Vous aimerez peut-être aussi
- E1. Boiler Tube Failure Part 1Document54 pagesE1. Boiler Tube Failure Part 1Rajendran Srn100% (5)
- Boiler Tube FailuresDocument83 pagesBoiler Tube Failuressen_subhasis_5867% (3)
- 1 - Boiler Tube FailuresDocument55 pages1 - Boiler Tube FailuresLakshminarayan100% (1)
- Waterwall - Fireside CorrosionDocument8 pagesWaterwall - Fireside CorrosionwahonodPas encore d'évaluation
- Boiler Tube Leakage: Analysis, Symptoms, CausesDocument33 pagesBoiler Tube Leakage: Analysis, Symptoms, Causeshmaza shakeel100% (1)
- Boiler Tube Leakage, Analysis, Symptoms, CausesDocument33 pagesBoiler Tube Leakage, Analysis, Symptoms, CausesSHIVAJI CHOUDHURY90% (29)
- Reducing Corrosion and Potential Boiler Failure With Superior Iron Transport TechnologyDocument46 pagesReducing Corrosion and Potential Boiler Failure With Superior Iron Transport TechnologymnasiroleslamiPas encore d'évaluation
- 1 - Boiler Tube FailuresDocument54 pages1 - Boiler Tube FailuresMohamad EshraPas encore d'évaluation
- Boiler Tube LeakagesDocument33 pagesBoiler Tube LeakagesVIBHAV0% (1)
- Hydrogen DamageDocument6 pagesHydrogen DamageDemian PereiraPas encore d'évaluation
- Cap Boiler ManualDocument43 pagesCap Boiler Manualdnageshm4n244100% (1)
- Boiler Pressure Parts & Tube FailureDocument76 pagesBoiler Pressure Parts & Tube Failurekvsagar100% (4)
- Failure Tube BoilerDocument8 pagesFailure Tube Boilerberanosh100% (3)
- (EngineeringEBookspdf) Failure Investigation of Bolier PDFDocument448 pages(EngineeringEBookspdf) Failure Investigation of Bolier PDFcarlos83% (6)
- Boiler Tube Failure AnalysisDocument42 pagesBoiler Tube Failure Analysisupendrasinh80% (5)
- RCA of Boiler Tube Failure in 210 MW PlantDocument5 pagesRCA of Boiler Tube Failure in 210 MW PlantAnsuman Sen Sharma50% (2)
- EPRI Field Guide For Boiler Tube Failures PDFDocument215 pagesEPRI Field Guide For Boiler Tube Failures PDFFarzad100% (1)
- Heat Recovery Steam Generator Oxygen Injection-Case Study F PDFDocument42 pagesHeat Recovery Steam Generator Oxygen Injection-Case Study F PDFAndres Walter RodrigoPas encore d'évaluation
- Boiler Tube Failures: Pradip PatelDocument69 pagesBoiler Tube Failures: Pradip PatelVishnu ParvandaPas encore d'évaluation
- Boiler Tube FailuresDocument42 pagesBoiler Tube Failuresmridul100% (5)
- EPRI Field Guide For Boiler Tube Failures PDFDocument215 pagesEPRI Field Guide For Boiler Tube Failures PDFkirubha_karan2000100% (2)
- Flow Accelerated Corrosion and Its Prevention Through AVT (O) and OTDocument10 pagesFlow Accelerated Corrosion and Its Prevention Through AVT (O) and OTthanhhuyenPas encore d'évaluation
- Flow Accelerated Corrosion (FAC)Document21 pagesFlow Accelerated Corrosion (FAC)DSGPas encore d'évaluation
- Boiler Tube LeakagesDocument20 pagesBoiler Tube LeakagesParmeshwar Nath Tripathi100% (1)
- Boiler Tube Failure Handbook Archive - M&M Engineering AssociatesDocument4 pagesBoiler Tube Failure Handbook Archive - M&M Engineering AssociatesjgvPas encore d'évaluation
- EPRI - Guidelines For Controlling Flow Accelerated CorrosionDocument154 pagesEPRI - Guidelines For Controlling Flow Accelerated CorrosionJimmie Perez100% (4)
- High Pressure Boiler ChemistryDocument67 pagesHigh Pressure Boiler ChemistryJayanath Nuwan SameeraPas encore d'évaluation
- Boiler Chemical Cleaning Guidelines - Case Studies000000000001012756 PDFDocument92 pagesBoiler Chemical Cleaning Guidelines - Case Studies000000000001012756 PDFraosudh100% (1)
- EPRI Phosphat & Caustic Treatment GuidelinesDocument404 pagesEPRI Phosphat & Caustic Treatment Guidelinesrizal100% (7)
- M33-Chemical Cleaning of Utility BoilerDocument24 pagesM33-Chemical Cleaning of Utility BoilerhellmanyaPas encore d'évaluation
- PPChem RepeatsDocument11 pagesPPChem RepeatsAnonymous lHiaDxlpkxPas encore d'évaluation
- Report by KKParthiban On Boiler Explosion of A Shell Type High PR BoilerDocument97 pagesReport by KKParthiban On Boiler Explosion of A Shell Type High PR Boilerparthi20065768100% (1)
- Feedwater & Boiler ASMEDocument46 pagesFeedwater & Boiler ASMELuz Marina Marin AstudilloPas encore d'évaluation
- Chemical Cleaning NPTIDocument39 pagesChemical Cleaning NPTISaravana Kumar100% (1)
- Magnetite Layering ProcedureDocument8 pagesMagnetite Layering ProcedureAdrian Seng100% (2)
- Boiler Tube FailuresDocument64 pagesBoiler Tube Failuresmulldoctor1Pas encore d'évaluation
- Analysis of Boiler Tube FailureDocument6 pagesAnalysis of Boiler Tube FailureInternational Journal of Innovative Science and Research Technology100% (1)
- Components of Coal-Fired Steam Power PlantDocument5 pagesComponents of Coal-Fired Steam Power PlantDanBenedictAcuzarPas encore d'évaluation
- EPRI Closed Cooling Water Chemistry Guideline, Revision 1Document182 pagesEPRI Closed Cooling Water Chemistry Guideline, Revision 1jycortes100% (7)
- Finding The Root Cause of Boiler Tube FailuresDocument17 pagesFinding The Root Cause of Boiler Tube Failuresjgv100% (1)
- Metallurgy PresentationDocument67 pagesMetallurgy PresentationAshwani DograPas encore d'évaluation
- Caustic GougingDocument5 pagesCaustic GougingChristian Paul Salazar SanchezPas encore d'évaluation
- Phosphate Hideout PDFDocument4 pagesPhosphate Hideout PDFUsama JawaidPas encore d'évaluation
- EPRI Cycle Chemistry Upsets During OperationDocument42 pagesEPRI Cycle Chemistry Upsets During OperationraharjoitbPas encore d'évaluation
- HRSG Header To Stub RepairDocument54 pagesHRSG Header To Stub Repairaztec20Pas encore d'évaluation
- NETRA Corrosion Control Dec 2016Document132 pagesNETRA Corrosion Control Dec 2016ankitgarg13100% (1)
- Asset Integrity Management A Complete Guide - 2020 EditionD'EverandAsset Integrity Management A Complete Guide - 2020 EditionPas encore d'évaluation
- 6 - Presentation - Boiler Water ChemistryDocument100 pages6 - Presentation - Boiler Water Chemistrymuks1308100% (1)
- Stator Water Chemistry R0Document6 pagesStator Water Chemistry R0vel muruganPas encore d'évaluation
- Condenser Air In-Leakage PDFDocument282 pagesCondenser Air In-Leakage PDFMario Flores100% (1)
- Chemistry and Metallurgy: Second Revised and Enlarged EditionD'EverandChemistry and Metallurgy: Second Revised and Enlarged EditionA. SherryPas encore d'évaluation
- Circulating Fluidized Bed Boilers: Design and OperationsD'EverandCirculating Fluidized Bed Boilers: Design and OperationsÉvaluation : 4.5 sur 5 étoiles4.5/5 (6)
- Residual Life Assessment and Failure of The BoilerDocument21 pagesResidual Life Assessment and Failure of The BoilernagasureshPas encore d'évaluation
- Residual Life Assessment and Failure of The BoilerDocument21 pagesResidual Life Assessment and Failure of The BoilernagasureshPas encore d'évaluation
- Tube LeakageDocument38 pagesTube LeakageSantanu DuttaPas encore d'évaluation
- Fallas Boiler (Babcock and Wilcox)Document8 pagesFallas Boiler (Babcock and Wilcox)scofiel1Pas encore d'évaluation
- Chapter 14 Boiler System Failures: Deaerator CrackingDocument22 pagesChapter 14 Boiler System Failures: Deaerator CrackingVijay RajaindranPas encore d'évaluation
- Integrated Approach RLA of Reformer Tubes NDT (ARTiS) PDFDocument8 pagesIntegrated Approach RLA of Reformer Tubes NDT (ARTiS) PDFSatya RaoPas encore d'évaluation
- Ethylene Furnance InspectionfgDocument6 pagesEthylene Furnance InspectionfgThomas TuckerPas encore d'évaluation
- Thailand Power Workshop Grouping: Bangkok Office 29 & 30-Mar-2012Document29 pagesThailand Power Workshop Grouping: Bangkok Office 29 & 30-Mar-2012Prakasit JuangpanichPas encore d'évaluation
- FS-C-0001 Site Orientation MapDocument1 pageFS-C-0001 Site Orientation MapRajendran SrnPas encore d'évaluation
- Oisd STD 244 PDFDocument125 pagesOisd STD 244 PDFRajendran SrnPas encore d'évaluation
- GCV CalculationDocument1 pageGCV CalculationRajendran SrnPas encore d'évaluation
- BINDER CATALOGUE 2015 COMPLETE WEB Rev 1 PDFDocument174 pagesBINDER CATALOGUE 2015 COMPLETE WEB Rev 1 PDFRajendran SrnPas encore d'évaluation
- Gas Turbines A Manual PDFDocument74 pagesGas Turbines A Manual PDFHenry Pannell100% (1)
- Standard - Pipe - Supports (GDF SUEZ) PDFDocument63 pagesStandard - Pipe - Supports (GDF SUEZ) PDF이우견Pas encore d'évaluation
- ENU - PT TJB POWER SERVICES - Cation Train #B - SI000451 - 00564100 PDFDocument4 pagesENU - PT TJB POWER SERVICES - Cation Train #B - SI000451 - 00564100 PDFRajendran SrnPas encore d'évaluation
- Difference Between Impulse Vs ReactionTurbineDocument7 pagesDifference Between Impulse Vs ReactionTurbineRohan RustagiPas encore d'évaluation
- Super HeaterDocument5 pagesSuper HeaterSurya VankayalaPas encore d'évaluation
- Ganz TurbinaDocument12 pagesGanz TurbinaRajendran SrnPas encore d'évaluation
- TurbinesDocument8 pagesTurbinesShivam MehtaPas encore d'évaluation
- Refractory Dry Out ProceduresDocument18 pagesRefractory Dry Out ProceduresRajendran Srn100% (6)
- JBC Common Boiler FormulasDocument12 pagesJBC Common Boiler Formulasnesrine10Pas encore d'évaluation
- Indian Power Plants Performance AnalysisDocument4 pagesIndian Power Plants Performance AnalysisLeanmark MayahlePas encore d'évaluation
- Enu - PT TJB Power Services - Cation (New) - Si000452 - 00571820Document4 pagesEnu - PT TJB Power Services - Cation (New) - Si000452 - 00571820Rajendran SrnPas encore d'évaluation
- L. Reverse Osmosis - 3DT For MembraneDocument31 pagesL. Reverse Osmosis - 3DT For MembraneRajendran SrnPas encore d'évaluation
- H&I. Condenser Performance MonitoringDocument43 pagesH&I. Condenser Performance MonitoringRajendran SrnPas encore d'évaluation
- J. Nalco Next Generation Technology - EnVisionDocument52 pagesJ. Nalco Next Generation Technology - EnVisionRajendran SrnPas encore d'évaluation
- M. Ion ExchangeDocument29 pagesM. Ion ExchangeRajendran SrnPas encore d'évaluation
- N. Dust Control PDFDocument27 pagesN. Dust Control PDFRajendran Srn50% (2)
- Cogen Appl GeDocument24 pagesCogen Appl GeR Krishna KumarPas encore d'évaluation
- D. Turbines and GeneratorsDocument41 pagesD. Turbines and GeneratorsRajendran SrnPas encore d'évaluation
- L. Reverse Osmosis - 3DT For MembraneDocument31 pagesL. Reverse Osmosis - 3DT For MembraneRajendran SrnPas encore d'évaluation
- Wind Power PlantDocument11 pagesWind Power PlantRajendran SrnPas encore d'évaluation
- 9 BiomassDocument14 pages9 BiomassRajendran SrnPas encore d'évaluation
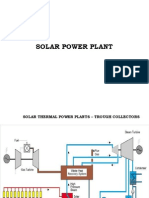
- Solar Power PlantDocument16 pagesSolar Power PlantRajendran Srn100% (2)
- 11.electricity ActDocument9 pages11.electricity ActRajendran SrnPas encore d'évaluation
- Geothermal Power PlantDocument8 pagesGeothermal Power PlantRajendran SrnPas encore d'évaluation
- Correlation of Almen Arc Height With Residual Stresses in Shot Peening ProcessDocument7 pagesCorrelation of Almen Arc Height With Residual Stresses in Shot Peening Processraaspoy2007Pas encore d'évaluation
- Fatigue Failure of A Rear Axle Shaft of An AutomobileDocument10 pagesFatigue Failure of A Rear Axle Shaft of An AutomobileEmolNZPas encore d'évaluation
- WaxesDocument72 pagesWaxesAshish DewanganPas encore d'évaluation
- Haldimann - Structural Use of Glass BookDocument221 pagesHaldimann - Structural Use of Glass BookKenny Tournoy100% (6)
- P6000DRG01A0415 Maintenance of Sperilok - Helilok.cutterheadsDocument28 pagesP6000DRG01A0415 Maintenance of Sperilok - Helilok.cutterheadsPaul MathewPas encore d'évaluation
- Manufacturing Processes For Engineering MaterialsDocument9 pagesManufacturing Processes For Engineering MaterialsNedret BajramovicPas encore d'évaluation
- Determination The Fatigue Life of Spur Gear Through Stress Analysis With Optimization MethodologyDocument12 pagesDetermination The Fatigue Life of Spur Gear Through Stress Analysis With Optimization MethodologyIJRASETPublicationsPas encore d'évaluation
- Machined Surface Integrity of Inconel 718 in High-Speed Dry Milling Using Sialon Ceramic ToolsDocument10 pagesMachined Surface Integrity of Inconel 718 in High-Speed Dry Milling Using Sialon Ceramic ToolsAnonymous 5AmJ13mLkPas encore d'évaluation
- Ceramics Glasses Superconductors HODocument4 pagesCeramics Glasses Superconductors HOMuhammad Raihan BalfasPas encore d'évaluation
- PEEQDocument13 pagesPEEQHsan HaddarPas encore d'évaluation
- Welding TMCP Steels PDFDocument7 pagesWelding TMCP Steels PDFBHARANIPas encore d'évaluation
- Modeling Heat Treatment of Steel PartsDocument8 pagesModeling Heat Treatment of Steel PartssakthistoryPas encore d'évaluation
- MECCOCT18-12576: Relaxation Cracking - Investigation of Several Failures in Petrochemical PlantsDocument13 pagesMECCOCT18-12576: Relaxation Cracking - Investigation of Several Failures in Petrochemical PlantsOwais MalikPas encore d'évaluation
- UntitledDocument121 pagesUntitledCharlhie SAPas encore d'évaluation
- Shaft Root Cause Shaft FailureDocument14 pagesShaft Root Cause Shaft FailureSuvek Kumar100% (2)
- 08chapters7 8Document26 pages08chapters7 8Bucket IdliPas encore d'évaluation
- The Impact of 3 J Laser Pulse Energy To Enhance The Fatigue Lifespan of AA2024 T351 Induced Via LSP - 3Document27 pagesThe Impact of 3 J Laser Pulse Energy To Enhance The Fatigue Lifespan of AA2024 T351 Induced Via LSP - 3Enoch Asuako LarsonPas encore d'évaluation
- The Construction of The Crystal Houses Façade: Challenges and InnovationsDocument22 pagesThe Construction of The Crystal Houses Façade: Challenges and InnovationsMaxabe HerreraPas encore d'évaluation
- Defectos de Los Rieles en ExplotacionDocument6 pagesDefectos de Los Rieles en ExplotacionEnmanuel Guzman PerezPas encore d'évaluation
- The Design of Bellows For Cryogenically-Cooled Superconducting MagnetsDocument25 pagesThe Design of Bellows For Cryogenically-Cooled Superconducting MagnetsSikandar HayatPas encore d'évaluation
- PHD Thesis Rakesh Goyal March2015 PDFDocument227 pagesPHD Thesis Rakesh Goyal March2015 PDFNouman IqbalPas encore d'évaluation
- A Review of Postweld Heat Treatment Code Exemption - Part 1 (March 2006) - TWIDocument26 pagesA Review of Postweld Heat Treatment Code Exemption - Part 1 (March 2006) - TWItuanPas encore d'évaluation
- Nasa SP 8025Document110 pagesNasa SP 8025pmfornerisPas encore d'évaluation
- Polythionic Acid Stress Corrosion CrackingDocument4 pagesPolythionic Acid Stress Corrosion CrackingpmkarPas encore d'évaluation
- Best Method For The Heat Treatment of Gears PDFDocument11 pagesBest Method For The Heat Treatment of Gears PDFKattari DwiPas encore d'évaluation
- DWJ Tanner PHD ThesisDocument277 pagesDWJ Tanner PHD ThesisSayiram GovindasamyPas encore d'évaluation
- Buckling Behaviors of Section Aluminum Alloy Columns Under Axial Compression PDFDocument11 pagesBuckling Behaviors of Section Aluminum Alloy Columns Under Axial Compression PDFdjordjeuePas encore d'évaluation
- Numerical Investigation of Ipe Beams Strengthened Against Lateral-Torsiontal BucklingDocument9 pagesNumerical Investigation of Ipe Beams Strengthened Against Lateral-Torsiontal BucklingMarios TheofanousPas encore d'évaluation
- PeenigDocument2 pagesPeenigAnonymous QcblF3JPPas encore d'évaluation
- Chapter 30 Fundamentals of Welding ProcessesDocument28 pagesChapter 30 Fundamentals of Welding ProcessesNguyên Bành QuốcPas encore d'évaluation