnnePas encore d'évaluation
- AscreenDocument1 pageAscreenMuhammad AhsanPas encore d'évaluation
- TEGO® Foamex 810: Description Technical DataDocument1 pageTEGO® Foamex 810: Description Technical DataEko SupriantoPas encore d'évaluation
- Muslim Boys NamesDocument193 pagesMuslim Boys NamesSarkar HealingPas encore d'évaluation
- Tamol 681Document2 pagesTamol 681Muhammad AhsanPas encore d'évaluation
- Muslim Boys NamesDocument193 pagesMuslim Boys NamesSarkar HealingPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Apparatus of RepressionDocument221 pagesThe Apparatus of RepressionAndrew Charles Hendricks100% (3)
- Anshul BhelDocument96 pagesAnshul BhelMessieurs Avinash PurohitPas encore d'évaluation
- Daikin Ceiling Suspended Air ConditioningDocument11 pagesDaikin Ceiling Suspended Air ConditioningWeb Design Samui100% (4)
- Sanet - ST Sanet - ST Proceedings of The 12th International Conference On Measurem PDFDocument342 pagesSanet - ST Sanet - ST Proceedings of The 12th International Conference On Measurem PDFmaracaverikPas encore d'évaluation
- Mechanical Advantage and EfficiencyDocument16 pagesMechanical Advantage and EfficiencyYadana1Pas encore d'évaluation
- Evadeee ReadmeDocument11 pagesEvadeee Readmecostelmarian2Pas encore d'évaluation
- EI GAS - CompressedDocument2 pagesEI GAS - Compressedtony0% (1)
- General DataDocument8 pagesGeneral DataGurvinderpal Singh MultaniPas encore d'évaluation
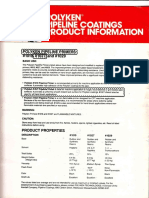
- Polyken Pipeline #1027,: Primers #1019Document3 pagesPolyken Pipeline #1027,: Primers #1019Azmi SyariefPas encore d'évaluation
- C++ FundamentalsDocument207 pagesC++ Fundamentalsbrm1shubhaPas encore d'évaluation
- 3-4 Cutting RoomDocument17 pages3-4 Cutting Roomtotol99100% (1)
- Turan Balik - ResumeDocument3 pagesTuran Balik - Resumeapi-250561031Pas encore d'évaluation
- Revit Architecture ForumDocument8 pagesRevit Architecture ForumI Gede Bayu Chandra NathaPas encore d'évaluation
- Conscious Competence Learning ModelDocument2 pagesConscious Competence Learning ModelMaanveer SinghPas encore d'évaluation
- Cameron LNG - 53 - CL PDFDocument8 pagesCameron LNG - 53 - CL PDFvburrhodesPas encore d'évaluation
- Items List ProcessorDocument4 pagesItems List ProcessorDiego Escobar MoncadaPas encore d'évaluation
- Codigos Ford Escape ReneDocument1 pageCodigos Ford Escape ReneKandy KnPas encore d'évaluation
- Group 6 - Chapter 1 RevisedDocument15 pagesGroup 6 - Chapter 1 RevisedJAMES ELIJAH BALDERRAMAPas encore d'évaluation
- Alejandrino, Michael S. Bsee-3ADocument14 pagesAlejandrino, Michael S. Bsee-3AMichelle AlejandrinoPas encore d'évaluation
- NLPDocument20 pagesNLPAvishek01Pas encore d'évaluation
- Oil Country Tubular LimitedDocument2 pagesOil Country Tubular LimitedVineeth TejPas encore d'évaluation
- Vibration Measuring Instrument: Assignment of Subject NVHDocument28 pagesVibration Measuring Instrument: Assignment of Subject NVHSandeep Kadam60% (5)
- Fixed Platforms, Walkways, Stairways and Ladders-Design, Construction and InstallationDocument7 pagesFixed Platforms, Walkways, Stairways and Ladders-Design, Construction and InstallationgeofounPas encore d'évaluation
- KomatsuHydraulicBreaker8 29Document22 pagesKomatsuHydraulicBreaker8 29Ke HalimunPas encore d'évaluation
- Mobile Virtual Reality ServicesDocument11 pagesMobile Virtual Reality ServicesRahul MaraviPas encore d'évaluation
- Elizabeth Hokanson - Resume - DB EditDocument2 pagesElizabeth Hokanson - Resume - DB EditDouglPas encore d'évaluation
- Note-145 Biostat Prof. Abdullah Al-Shiha PDFDocument157 pagesNote-145 Biostat Prof. Abdullah Al-Shiha PDFAdel Dib Al-jubeh100% (2)
- Is 9459Document13 pagesIs 9459Anonymous mcHqIfbnV1Pas encore d'évaluation
- Dune Supreme/ Dune Vector: WWW - Armstrong-Ceilings - Co.Uk WWW - Armstrong-Ceilings - IeDocument2 pagesDune Supreme/ Dune Vector: WWW - Armstrong-Ceilings - Co.Uk WWW - Armstrong-Ceilings - IeMuneer KonajePas encore d'évaluation