Vous aimerez peut-être aussi
- Part Manual 4BT DGBB-BC-CA-CB 960-0291DDocument91 pagesPart Manual 4BT DGBB-BC-CA-CB 960-0291DJunior EspinalPas encore d'évaluation
- 1515-50-S002 Specification For Plant PipeDocument7 pages1515-50-S002 Specification For Plant PipeEr PrasannaPas encore d'évaluation
- Norsok Pipe Details PDFDocument41 pagesNorsok Pipe Details PDFAli BariPas encore d'évaluation
- Fatigue Analysis Using CAESAR IIDocument7 pagesFatigue Analysis Using CAESAR IIayoungaPas encore d'évaluation
- Basics of Pipe Stress Analysis A Presentation-Part 2 of 2Document6 pagesBasics of Pipe Stress Analysis A Presentation-Part 2 of 2iaftPas encore d'évaluation
- NORSOK P-001 Process Design PDFDocument26 pagesNORSOK P-001 Process Design PDFMarcelPas encore d'évaluation
- Puddle FlangeDocument15 pagesPuddle FlangeKumar KotePas encore d'évaluation
- Quy Trinh PipeStress Amp SupportDocument24 pagesQuy Trinh PipeStress Amp SupportVuong BuiPas encore d'évaluation
- Pipe Stress Analysis Intro PPS 180605Document34 pagesPipe Stress Analysis Intro PPS 180605Manjesh Kumar SinghPas encore d'évaluation
- Calculation ResultDocument18 pagesCalculation ResultAwahida WidiPas encore d'évaluation
- Plastic OnDocument16 pagesPlastic OnbilalaimsPas encore d'évaluation
- Mist Elimination Equipment For Sulphuric Acid Production PlantsDocument6 pagesMist Elimination Equipment For Sulphuric Acid Production PlantsOtman AmmiPas encore d'évaluation
- StressISO TroubleshootingDocument31 pagesStressISO TroubleshootingDarren Kam100% (1)
- InTech-Guidelines For Transient Analysis in Water Transmission and Distribution SystemsDocument22 pagesInTech-Guidelines For Transient Analysis in Water Transmission and Distribution Systemsuserscribd2011100% (1)
- Acoustic Pipe SupportsDocument6 pagesAcoustic Pipe Supportsnamdq-1Pas encore d'évaluation
- Expansion Calculations and Loop SizingDocument2 pagesExpansion Calculations and Loop Sizingzshehadeh0% (1)
- Guidelines For Pipe Support AnalysisDocument31 pagesGuidelines For Pipe Support AnalysisgvlanushaPas encore d'évaluation
- Modeling and Stress Analysis of Pump PipingDocument15 pagesModeling and Stress Analysis of Pump PipingViệt Hoàng100% (1)
- A Recommended Approach To Piping Flexibility StudiesDocument12 pagesA Recommended Approach To Piping Flexibility StudiesbbmokshPas encore d'évaluation
- LIFTCALC 30aDocument101 pagesLIFTCALC 30aareks30% (1)
- Pipes Product GuideDocument110 pagesPipes Product GuidevicentejgcPas encore d'évaluation
- Siemons - Cello Bowing TechniqueDocument15 pagesSiemons - Cello Bowing TechniqueMassa Awaj100% (2)
- Cold SpringingDocument5 pagesCold SpringingYakulitoPas encore d'évaluation
- CPI Technical-EngDocument22 pagesCPI Technical-EngMazwan Che MansorPas encore d'évaluation
- c2 Static Load Case EditorDocument22 pagesc2 Static Load Case EditorChristopher Brown100% (1)
- Variable Springs CatalogueDocument17 pagesVariable Springs CatalogueMohan VarkeyPas encore d'évaluation
- Flowtite Product Guide 2010Document28 pagesFlowtite Product Guide 2010Anonymous 87xpkIJ6CFPas encore d'évaluation
- ITS Energie Jar and Energizer Operation - Techincal Brochure PDFDocument18 pagesITS Energie Jar and Energizer Operation - Techincal Brochure PDFsaeed65Pas encore d'évaluation
- Load Spec To AutoCAD Plant 3D PDFDocument4 pagesLoad Spec To AutoCAD Plant 3D PDFluiskar985Pas encore d'évaluation
- Sabp L 006Document8 pagesSabp L 006shafeeqm3086Pas encore d'évaluation
- CAESAR II Software BasicsDocument28 pagesCAESAR II Software BasicsanishsrPas encore d'évaluation
- Static Analysis Report Rev-A PDFDocument16 pagesStatic Analysis Report Rev-A PDFbee4manuPas encore d'évaluation
- Fea For Design EngineersDocument2 pagesFea For Design EngineersOmer HayatPas encore d'évaluation
- Caepipe-To-Caesar-Ii: User's ManualDocument95 pagesCaepipe-To-Caesar-Ii: User's ManualSnehasish Mukherjee100% (1)
- PRP CML Placement TestingDocument30 pagesPRP CML Placement TestingMohamed Al-Amir Al-KhayatPas encore d'évaluation
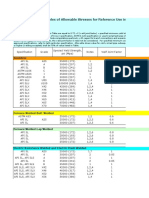
- Allowable Stress in PipingDocument6 pagesAllowable Stress in PipingpelotoPas encore d'évaluation
- Expansion & Piping FlexibilityDocument24 pagesExpansion & Piping FlexibilityChris De100% (1)
- Remove Support: Issued For ConstructionDocument1 pageRemove Support: Issued For Construction86tejasPas encore d'évaluation
- Technical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionD'EverandTechnical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionPas encore d'évaluation
- Smap3D Piping enDocument8 pagesSmap3D Piping enMani Mahalingam MasilaPas encore d'évaluation
- MSSSP91 96Document12 pagesMSSSP91 96Anonymous cuOIjrLIPas encore d'évaluation
- 01 - Chapter 1Document37 pages01 - Chapter 1Eko Idris Hutagaol100% (1)
- HookupDocument161 pagesHookupKumar Kote100% (2)
- Power System Stability Vol II KimbarkDocument296 pagesPower System Stability Vol II KimbarkShashidhar Kasthala100% (11)
- Ladd PlatDocument16 pagesLadd Platrimi7alPas encore d'évaluation
- AutoPIPE v89 v90 NewfeaturesDocument59 pagesAutoPIPE v89 v90 NewfeaturesSongAn BuiPas encore d'évaluation
- C5-21B B777 CapabilitiesDocument8 pagesC5-21B B777 CapabilitiesPablo Restrepo OssaPas encore d'évaluation
- Hydraulic Analysis Versus Piping Stress Analysis ApproachDocument1 pageHydraulic Analysis Versus Piping Stress Analysis Approachalan172081100% (1)
- Help For Calculating Maximum Allowable Piping Pressure According To The ASME Pressure Piping Code B31.3Document9 pagesHelp For Calculating Maximum Allowable Piping Pressure According To The ASME Pressure Piping Code B31.3RamuAlagappanPas encore d'évaluation
- Stress Analysis Training - Caesar IIDocument2 pagesStress Analysis Training - Caesar IIKehinde Adebayo100% (2)
- 7ut633.doc KosambaDocument7 pages7ut633.doc Kosambasgshekar30Pas encore d'évaluation
- Additive Manufacturing STR 2 2018Document20 pagesAdditive Manufacturing STR 2 2018Denis StancuPas encore d'évaluation
- The Hyperloop: The Future of TransportationDocument32 pagesThe Hyperloop: The Future of Transportationbcgg86% (14)
- FKT NiehII Statik GRP StressDocument98 pagesFKT NiehII Statik GRP StressSakshi AgrawalPas encore d'évaluation
- Atmatec - Fibreglass Products For Drainage Systems PDFDocument44 pagesAtmatec - Fibreglass Products For Drainage Systems PDFHafiz KamalPas encore d'évaluation
- Broadway Hilti Handrail Base PDFDocument4 pagesBroadway Hilti Handrail Base PDFjijinjohnPas encore d'évaluation
- Lect 9 FRP Shear Design1Document8 pagesLect 9 FRP Shear Design1FanooPas encore d'évaluation
- RPS General IntroductionDocument41 pagesRPS General IntroductionRobert HawkinsPas encore d'évaluation
- Asme Sec X 2017Document6 pagesAsme Sec X 2017SARSAN NDTPas encore d'évaluation
- Tank Design Class Notes 009Document68 pagesTank Design Class Notes 009Abdullah SahlyPas encore d'évaluation
- Petroleum Tanks BrochureDocument12 pagesPetroleum Tanks BrochureM.Sreeram SanjayPas encore d'évaluation
- Applicability of Caesar II For Stress Analysis of Lines Having DT Ratio More Than 100 PDFDocument2 pagesApplicability of Caesar II For Stress Analysis of Lines Having DT Ratio More Than 100 PDFBogdan ChivulescuPas encore d'évaluation
- Hobas FTBDocument78 pagesHobas FTBdarkroomzc100% (1)
- Determining The Pressure Drop To Be Used in A Control Valve Sizing CalculationDocument2 pagesDetermining The Pressure Drop To Be Used in A Control Valve Sizing CalculationzhangamecPas encore d'évaluation
- Lichtgitter GRP ManualDocument68 pagesLichtgitter GRP ManualGeorgi KalchevPas encore d'évaluation
- Composite Cover Design PDFDocument18 pagesComposite Cover Design PDFA.Subin DasPas encore d'évaluation
- Pipe 36pulg Stress Analysis ReportDocument3 pagesPipe 36pulg Stress Analysis ReportJhony MedranoPas encore d'évaluation
- Helical Steel StrakesDocument2 pagesHelical Steel StrakesPRAVEENPas encore d'évaluation
- Case Study To Find Tank Nozzle Stiffness, Flexibility and Allowable Loads by API650 Using PASS START PROFDocument15 pagesCase Study To Find Tank Nozzle Stiffness, Flexibility and Allowable Loads by API650 Using PASS START PROFJafer SayedPas encore d'évaluation
- Guides and RestraintsDocument8 pagesGuides and RestraintserikohPas encore d'évaluation
- 1 - CoolH2O Metric Total A4Document35 pages1 - CoolH2O Metric Total A4Bry Buray100% (1)
- Polaris Pipe CatalogDocument24 pagesPolaris Pipe CatalogMinh Thắng ĐỗPas encore d'évaluation
- K C Mouldings CatalogueDocument90 pagesK C Mouldings CatalogueTomas Cruz0% (1)
- Amipox GRE Cal Manual Ws HiddDocument20 pagesAmipox GRE Cal Manual Ws HiddrahulPas encore d'évaluation
- Paldex Seminar-2 - Stress AnalysisDocument75 pagesPaldex Seminar-2 - Stress AnalysisCROSSFIELD ENGINEERING ENERGYPas encore d'évaluation
- Fhfdhfdhfdhdgdgsdgdsgds GSDGDFDHFMBFDFF: HFBHFFFFDHFBHFFDHFDHFDHFDHF HFGGVMNVBMNBNBGJGFJGFJDocument1 pageFhfdhfdhfdhdgdgsdgdsgds GSDGDFDHFMBFDFF: HFBHFFFFDHFBHFFDHFDHFDHFDHF HFGGVMNVBMNBNBGJGFJGFJKumar KotePas encore d'évaluation
- UytuytuytDocument1 pageUytuytuytKumar KotePas encore d'évaluation
- GDGDSGDSGDDocument1 pageGDGDSGDSGDKumar KotePas encore d'évaluation
- FHFDHFDHFDHFDHFMBFDFF: HFBHFFFFDHFBHFFDHFDHFDHFDHF HFGGVMNVBMNBNBGJGFJGFJDocument1 pageFHFDHFDHFDHFDHFMBFDFF: HFBHFFFFDHFBHFFDHFDHFDHFDHF HFGGVMNVBMNBNBGJGFJGFJKumar KotePas encore d'évaluation
- GFHFDHFDHTJGJGFFMB MBFDFF: HFBHFFFFDHFBHFFDFGGVMNVBMN BNBGJGFJGFJDocument1 pageGFHFDHFDHTJGJGFFMB MBFDFF: HFBHFFFFDHFBHFFDFGGVMNVBMN BNBGJGFJGFJKumar KotePas encore d'évaluation
- RgtreggDocument1 pageRgtreggKumar KotePas encore d'évaluation
- DjsjkfgfgfdhsiushDocument1 pageDjsjkfgfgfdhsiushKumar KotePas encore d'évaluation
- Hfkjdyfiduydjkcnj, NDocument1 pageHfkjdyfiduydjkcnj, NKumar KotePas encore d'évaluation
- DFDFDocument1 pageDFDFKumar KotePas encore d'évaluation
- FDGFGDocument1 pageFDGFGKumar KotePas encore d'évaluation
- GHGHJDocument1 pageGHGHJKumar KotePas encore d'évaluation
- Hfkjdyfiduydjkcnj, NDocument1 pageHfkjdyfiduydjkcnj, NKumar KotePas encore d'évaluation
- New Microsoft OffFFFFice PowerPoint PresentationDocument1 pageNew Microsoft OffFFFFice PowerPoint PresentationKumar KotePas encore d'évaluation
- Hfkjdyfiduydjkcnj, NDocument1 pageHfkjdyfiduydjkcnj, NKumar KotePas encore d'évaluation
- Heat ExchangersDocument48 pagesHeat ExchangersRiccat Shio'TangPas encore d'évaluation
- Hello WorldDocument1 pageHello WorldKumar KotePas encore d'évaluation
- IS803 - Code of Practice For Design Fabrication and Erection of Vertical Mild Steel Cylinderical Welded Oil StorageDocument98 pagesIS803 - Code of Practice For Design Fabrication and Erection of Vertical Mild Steel Cylinderical Welded Oil StoragePankaj DhimanPas encore d'évaluation
- Hello WorldDocument1 pageHello WorldKumar KotePas encore d'évaluation
- Moody ChartDocument1 pageMoody ChartKumar KotePas encore d'évaluation
- Loop Design ChartDocument1 pageLoop Design ChartMarimuthu AyyamperumalPas encore d'évaluation
- Loop Design ChartDocument1 pageLoop Design ChartMarimuthu AyyamperumalPas encore d'évaluation
- Asme A17-2-1aDocument54 pagesAsme A17-2-1aKumar KotePas encore d'évaluation
- Bolt TableDocument1 pageBolt TableErebert C. CaracasPas encore d'évaluation
- P & ID For Water System-Model PDFDocument1 pageP & ID For Water System-Model PDFKumar KotePas encore d'évaluation
- 1 AQA Energy Tests 1HDocument21 pages1 AQA Energy Tests 1HAsik PogosyanPas encore d'évaluation
- 1559038005845442000Document171 pages1559038005845442000Patel IbrahimPas encore d'évaluation
- Catálogo VPADocument2 pagesCatálogo VPARafael LimaPas encore d'évaluation
- Infrared SpectrosDocument3 pagesInfrared SpectrosAmanda CarvalhoPas encore d'évaluation
- Atlas Copco GA 15 To GA 30 Part List 24 25Document2 pagesAtlas Copco GA 15 To GA 30 Part List 24 25RICHARDPas encore d'évaluation
- KSG 5K DMDocument2 pagesKSG 5K DMGirasolar solarPas encore d'évaluation
- Chemical KineticsDocument3 pagesChemical Kineticsvivek davePas encore d'évaluation
- Experiment 15 It's A Soap Opera!: OutcomesDocument8 pagesExperiment 15 It's A Soap Opera!: OutcomesKrystel Monica ManaloPas encore d'évaluation
- رافضیت کے معمار ج1،9 - compressedDocument310 pagesرافضیت کے معمار ج1،9 - compressedAkramPas encore d'évaluation
- 029 - Madho Ram v. Secretary of State (143-151)Document9 pages029 - Madho Ram v. Secretary of State (143-151)Vinay Kumar KumarPas encore d'évaluation
- PVC BendingDocument6 pagesPVC BendingFrancis Al Maghanoy GabisonPas encore d'évaluation
- 24" (61 CM) Electric Single and Double Built-In Oven: Product Model Series Overall DimensionsDocument1 page24" (61 CM) Electric Single and Double Built-In Oven: Product Model Series Overall DimensionsHewa PCPas encore d'évaluation
- Unit 2B.1Document16 pagesUnit 2B.1PualeilehuaPas encore d'évaluation
- Air Quality Management in Cambodia - MoEDocument17 pagesAir Quality Management in Cambodia - MoEBun RongPas encore d'évaluation
- Samsung LPC 247sm-06sDocument2 pagesSamsung LPC 247sm-06saboalghadbPas encore d'évaluation
- ERD North America CHDocument2 pagesERD North America CHRefisal BonnetPas encore d'évaluation
- Megger - The Complete Guide To Electrical Insulation TestingDocument24 pagesMegger - The Complete Guide To Electrical Insulation TestingMan Minh SangPas encore d'évaluation
- RT30 Operate InstrukcjaDocument97 pagesRT30 Operate Instrukcjaallegro.ds.spinPas encore d'évaluation
- Sekiro: See Runtime Message Report For Warning MessagesDocument1 pageSekiro: See Runtime Message Report For Warning MessagesĐinh Hoàng ViệtPas encore d'évaluation
- Vc-90200.01.03-En Ecoline DJDocument6 pagesVc-90200.01.03-En Ecoline DJGary IrawanPas encore d'évaluation