Vous aimerez peut-être aussi
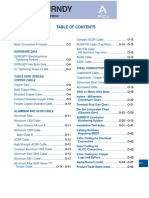
- BurndyDocument43 pagesBurndyJose Antonio Guadiana SánchezPas encore d'évaluation
- Electrical JointingDocument5 pagesElectrical Jointingnishanth132Pas encore d'évaluation
- Aluminum Vs COPPERDocument4 pagesAluminum Vs COPPERTapi SkPas encore d'évaluation
- Busbar TightnessDocument11 pagesBusbar Tightnesssanjeev267Pas encore d'évaluation
- Aluminum Vs Copper in TrafoDocument6 pagesAluminum Vs Copper in TrafosamuraivickyPas encore d'évaluation
- Advantages & Disadvantages of Aluminium. Connection of Aluminium To SteelDocument7 pagesAdvantages & Disadvantages of Aluminium. Connection of Aluminium To SteelDeepti Shrimali0% (1)
- Triplate enDocument4 pagesTriplate enRAGESHPas encore d'évaluation
- Dissertation HidayatDocument54 pagesDissertation HidayatHong Keat Oh100% (1)
- Research On Corrosion Mechanism of Overhead ConductorDocument4 pagesResearch On Corrosion Mechanism of Overhead ConductorJALIR ANDRE HUAYLLAS SOTOPas encore d'évaluation
- Burndy ReferenceDocument43 pagesBurndy Reference10rodriguezPas encore d'évaluation
- PART 169 How Do I Resistance Spot Weld Aluminium AlloysDocument2 pagesPART 169 How Do I Resistance Spot Weld Aluminium Alloysravindra_jivaniPas encore d'évaluation
- Long Life Corrosion Protection of Steel by Zinc-Aluminium Coating Formed by Thermal Spray ProcessDocument8 pagesLong Life Corrosion Protection of Steel by Zinc-Aluminium Coating Formed by Thermal Spray ProcessmotokaliPas encore d'évaluation
- Galvanic/Dissimilar Metal Corrosion: What It Is and How To Avoid ItDocument2 pagesGalvanic/Dissimilar Metal Corrosion: What It Is and How To Avoid ItCuauhtémoc FloresPas encore d'évaluation
- Corrosion Testing of Metals - Is It Needed?: Presented atDocument21 pagesCorrosion Testing of Metals - Is It Needed?: Presented atandrea assanelliPas encore d'évaluation
- 08 MetallizationDocument25 pages08 Metallizationrojas mdangaPas encore d'évaluation
- PropDocument16 pagesPropPrajwalPas encore d'évaluation
- Comparative Studies of The Susceptibility of Copper and Aluminum To Processing in Wire Drawing ProcessDocument7 pagesComparative Studies of The Susceptibility of Copper and Aluminum To Processing in Wire Drawing ProcessIJAR JOURNALPas encore d'évaluation
- Aluminium in Zinc BathDocument5 pagesAluminium in Zinc BathTravis Wood100% (1)
- Types of Arc WeldingDocument20 pagesTypes of Arc WeldingEhigiator JosephPas encore d'évaluation
- Cable Design GuidelinesDocument8 pagesCable Design Guidelinesعبدالرحمن المالكيPas encore d'évaluation
- Chapter 16Document5 pagesChapter 16dervis berk congerPas encore d'évaluation
- Prevent Galvanic CorrosionDocument3 pagesPrevent Galvanic CorrosionGy LiawPas encore d'évaluation
- About Welding Process 49Document1 pageAbout Welding Process 49XerexPas encore d'évaluation
- Aluminum The Wiring Material of The FutureDocument7 pagesAluminum The Wiring Material of The FuturevkmsPas encore d'évaluation
- Welding Consumables - Part 1: Job KnowledgeDocument12 pagesWelding Consumables - Part 1: Job KnowledgeMuhammed SulfeekPas encore d'évaluation
- Copper For Busbars HandbookDocument1 pageCopper For Busbars HandbookvoPas encore d'évaluation
- Aluminium's Corrosion Resistance - Aluminium DesignDocument7 pagesAluminium's Corrosion Resistance - Aluminium DesignCarlos LuPas encore d'évaluation
- GalvInfoNote 3-6Document6 pagesGalvInfoNote 3-6Vasudev BhanajiPas encore d'évaluation
- AnodizingDocument13 pagesAnodizingRatheesh VidyadharanPas encore d'évaluation
- Copper in Comparison With Aluminium As Common Material in Conductors of LV and MV CablesDocument5 pagesCopper in Comparison With Aluminium As Common Material in Conductors of LV and MV CablesChana WannapookPas encore d'évaluation
- GN - 8-04-Thermally Sprayed Metal CoatingsDocument4 pagesGN - 8-04-Thermally Sprayed Metal CoatingsGeorge AlexiadisPas encore d'évaluation
- 6 Metal Arc Welding With Coated Electrodes: 6.1 Description of The MethodDocument5 pages6 Metal Arc Welding With Coated Electrodes: 6.1 Description of The MethodstiryakiiPas encore d'évaluation
- World Oil CorrosionDocument4 pagesWorld Oil CorrosionmutemuPas encore d'évaluation
- HeliCoil Technical Information Corrosion Screw ThreadsDocument6 pagesHeliCoil Technical Information Corrosion Screw ThreadsAce Industrial SuppliesPas encore d'évaluation
- Anodizing: HistoryDocument9 pagesAnodizing: HistorytechzonesPas encore d'évaluation
- Compatibility Of: Aluminium and SteelDocument3 pagesCompatibility Of: Aluminium and SteelNasaii AhmadPas encore d'évaluation
- Aluminium and CorrosionDocument12 pagesAluminium and CorrosionMehman NasibovPas encore d'évaluation
- What Is The Definition of Hot ShortDocument4 pagesWhat Is The Definition of Hot ShortJuan CadenaPas encore d'évaluation
- Metalurgical Material ProjectDocument17 pagesMetalurgical Material ProjectJonathan LukwichiPas encore d'évaluation
- SMAWDocument7 pagesSMAWMaulikPas encore d'évaluation
- AnodizingDocument8 pagesAnodizingSuhas PrabhakarPas encore d'évaluation
- CHAPTER 3 and 4 NON-FERROUS MATERIALSDocument8 pagesCHAPTER 3 and 4 NON-FERROUS MATERIALSJibril JundiPas encore d'évaluation
- It It: AND ALS of of of ComDocument1 pageIt It: AND ALS of of of ComjosPas encore d'évaluation
- Shielded Metal Arc WeldingDocument8 pagesShielded Metal Arc WeldingberhanePas encore d'évaluation
- Superduplex Stainless Steel Article-4Document3 pagesSuperduplex Stainless Steel Article-4mengelito almontePas encore d'évaluation
- Improving Weld Quality 122809Document2 pagesImproving Weld Quality 122809Gordan SanticPas encore d'évaluation
- Metallurgy Copper Wire PDFDocument8 pagesMetallurgy Copper Wire PDFstolen mechieducPas encore d'évaluation
- Device Corrosion: Enumerate The Electrical Contact Degradation and The Types of Mechanism Involved in ItDocument10 pagesDevice Corrosion: Enumerate The Electrical Contact Degradation and The Types of Mechanism Involved in ItSreekanth KrishnamurthyPas encore d'évaluation
- Lead Sheath VS CasDocument1 pageLead Sheath VS CasprasenjitchattPas encore d'évaluation
- Shielding Gas For Welding of Aluminium Alloys by TIG/MIG Welding-A ReviewDocument10 pagesShielding Gas For Welding of Aluminium Alloys by TIG/MIG Welding-A ReviewdietersimaPas encore d'évaluation
- Corrosion Protection MethodsDocument4 pagesCorrosion Protection Methodsashish guptaPas encore d'évaluation
- Discussing About LV and HV Electrical Cables: EdvardDocument4 pagesDiscussing About LV and HV Electrical Cables: EdvardadauPas encore d'évaluation
- Use of Aluminum Conductors in Submarine Power CablesDocument6 pagesUse of Aluminum Conductors in Submarine Power CablesThai AnhPas encore d'évaluation
- Copper Foils For High Frequency Circuit Materials PDFDocument8 pagesCopper Foils For High Frequency Circuit Materials PDFrahul05singhaPas encore d'évaluation
- Specific Welding DetalsDocument17 pagesSpecific Welding DetalsradiantsteelPas encore d'évaluation
- Electronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionD'EverandElectronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionPas encore d'évaluation
- Compendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)D'EverandCompendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)Pas encore d'évaluation
- Sequence Parameters.mDocument8 pagesSequence Parameters.musamaanfieldPas encore d'évaluation
- Xple Cable AmpacityDocument24 pagesXple Cable AmpacityusamaanfieldPas encore d'évaluation
- Bus Bar SizingDocument16 pagesBus Bar Sizingusamaanfield100% (1)
- Schneider IT Earthing SystemDocument31 pagesSchneider IT Earthing SystemSkydive77Pas encore d'évaluation
- CarsonDocument6 pagesCarsonSubas Ratna TuladharPas encore d'évaluation
- CarsonDocument6 pagesCarsonSubas Ratna TuladharPas encore d'évaluation
- BS8519 2010Document12 pagesBS8519 2010engrsaqibhusain100% (1)
- ACCC Data Sheets (Metric Size) PDFDocument23 pagesACCC Data Sheets (Metric Size) PDFkabardey46Pas encore d'évaluation
- Method of Calculating The Cross Sectional Area of Bare Conductors With Regard To Thermal Stresses Due To CurrentDocument2 pagesMethod of Calculating The Cross Sectional Area of Bare Conductors With Regard To Thermal Stresses Due To CurrentMuthu KumaranPas encore d'évaluation
- Technical Information Separable ConnectorsDocument32 pagesTechnical Information Separable Connectorsalmi yunusPas encore d'évaluation
- What Is A 'Ufer' GroundDocument3 pagesWhat Is A 'Ufer' Grounddavid_diaz_sPas encore d'évaluation
- A Survey of Methods For Calculating Transmission Line Conductor 1979 PDFDocument19 pagesA Survey of Methods For Calculating Transmission Line Conductor 1979 PDFAbraham MaravíPas encore d'évaluation
- Low Voltage PURECAB - GISDocument45 pagesLow Voltage PURECAB - GISJusef ImelsaPas encore d'évaluation
- Static ElectricityDocument82 pagesStatic ElectricityMadiha ShakilPas encore d'évaluation
- Conducrete Presentation - CP, AC Mitigation and Electrical Earthing - Dec PDFDocument49 pagesConducrete Presentation - CP, AC Mitigation and Electrical Earthing - Dec PDFMohdAmriPas encore d'évaluation
- B624Document3 pagesB624rohit kumarPas encore d'évaluation
- Chapter 3 - Wiring System and DistributionDocument65 pagesChapter 3 - Wiring System and DistributionMohamad Syahmi100% (1)
- Impact and Management of Stray Current On DC Rail SystemsDocument8 pagesImpact and Management of Stray Current On DC Rail Systems曾乙申100% (1)
- Windfarm Cables DatasheetsDocument10 pagesWindfarm Cables DatasheetsMarkos AntoniosPas encore d'évaluation
- Worksheet 09-CDocument3 pagesWorksheet 09-CHereebPas encore d'évaluation
- Cigre 273Document43 pagesCigre 273César DiazPas encore d'évaluation
- Euromold K158LR Separable Elbow Connectors Copper Wire Screen Cables Type A InstructionDocument10 pagesEuromold K158LR Separable Elbow Connectors Copper Wire Screen Cables Type A InstructionMosa Elnaid ElnaidPas encore d'évaluation
- Prep.3 - Final Revision - 2019 Second TermDocument45 pagesPrep.3 - Final Revision - 2019 Second TermFadia HafizPas encore d'évaluation
- Catalogo Gral CadweldDocument0 pageCatalogo Gral CadweldcarlosyanezlagosPas encore d'évaluation
- Code of Practice For Earthing LV Networks and HV Distribution Substations IMP010011Document89 pagesCode of Practice For Earthing LV Networks and HV Distribution Substations IMP010011SatyaPas encore d'évaluation
- Exercise Electricity: Label The Picture and Its FunctionsDocument19 pagesExercise Electricity: Label The Picture and Its FunctionsKyo ToeyPas encore d'évaluation
- I-LINE II Catalogue 2008Document111 pagesI-LINE II Catalogue 2008Tran HuyPas encore d'évaluation
- Safecable LHD: Cut SheetDocument2 pagesSafecable LHD: Cut SheetMayraPas encore d'évaluation
- SP 1207Document32 pagesSP 1207Anoop GokhalePas encore d'évaluation
- Effect of Surface-Temperature Rise On External Thermal Resistance of Single-Core and Multi-Core Bundles in Still AirDocument4 pagesEffect of Surface-Temperature Rise On External Thermal Resistance of Single-Core and Multi-Core Bundles in Still AirMadhusudhan SrinivasanPas encore d'évaluation
- FREETOX N2XOH 0,6/1 KV Single-Core UV Resist METRIUM: DescriptionDocument4 pagesFREETOX N2XOH 0,6/1 KV Single-Core UV Resist METRIUM: DescriptionFernando NavarroPas encore d'évaluation
- 4 IndexDocument26 pages4 IndexCahaya DPas encore d'évaluation
- Unit 1 Principles of Electrical Machine DesignDocument8 pagesUnit 1 Principles of Electrical Machine Designbenh-aldj100% (1)
- Icea S-73-532 - Nema Wc57 2014 NemaDocument83 pagesIcea S-73-532 - Nema Wc57 2014 NemagrauPas encore d'évaluation
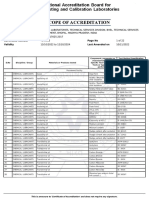
- NABL TestsDocument22 pagesNABL TestsSandeep YadavPas encore d'évaluation
- Tyco Connectors For UG ApplicationsDocument138 pagesTyco Connectors For UG Applicationseugene oneillPas encore d'évaluation