Vous aimerez peut-être aussi
- Reinforced Concrete Grade Beams, Piles & Caissons: A Practical Guide for Hillside ConstructionD'EverandReinforced Concrete Grade Beams, Piles & Caissons: A Practical Guide for Hillside ConstructionPas encore d'évaluation
- Split Tensile Strength-Flexural TestDocument15 pagesSplit Tensile Strength-Flexural TestHVRANAPas encore d'évaluation
- Rebound HammerDocument6 pagesRebound HammerDira AzmanPas encore d'évaluation
- Astm C78Document3 pagesAstm C78avrajan100% (3)
- Dehydration ProcessesDocument43 pagesDehydration ProcessesKatib Sultan100% (6)
- Test Prcedure For ConcreteDocument57 pagesTest Prcedure For Concreteneroshan1978100% (2)
- Quality Control of Construction Testing of Concrete CubesDocument7 pagesQuality Control of Construction Testing of Concrete CubesHemanth KumarPas encore d'évaluation
- Methodology For Stressing of PSC Girders (C)Document2 pagesMethodology For Stressing of PSC Girders (C)HegdeVenugopalPas encore d'évaluation
- Concrete and Reinforced ConcreteDocument116 pagesConcrete and Reinforced ConcreteNikki OloanPas encore d'évaluation
- DCPT TestDocument10 pagesDCPT TestMonirul Islam BadalPas encore d'évaluation
- Douglas McGregorDocument21 pagesDouglas McGregorMuhammad Ali Hafeez100% (2)
- CPWD Speci - Vol2 2009 - Concrete Pavement PDFDocument10 pagesCPWD Speci - Vol2 2009 - Concrete Pavement PDFDipak ThakerPas encore d'évaluation
- Lecture Notes on Reinforced Concrete DesignD'EverandLecture Notes on Reinforced Concrete DesignPas encore d'évaluation
- 2019 Exam With ExplanationDocument100 pages2019 Exam With ExplanationMarlatif SakandalPas encore d'évaluation
- Reinforced Concrete Buildings: Behavior and DesignD'EverandReinforced Concrete Buildings: Behavior and DesignÉvaluation : 5 sur 5 étoiles5/5 (1)
- Experimental Tests On Tunnel Precast Segmental Lining With Fiber Reinforced ConcreteDocument8 pagesExperimental Tests On Tunnel Precast Segmental Lining With Fiber Reinforced ConcretemetropodikasPas encore d'évaluation
- Well CompletionDocument82 pagesWell CompletionFlorian Ananias ByarugabaPas encore d'évaluation
- Astm C 393Document4 pagesAstm C 393Arash Aghagol0% (1)
- Pull Out TestDocument4 pagesPull Out TestAjoy Mc100% (1)
- Split Tensile Strength of ConcreteDocument9 pagesSplit Tensile Strength of Concreteabhineet srivastavaPas encore d'évaluation
- Gaskets For Tunnel Segments PDFDocument10 pagesGaskets For Tunnel Segments PDFPratik SinhaPas encore d'évaluation
- Evolution of Oilfield BatteriesDocument16 pagesEvolution of Oilfield BatteriesPasquale CutriPas encore d'évaluation
- Methodology For Stressing of PSC Girders (C)Document2 pagesMethodology For Stressing of PSC Girders (C)VB665Pas encore d'évaluation
- 18.multistage Systems and Cascade SystemsDocument9 pages18.multistage Systems and Cascade SystemsericPas encore d'évaluation
- Astm C 185Document3 pagesAstm C 185cristian_agpPas encore d'évaluation
- 3 (D) Workability of Concrete - Flow Table TestDocument11 pages3 (D) Workability of Concrete - Flow Table TestFrank JohnPas encore d'évaluation
- Topic 2 ConcreteDocument8 pagesTopic 2 ConcretePrescila QuietaPas encore d'évaluation
- Splitting Tensile Strength of Cylindrical Concrete Specimens DetailedDocument4 pagesSplitting Tensile Strength of Cylindrical Concrete Specimens DetailedYasirPas encore d'évaluation
- 1936 4261 1 SMDocument5 pages1936 4261 1 SMErick Reyna ChirinosPas encore d'évaluation
- Compressive Strength TestDocument8 pagesCompressive Strength TestBeaver CaraPas encore d'évaluation
- Concrete TestingDocument1 pageConcrete TestingNadia IzzatiPas encore d'évaluation
- C 143 - C 143M - 03 Slump TestDocument4 pagesC 143 - C 143M - 03 Slump TestHaris Alam100% (1)
- Measures For Improving The Long-Term Durability of A Prestressed Concrete Bridge Using High-Strength ConcreteDocument9 pagesMeasures For Improving The Long-Term Durability of A Prestressed Concrete Bridge Using High-Strength ConcreteoscarariagnaPas encore d'évaluation
- Flexural StrengthDocument2 pagesFlexural StrengthMrcoke SeiePas encore d'évaluation
- Is 5816 Splitting Tesile Strength of Concrete-Method of Test.182112830Document11 pagesIs 5816 Splitting Tesile Strength of Concrete-Method of Test.182112830shinjinkuroPas encore d'évaluation
- Molding RCC in Rectangular Molds Using A Vibratiing Hammer, DRAFT, 10.6.14Document7 pagesMolding RCC in Rectangular Molds Using A Vibratiing Hammer, DRAFT, 10.6.14juanPas encore d'évaluation
- Act Lab ManualDocument46 pagesAct Lab ManualAJAYPas encore d'évaluation
- RILEM Beam Test - Program Details2Document7 pagesRILEM Beam Test - Program Details2Sathiyaseelan SubramaniPas encore d'évaluation
- Reinforced High-Strength Concrete Beams in FlexureDocument11 pagesReinforced High-Strength Concrete Beams in FlexureAndrei IancuPas encore d'évaluation
- Chapter IIIDocument7 pagesChapter IIIAmirul Zolkhairi100% (1)
- Flexural TestDocument13 pagesFlexural TestAliaPas encore d'évaluation
- Piping Tie-Rod Design Made SimpleDocument3 pagesPiping Tie-Rod Design Made SimpleSeungmin PaekPas encore d'évaluation
- AS 1012.6-1999 For The Determination of Bleeding of ConcreteDocument9 pagesAS 1012.6-1999 For The Determination of Bleeding of Concreteheyh jdjPas encore d'évaluation
- Testing of Concrete BlocksDocument6 pagesTesting of Concrete BlocksLumine HotaruPas encore d'évaluation
- Simulation of Compressive Strenght of Cement ConcreteDocument9 pagesSimulation of Compressive Strenght of Cement Concreteabhinavsinha712Pas encore d'évaluation
- Density Test For Fresh ConcreteDocument4 pagesDensity Test For Fresh ConcreteRobert PayangdoPas encore d'évaluation
- Ce 344 Lab 3 PDFDocument8 pagesCe 344 Lab 3 PDFkppy98100% (1)
- Flexural Test On Concrete Based On The ASTM Standards Are ExplainedDocument9 pagesFlexural Test On Concrete Based On The ASTM Standards Are ExplainedTesfayePas encore d'évaluation
- TRE ManualDocument21 pagesTRE ManualPrathamesh PatilPas encore d'évaluation
- Testing The Compressive Strength of Concrete - What, Why, & How - Nevada Ready MixDocument4 pagesTesting The Compressive Strength of Concrete - What, Why, & How - Nevada Ready Mixdhan singhPas encore d'évaluation
- NDT ReportDocument15 pagesNDT ReportBukayoPas encore d'évaluation
- Module 2 Concrete Part 1Document6 pagesModule 2 Concrete Part 1Queenie Aparente BaloPas encore d'évaluation
- Ramkrishna Mahato Government Engineering College: S0Lid Mechanics LaboratoryDocument34 pagesRamkrishna Mahato Government Engineering College: S0Lid Mechanics LaboratoryMaynak DeyPas encore d'évaluation
- Veludo - Bond Strength of Micropile-Grout-Concrete Interfaces in RC Footings With MicropilesDocument48 pagesVeludo - Bond Strength of Micropile-Grout-Concrete Interfaces in RC Footings With Micropilesgilliancooper025Pas encore d'évaluation
- Aashto M-33-99Document5 pagesAashto M-33-99Ba Lestari Wijanarko100% (1)
- CRD - c71 (1) Ulimate Tensile StrainDocument3 pagesCRD - c71 (1) Ulimate Tensile StrainKothiyal MukeshPas encore d'évaluation
- Rebound Hammer Test PDFDocument6 pagesRebound Hammer Test PDFjayaram miryalaPas encore d'évaluation
- Conducting A Compressive Strength TestDocument8 pagesConducting A Compressive Strength TestCeleste Amor FactorPas encore d'évaluation
- Sewage Disposal Works: Their Design and ConstructionD'EverandSewage Disposal Works: Their Design and ConstructionPas encore d'évaluation
- The Fatigue Strength of Transverse Fillet Welded Joints: A Study of the Influence of Joint GeometryD'EverandThe Fatigue Strength of Transverse Fillet Welded Joints: A Study of the Influence of Joint GeometryPas encore d'évaluation
- International Journal of Mine Water - © International Mine Water Association 2006 - WWW - IMWA.infoDocument11 pagesInternational Journal of Mine Water - © International Mine Water Association 2006 - WWW - IMWA.infoMuhammad Ali HafeezPas encore d'évaluation
- Sensors: A New Measurement Approach For Small Deformations of Soil Specimens Using Fiber Bragg Grating SensorsDocument13 pagesSensors: A New Measurement Approach For Small Deformations of Soil Specimens Using Fiber Bragg Grating SensorsMuhammad Ali HafeezPas encore d'évaluation
- 50 Things Any EH&S Staff Member Should KnowDocument15 pages50 Things Any EH&S Staff Member Should KnowMuhammad Ali HafeezPas encore d'évaluation
- List of Practicals Svy IIDocument1 pageList of Practicals Svy IIMuhammad Ali HafeezPas encore d'évaluation
- Format of The Lab Report ENGR 312: 1. Cover PageDocument1 pageFormat of The Lab Report ENGR 312: 1. Cover PageMuhammad Ali HafeezPas encore d'évaluation
- ENGR 312-Laboratory 8 Force On A Sluice Gate: ObjectiveDocument4 pagesENGR 312-Laboratory 8 Force On A Sluice Gate: ObjectiveMuhammad Ali HafeezPas encore d'évaluation
- Rectangular Column CalculationsDocument2 pagesRectangular Column CalculationsMuhammad Ali HafeezPas encore d'évaluation
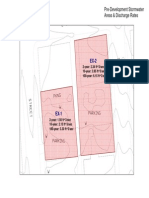
- Pre-Development Stormwater Areas & Discharge Rates: 2-Year: 2.34 FT 3/sec 10-Year: 3.95 FT 3/sec 100-Year: 6.15 FT 3/secDocument5 pagesPre-Development Stormwater Areas & Discharge Rates: 2-Year: 2.34 FT 3/sec 10-Year: 3.95 FT 3/sec 100-Year: 6.15 FT 3/secMuhammad Ali HafeezPas encore d'évaluation
- Electronic Data Processing SystemsDocument24 pagesElectronic Data Processing SystemsMuhammad Ali HafeezPas encore d'évaluation
- Extra Credit AssignmentDocument3 pagesExtra Credit AssignmentMuhammad Ali HafeezPas encore d'évaluation
- Faculty ListDocument1 pageFaculty ListMuhammad Ali HafeezPas encore d'évaluation
- Escalataion CalculationDocument8 pagesEscalataion CalculationMuhammad Ali HafeezPas encore d'évaluation
- Al-Mansoor (PVT) LTD Bahria University Medical & Dental CollegeDocument6 pagesAl-Mansoor (PVT) LTD Bahria University Medical & Dental CollegeMuhammad Ali HafeezPas encore d'évaluation
- 2 Water CementDocument21 pages2 Water CementMuhammad Ali HafeezPas encore d'évaluation
- Sika PDS E Intraplast ZXDocument2 pagesSika PDS E Intraplast ZXlwin_oo2435Pas encore d'évaluation
- API4000 BrochureDocument8 pagesAPI4000 BrochureOskar LazaroPas encore d'évaluation
- Emeterio-Federica Gerez National High School: Jhs Learning Activity SheetDocument3 pagesEmeterio-Federica Gerez National High School: Jhs Learning Activity SheetChelleyOllitroPas encore d'évaluation
- 7 Elements in The Human BodyDocument2 pages7 Elements in The Human BodyCris CorsinoPas encore d'évaluation
- Ianswer: Bps 4125/Chm 4123 Medicinal Chemistry Midterm 1 (October 5, 2018)Document7 pagesIanswer: Bps 4125/Chm 4123 Medicinal Chemistry Midterm 1 (October 5, 2018)Halima AdenPas encore d'évaluation
- Determination of Titanium Dioxide in Commercial Sunscreens by Inductively Coupled Plasma-Optical Emission SpectrometryDocument5 pagesDetermination of Titanium Dioxide in Commercial Sunscreens by Inductively Coupled Plasma-Optical Emission SpectrometryHarySetiyawanPas encore d'évaluation
- Some Interesting Facts About: Mechanical EngineeringDocument9 pagesSome Interesting Facts About: Mechanical EngineeringHaraprasad SPas encore d'évaluation
- Hilman Rollers Instruction Manual PDFDocument22 pagesHilman Rollers Instruction Manual PDFMohd Fadli0% (1)
- Spectrophotometric Determination of Salicylamide and ParacetamolDocument6 pagesSpectrophotometric Determination of Salicylamide and Paracetamoliabureid7460Pas encore d'évaluation
- Sunday Afternoon, October 27, 2013: TechnologyDocument283 pagesSunday Afternoon, October 27, 2013: TechnologyNatasha MyersPas encore d'évaluation
- Materials Science: Lecture 1, Week 27: Module Introduction and S.I. UnitsDocument83 pagesMaterials Science: Lecture 1, Week 27: Module Introduction and S.I. UnitsQwerty1992ABCPas encore d'évaluation
- fsd35 Technical Information 6845 PDFDocument6 pagesfsd35 Technical Information 6845 PDFAndani RafikaPas encore d'évaluation
- Casting & Welding MF F343: BITS PilaniDocument26 pagesCasting & Welding MF F343: BITS Pilanivishwak tejaPas encore d'évaluation
- Q5 SolutionDocument18 pagesQ5 Solutionadrian_xianPas encore d'évaluation
- Mathlinks8 CH 10textbookDocument30 pagesMathlinks8 CH 10textbookapi-171445363Pas encore d'évaluation
- Unit 1 Mod 3 Period 3 ElementsDocument13 pagesUnit 1 Mod 3 Period 3 ElementsPoonal AsasPas encore d'évaluation
- Memoria Estabilidad Del Talud IxiamasDocument5 pagesMemoria Estabilidad Del Talud IxiamasMarco Antonio TorrezPas encore d'évaluation
- Experiment 2: Quantitative Color ReactionsDocument5 pagesExperiment 2: Quantitative Color ReactionsIson DyPas encore d'évaluation
- Mosfet: MOS FET) Is A Type of Field-Effect Transistor (FET), Most Commonly Fabricated byDocument20 pagesMosfet: MOS FET) Is A Type of Field-Effect Transistor (FET), Most Commonly Fabricated byhahahaPas encore d'évaluation
- Psych Ro MetricDocument11 pagesPsych Ro MetricLucia Kara Chance100% (1)
- Science Reviewer: Concepts of Motion - An Object Is Said in Motion If It ChangesDocument3 pagesScience Reviewer: Concepts of Motion - An Object Is Said in Motion If It ChangesDark3126 Tower1008Pas encore d'évaluation
- Information BrochureDocument26 pagesInformation BrochurePraveen ChowdharyPas encore d'évaluation
- Laidler 5Document116 pagesLaidler 5Teresa Cano100% (1)
- Me6402 mt2 Notes Rejinpaul PDFDocument227 pagesMe6402 mt2 Notes Rejinpaul PDFRajeshPas encore d'évaluation
- ErDocument27 pagesErAsif UllahPas encore d'évaluation
- Antibiotic Selection Guide PosterDocument1 pageAntibiotic Selection Guide PosterjbenedicPas encore d'évaluation
- The TSP Code MatlabDocument20 pagesThe TSP Code MatlabGastonVertizPas encore d'évaluation