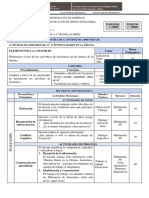
Vous aimerez peut-être aussi
- Historia Cli Ünica - Formato PreestablecidoDocument5 pagesHistoria Cli Ünica - Formato PreestablecidoJosé Villarreal100% (1)
- Normas APA, Referencias, Citas.Document48 pagesNormas APA, Referencias, Citas.José EstradaPas encore d'évaluation
- Autopercepcion y AutoestimaDocument6 pagesAutopercepcion y Autoestimamaria100% (1)
- Manejo conductual éticoDocument5 pagesManejo conductual éticoLuis Carlos Gutierrez MorenoPas encore d'évaluation
- El Hombre en Busca Del Senti de Viktor FranklDocument28 pagesEl Hombre en Busca Del Senti de Viktor Franklana luisa tapiaPas encore d'évaluation
- Escala de Estresores LaboralesDocument3 pagesEscala de Estresores LaboralesYuly anaPas encore d'évaluation
- 16pf 2Document4 pages16pf 2Rodrigo MojicaPas encore d'évaluation
- Aprender A Quererse Uno MismoDocument3 pagesAprender A Quererse Uno MismoyogatradicionalucvPas encore d'évaluation
- El Materialismo HistóricoDocument31 pagesEl Materialismo HistóricoCarlos Miguel Lino Vélez0% (1)
- Centro Iboga Datos Paciente Rodrigo GómezDocument1 pageCentro Iboga Datos Paciente Rodrigo GómezRodrigo G.Pas encore d'évaluation
- Selección del gancho para grúas - Tipos y normas DINDocument3 pagesSelección del gancho para grúas - Tipos y normas DINJonathan TorresPas encore d'évaluation
- Reductores - Ejes ParalelosDocument102 pagesReductores - Ejes ParalelosToni RenedoPas encore d'évaluation
- Un Pacto Honrado Con La Soledad PDFDocument1 pageUn Pacto Honrado Con La Soledad PDFRafael GuevaraPas encore d'évaluation
- Ensayo-Aportaciones y Limitaciones DSM5-Dx MultiaxialDocument2 pagesEnsayo-Aportaciones y Limitaciones DSM5-Dx MultiaxialEzequiel AmezolaPas encore d'évaluation
- Concepto de Toma de DecisionesDocument3 pagesConcepto de Toma de DecisionesJackelin LuquePas encore d'évaluation
- CONVERSATORIO SOBRE ADICCIONES (Informe)Document4 pagesCONVERSATORIO SOBRE ADICCIONES (Informe)Johan OsorioPas encore d'évaluation
- Catálogo de Pruebas PsicométricasDocument32 pagesCatálogo de Pruebas PsicométricasJabmard MartinPas encore d'évaluation
- Acertijo EinsteinDocument89 pagesAcertijo EinsteinMario BriseñoPas encore d'évaluation
- AnorexiaDocument175 pagesAnorexiaChaddia MoresPas encore d'évaluation
- TRATAMIENTO DE CRISIS POR PÉRDIDA DE UN SER QUERIDODocument12 pagesTRATAMIENTO DE CRISIS POR PÉRDIDA DE UN SER QUERIDOJacqueline De la TorrePas encore d'évaluation
- Escala de Actitudes y Creencias SAGBTDocument2 pagesEscala de Actitudes y Creencias SAGBTcdern1Pas encore d'évaluation
- Notas Sobre Psicometría (Dra Rojas Herrera)Document15 pagesNotas Sobre Psicometría (Dra Rojas Herrera)wberney BenavidesPas encore d'évaluation
- Calculo Bastidor VehiculoDocument28 pagesCalculo Bastidor Vehiculoluis ulloaPas encore d'évaluation
- Escala Liderazgo Directivo.2018Document5 pagesEscala Liderazgo Directivo.2018Rosita ParedessPas encore d'évaluation
- Factores Psiquicos Implicados en La EtioDocument73 pagesFactores Psiquicos Implicados en La EtioEliza MAPas encore d'évaluation
- Adaptación Del Test de Bender para AdultosDocument2 pagesAdaptación Del Test de Bender para AdultosJuan José Jauregui AvilaPas encore d'évaluation
- Examen Mental DemenciaDocument19 pagesExamen Mental DemenciaJessica L. AlbornozPas encore d'évaluation
- Manual BiodigestorDocument50 pagesManual BiodigestorRIGOBERTO PONCEPas encore d'évaluation
- Resolución de ProblemasDocument4 pagesResolución de ProblemasOrlandoGonzalesTenazoaPas encore d'évaluation
- Test visual motor BenderDocument135 pagesTest visual motor BenderAndre SierraPas encore d'évaluation
- Taller El Crecimiento Ético ULSDocument2 pagesTaller El Crecimiento Ético ULSDaniela Montaño Gómez0% (2)
- Analisis de Esfuerzo para Un Rodillo de PDFDocument13 pagesAnalisis de Esfuerzo para Un Rodillo de PDFmarioPas encore d'évaluation
- A3 LaminaciónDocument123 pagesA3 LaminaciónPabloAlbertoPuenteAlfaroPas encore d'évaluation
- Final de ConfoDocument12 pagesFinal de ConfoÁngelÁvalosYatacoPas encore d'évaluation
- Embutido de metales: proceso y análisis mecánicoDocument9 pagesEmbutido de metales: proceso y análisis mecánicoMIGUELTRX100% (1)
- Sesión 5Document48 pagesSesión 5angelo ramirezPas encore d'évaluation
- Forjado ClaseDocument27 pagesForjado ClasemiguelPas encore d'évaluation
- Proceso de Embutido v4Document9 pagesProceso de Embutido v4César Manuel Linch PeñaPas encore d'évaluation
- 1er Examen de Conformado Ii 2020Document2 pages1er Examen de Conformado Ii 2020JORGE LUIS AYALA GALINDOPas encore d'évaluation
- CAP.15 Estruccion y Estirado de MetalesDocument28 pagesCAP.15 Estruccion y Estirado de MetalesRonald Gomez Orellana50% (4)
- Forjado de MetalesDocument5 pagesForjado de MetalesSILVIA ELIZABETH GARCIA DIAZPas encore d'évaluation
- Acero 1045Document7 pagesAcero 1045Gustavo CardonaPas encore d'évaluation
- Procesos de FabricaciónDocument13 pagesProcesos de FabricaciónFrancisco PérezPas encore d'évaluation
- 1994 - Desarrollo y Ensayo de Aisladores Teflon PDFDocument10 pages1994 - Desarrollo y Ensayo de Aisladores Teflon PDFAaron Gutierrez SaldiasPas encore d'évaluation
- Forjado Con Troquel ImpresorDocument3 pagesForjado Con Troquel ImpresorSebasRodriguezVegaPas encore d'évaluation
- Forjado FinalDocument29 pagesForjado FinalJuan GranaraPas encore d'évaluation
- Actividad4 JMaciasDocument20 pagesActividad4 JMaciasSergio PradaPas encore d'évaluation
- Resistencia de Los Materiales - Tema 2ingenieria Resistencia de MaterialesDocument6 pagesResistencia de Los Materiales - Tema 2ingenieria Resistencia de MaterialesJuana VelásquezPas encore d'évaluation
- Características mecánicas aceroDocument43 pagesCaracterísticas mecánicas aceromichael199341Pas encore d'évaluation
- Colada ContinuaDocument8 pagesColada ContinuaTacachiri Chocamani JaimePas encore d'évaluation
- Press Brake Trabajo FinalDocument10 pagesPress Brake Trabajo Finalpaula vergaraPas encore d'évaluation
- Envejecimiento Por DeformaciónDocument4 pagesEnvejecimiento Por DeformaciónNibardo Mora PantojaPas encore d'évaluation
- Proceso de EmbutidoDocument6 pagesProceso de EmbutidoJosmary A Méndez A50% (2)
- Elementos de Máquinas - Elementos UnionDocument53 pagesElementos de Máquinas - Elementos UnionGerbercp Condori Palacios100% (1)
- Diseño máquina laminadora aluminioDocument31 pagesDiseño máquina laminadora aluminioJCVB123453Pas encore d'évaluation
- Forjado en dado abiertoDocument17 pagesForjado en dado abiertoPaul VelaPas encore d'évaluation
- LAMINACIONDocument26 pagesLAMINACIONAlexPas encore d'évaluation
- Elementos de UnionesDocument20 pagesElementos de UnionesMANUEL PADILLA SARABIAPas encore d'évaluation
- Qué Es El Proceso de RoladoDocument4 pagesQué Es El Proceso de RoladoDiego PatarroyoPas encore d'évaluation
- Análisis ResorteDocument9 pagesAnálisis ResorteWorldWarWebPas encore d'évaluation
- Tarea 4 de Practica Juridica II.Document15 pagesTarea 4 de Practica Juridica II.Luis Daniel Reyes Cordero.Pas encore d'évaluation
- Tablas de evaluación de riesgos laboralesDocument52 pagesTablas de evaluación de riesgos laboraleshenrybecerraPas encore d'évaluation
- Practica Calificada 2-BdatosDocument2 pagesPractica Calificada 2-BdatosFernando Rebaza VegaPas encore d'évaluation
- Páncreas - HistologíaDocument22 pagesPáncreas - HistologíaHR LaloPas encore d'évaluation
- Hoop BallDocument3 pagesHoop BallCeporromaruPas encore d'évaluation
- t3 - Responsabilidad Social - Yupanqui Tomas JohnDocument3 pagest3 - Responsabilidad Social - Yupanqui Tomas JohnJohn A. Yupanqui TomasPas encore d'évaluation
- Caco y La TuruDocument4 pagesCaco y La TuruMarcela Rodríguez0% (1)
- LEDESMA, María (2003) El Diseño Gráfico, Una Voz Pública - Capitulo2Document20 pagesLEDESMA, María (2003) El Diseño Gráfico, Una Voz Pública - Capitulo2Paloma AleuPas encore d'évaluation
- Identificar Los Conceptos Más Relevantes Del TextoDocument2 pagesIdentificar Los Conceptos Más Relevantes Del TextoFrancisca RetamalesPas encore d'évaluation
- Updrs Calc NeurologiaDocument7 pagesUpdrs Calc NeurologiaRosa Elena CepedaPas encore d'évaluation
- Manejo de PacientesDocument3 pagesManejo de Pacientesaudrey fortuna sosaPas encore d'évaluation
- Tarea 2 de Procesal Civil 1Document8 pagesTarea 2 de Procesal Civil 1Paola AlmontePas encore d'évaluation
- Contrato Cliente Sus FinanzasDocument6 pagesContrato Cliente Sus FinanzasEdgar Alerxander Cruz CasasllasPas encore d'évaluation
- Museo de Sitio Tumbas Reales Señor de SipanDocument27 pagesMuseo de Sitio Tumbas Reales Señor de SipanGiancarloRey50% (2)
- Linares, S. y Velázquez, G. (2012) - Capítulo 11. La Conformación Histórica Del Sistema UrbanoDocument18 pagesLinares, S. y Velázquez, G. (2012) - Capítulo 11. La Conformación Histórica Del Sistema UrbanoMaia HiesePas encore d'évaluation
- Participación Estudiantil. 2019 - 2020 PDFDocument11 pagesParticipación Estudiantil. 2019 - 2020 PDFAngelica CruzPas encore d'évaluation
- Cáncer de Tiroides Resumen Tema 2Document3 pagesCáncer de Tiroides Resumen Tema 2Kraey TvPas encore d'évaluation
- Rotulado y Etiquetado de Productos QuimicosDocument6 pagesRotulado y Etiquetado de Productos QuimicosDANIELA ORTIZ OSORIOPas encore d'évaluation
- Ficha - de - Actividad - 11.1. AdministracionDocument2 pagesFicha - de - Actividad - 11.1. AdministracionJuan Antonio Cabanillas perezPas encore d'évaluation
- Absuelvo Acusación Fiscal ArrietaDocument4 pagesAbsuelvo Acusación Fiscal ArrietaJosué Sánchez AgamaPas encore d'évaluation
- La Composición en El ArteDocument26 pagesLa Composición en El ArtepeniPas encore d'évaluation
- Bobrick Benson - Ivan El TerribleDocument429 pagesBobrick Benson - Ivan El TerribleAnonymous 2Ry76yPas encore d'évaluation
- Apunte Diseño-1Document31 pagesApunte Diseño-1Maria SiccardiPas encore d'évaluation
- Tarea #4 Gerencia AplicadaDocument9 pagesTarea #4 Gerencia AplicadaalexPas encore d'évaluation
- Etica en Las Agencias de Viajes y TurismoDocument10 pagesEtica en Las Agencias de Viajes y TurismoAndy GallegosPas encore d'évaluation
- CM42 Msa201eas00!51515728!s!070501Document52 pagesCM42 Msa201eas00!51515728!s!070501miguelperuperuPas encore d'évaluation
- Formato APA Trabajo GradoDocument5 pagesFormato APA Trabajo Gradograndehernan26Pas encore d'évaluation
- Aspecto, tiempo, modalidad y modo en purépechaDocument429 pagesAspecto, tiempo, modalidad y modo en purépechaStephany Gutiérrez VargasPas encore d'évaluation
- Karla CejaDocument35 pagesKarla CejaPaolita Olvera RodríguezPas encore d'évaluation
- Estructuras de La Personalidad Neurosis y PsicosisDocument34 pagesEstructuras de La Personalidad Neurosis y PsicosisAna AristaPas encore d'évaluation