Vous aimerez peut-être aussi
- Is 4759 - 2006 - Hot-Dip Zinc Coatings On Structural Steel and Other Allied ProductsDocument9 pagesIs 4759 - 2006 - Hot-Dip Zinc Coatings On Structural Steel and Other Allied ProductsabhibmanePas encore d'évaluation
- Is 16162Document11 pagesIs 16162Parthasarathi Paul100% (1)
- A1020A1020M-02 (2012) Standard Specification For SteeDocument4 pagesA1020A1020M-02 (2012) Standard Specification For SteeRony YudaPas encore d'évaluation
- Powder CoatDocument10 pagesPowder CoatsouravPas encore d'évaluation
- Quality Control Handbook Street LightingDocument36 pagesQuality Control Handbook Street LightingbalaafconsPas encore d'évaluation
- ASTM B987 1424135-1 - Published VersionDocument5 pagesASTM B987 1424135-1 - Published VersionTran Tuan Tu0% (1)
- Strap Grid Tubular Plate - A New Positive Plate For Lead-Acid BatteriesDocument36 pagesStrap Grid Tubular Plate - A New Positive Plate For Lead-Acid Batteriesantony2288Pas encore d'évaluation
- Astm E527Document7 pagesAstm E527unknown1711Pas encore d'évaluation
- Disclosure To Promote The Right To Information: IS 6746 (1994) : Unsaturated Polyester Resin Systems (PCD 12: Plastics)Document22 pagesDisclosure To Promote The Right To Information: IS 6746 (1994) : Unsaturated Polyester Resin Systems (PCD 12: Plastics)devang asherPas encore d'évaluation
- Zinc Coating Life Predictor: Derived From TheDocument2 pagesZinc Coating Life Predictor: Derived From ThelakshanPas encore d'évaluation
- Astm D3359Document5 pagesAstm D3359victor keymolenPas encore d'évaluation
- Is123 1996Document11 pagesIs123 1996Raji Satheesh100% (1)
- Gemscab PVC Cables PDFDocument28 pagesGemscab PVC Cables PDFJaved AliPas encore d'évaluation
- ASTMB286Document5 pagesASTMB286kamlesh vaishnavPas encore d'évaluation
- Iso 04998-2011Document18 pagesIso 04998-2011Bảo Nhân Nguyễn ĐắcPas encore d'évaluation
- SS8B - Street Lighting Material SpecificationsDocument13 pagesSS8B - Street Lighting Material SpecificationsChandrasiri de SilvaPas encore d'évaluation
- ASTM A924 - A924M - 22aDocument14 pagesASTM A924 - A924M - 22aOS LaboratoryPas encore d'évaluation
- A370 PDFDocument53 pagesA370 PDFsayuri0410Pas encore d'évaluation
- Is 12444Document5 pagesIs 12444Ankit YadavPas encore d'évaluation
- Astm D4329 2005Document6 pagesAstm D4329 2005Camila SanchesPas encore d'évaluation
- ASTM B883Standard Specification For Metal Injection Molding (MIM) Ferrous Materials1Document5 pagesASTM B883Standard Specification For Metal Injection Molding (MIM) Ferrous Materials1David VegaPas encore d'évaluation
- Report on Supply of SMP Coated Galvalume for Leh and Drass ProjectsDocument3 pagesReport on Supply of SMP Coated Galvalume for Leh and Drass ProjectsTravis WoodPas encore d'évaluation
- Arai - in .Ais .073-1.2008Document20 pagesArai - in .Ais .073-1.2008mes138172Pas encore d'évaluation
- Zinc-Coated (Galvanized) Steel Core Wire For Aluminum Conductors, Steel Reinforced (ACSR)Document4 pagesZinc-Coated (Galvanized) Steel Core Wire For Aluminum Conductors, Steel Reinforced (ACSR)Metoo ChyPas encore d'évaluation
- MINEX Metallurgical CoDocument41 pagesMINEX Metallurgical CoPriyank SamagraPas encore d'évaluation
- Major Project Report TQ-601 BATCH 0707-02: Author's NameDocument35 pagesMajor Project Report TQ-601 BATCH 0707-02: Author's Namerupinder_singh302Pas encore d'évaluation
- Astm - Mag. PropertiesDocument2 pagesAstm - Mag. PropertiesPetr HavelPas encore d'évaluation
- Is 737Document16 pagesIs 737amitava_198450% (2)
- Product List (Claro) v19.2dDocument12 pagesProduct List (Claro) v19.2dJames Adrian Abalde SaboPas encore d'évaluation
- Test Report (Primer Coating)Document1 pageTest Report (Primer Coating)Kish Shan S SubediPas encore d'évaluation
- Zinc Coatings PDFDocument12 pagesZinc Coatings PDFMuhammadImaduddienSalamPas encore d'évaluation
- Iron Castings With Spheroidal or Nodular Graphite-SpecificationDocument13 pagesIron Castings With Spheroidal or Nodular Graphite-SpecificationAbinashBeheraPas encore d'évaluation
- Indian Standard: Specification For Hot-Dipped Galvanized Coatings On Round Steel WiresDocument11 pagesIndian Standard: Specification For Hot-Dipped Galvanized Coatings On Round Steel WiresEng-Ahmad Abo-AledousPas encore d'évaluation
- GTP of Jointing KitsDocument2 pagesGTP of Jointing KitsAshutosh Soral100% (1)
- ASTM Std. F668.atfz8781Document6 pagesASTM Std. F668.atfz8781Eidrish ShaikhPas encore d'évaluation
- Extra-High-Strength and Ultra-High-Strength Zinc-Coated (Galvanized) Steel Core Wire For Overhead Electrical ConductorsDocument4 pagesExtra-High-Strength and Ultra-High-Strength Zinc-Coated (Galvanized) Steel Core Wire For Overhead Electrical ConductorsSofia YuliPas encore d'évaluation
- Is 1573 - Zinc Plating On Iron & Steel PDFDocument21 pagesIs 1573 - Zinc Plating On Iron & Steel PDFSandeep MatetiPas encore d'évaluation
- Astm B 286-07Document5 pagesAstm B 286-07Ramsi Ankzi100% (1)
- ASTM-A343M - 03 (Reapproved 2008)Document16 pagesASTM-A343M - 03 (Reapproved 2008)claudia100% (2)
- Astm e 1251-2011Document10 pagesAstm e 1251-2011ERDA TPI REPORTPas encore d'évaluation
- B689 - 97 R08 Standard Specification For Electroplated Engineering Nickel CoatingsDocument7 pagesB689 - 97 R08 Standard Specification For Electroplated Engineering Nickel CoatingsRodolfoPas encore d'évaluation
- Rubber Property-Volume Resistivity of Electrically Conductive and Antistatic ProductsDocument5 pagesRubber Property-Volume Resistivity of Electrically Conductive and Antistatic ProductsShaker QaidiPas encore d'évaluation
- Abrasives, Brushes For Marble, Granite, StoneDocument3 pagesAbrasives, Brushes For Marble, Granite, StoneNaveen GuptaPas encore d'évaluation
- Astm B 236-07Document6 pagesAstm B 236-07Ramsi AnkziPas encore d'évaluation
- Product Quality Plan: Customer Manufacturer Conductor Type SizesDocument7 pagesProduct Quality Plan: Customer Manufacturer Conductor Type SizesAvinash LalPas encore d'évaluation
- List of Etchant For MetallographyDocument3 pagesList of Etchant For Metallographyniraj_hwbPas encore d'évaluation
- Astm A 779 A779m-12Document4 pagesAstm A 779 A779m-12Mohammed AliPas encore d'évaluation
- 2 Cable Trunking and DuctsDocument8 pages2 Cable Trunking and Ductsaanouar77Pas encore d'évaluation
- Salt Spray ChamberDocument9 pagesSalt Spray ChamberSijo Kaviyil JosephPas encore d'évaluation
- Astm D4496Document5 pagesAstm D4496Sampath WeragodaPas encore d'évaluation
- Is 6009 1970 PDFDocument11 pagesIs 6009 1970 PDFkishor150688Pas encore d'évaluation
- Astm A 879-06Document3 pagesAstm A 879-06Bill100% (1)
- Protection Ground Electrodes With Injection of Bentonite Emulsion Under PressureDocument5 pagesProtection Ground Electrodes With Injection of Bentonite Emulsion Under PressureAbdulyunus AmirPas encore d'évaluation
- B188Document10 pagesB188Mohamed FaragPas encore d'évaluation
- Is 7098 2 2011Document17 pagesIs 7098 2 2011prajaptijagdishPas encore d'évaluation
- Gupta Power Infrastructure LTDDocument88 pagesGupta Power Infrastructure LTDAgarwal SumitPas encore d'évaluation
- EM6 DatasheetDocument1 pageEM6 DatasheetFlorin Apopei0% (1)
- Disclosure To Promote The Right To InformationDocument22 pagesDisclosure To Promote The Right To InformationVIKRANTPas encore d'évaluation
- Aluminium Layer Standards - IsO7599 - 1983Document12 pagesAluminium Layer Standards - IsO7599 - 1983Ashish TanejaPas encore d'évaluation
- Understanding Welding Symbols Terms and DefinitionsDocument23 pagesUnderstanding Welding Symbols Terms and DefinitionsseymaPas encore d'évaluation
- Understanding Welding Symbols Terms and DefinitionsDocument23 pagesUnderstanding Welding Symbols Terms and DefinitionsseymaPas encore d'évaluation
- Aluminium SpecificationDocument4 pagesAluminium Specificationpavan_joshi_5Pas encore d'évaluation
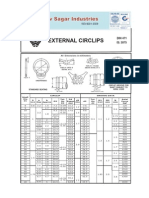
- Circlip Design PDFDocument6 pagesCirclip Design PDFpavan_joshi_5Pas encore d'évaluation
- A675/A675MDocument5 pagesA675/A675Mpavan_joshi_5100% (1)
- Astm D610 PDFDocument6 pagesAstm D610 PDFAmbarPas encore d'évaluation
- Anodising ProcessDocument7 pagesAnodising Processpavan_joshi_5Pas encore d'évaluation
- Understanding Welding Symbols Terms and DefinitionsDocument23 pagesUnderstanding Welding Symbols Terms and DefinitionsseymaPas encore d'évaluation
- AWS - Welding SymbolsDocument1 pageAWS - Welding SymbolsAli Saifullizan IsmailPas encore d'évaluation
- Deciphering Weld SymbolsDocument11 pagesDeciphering Weld SymbolsAhmad Reza AtefPas encore d'évaluation
- Technical Notehowmanythreads PDFDocument4 pagesTechnical Notehowmanythreads PDFGatyo GatevPas encore d'évaluation
- Socket Set Screw SizeDocument2 pagesSocket Set Screw Sizepavan_joshi_5Pas encore d'évaluation
- Astm D 714 PDFDocument5 pagesAstm D 714 PDFpavan_joshi_550% (4)
- Delrin 100P NC010Document4 pagesDelrin 100P NC010Keshav JhanwarPas encore d'évaluation
- GD&TDocument26 pagesGD&Tpavan_joshi_5Pas encore d'évaluation
- Press Information: New Product With World-First Front Fork Technology Released at EICMA 2014Document3 pagesPress Information: New Product With World-First Front Fork Technology Released at EICMA 2014pavan_joshi_5Pas encore d'évaluation
- GD&TDocument19 pagesGD&Tpavan_joshi_5Pas encore d'évaluation
- 8.mech - IJME - Fluid - Flow - Nitin v. SatputeDocument10 pages8.mech - IJME - Fluid - Flow - Nitin v. Satputeiaset123Pas encore d'évaluation
- GD&TDocument17 pagesGD&Tpavan_joshi_5Pas encore d'évaluation
- Section 2: Early System vs. G.D.&T. SystemDocument6 pagesSection 2: Early System vs. G.D.&T. Systempavan_joshi_5Pas encore d'évaluation
- Technical Notehowmanythreads PDFDocument4 pagesTechnical Notehowmanythreads PDFGatyo GatevPas encore d'évaluation
- GD&TDocument7 pagesGD&Tpavan_joshi_5Pas encore d'évaluation
- Retaining Ring DesignDocument3 pagesRetaining Ring Designpavan_joshi_5Pas encore d'évaluation
- Metric Set ScrewDocument1 pageMetric Set Screwpavan_joshi_5Pas encore d'évaluation
- Explanation of Surface RoughnessDocument8 pagesExplanation of Surface RoughnessN.Palaniappan100% (6)
- Delrin 100P NC010Document4 pagesDelrin 100P NC010Keshav JhanwarPas encore d'évaluation
- Helpful Hints 2Document68 pagesHelpful Hints 2Uygur Zeren100% (5)
- A-Type Circlip Detail PDFDocument2 pagesA-Type Circlip Detail PDFsunildhimankumarPas encore d'évaluation
- Smalley RingsDocument6 pagesSmalley RingsjPas encore d'évaluation
- CFD Lecture 1 IntroductionDocument36 pagesCFD Lecture 1 Introductionpavan_joshi_5Pas encore d'évaluation
- Advance Paper - Set - ADocument24 pagesAdvance Paper - Set - AVishnupandey100% (1)
- Cement Slurry AcceleratorsDocument3 pagesCement Slurry AcceleratorsMahla Raj KumarPas encore d'évaluation
- Sensorless Control of Electrical DrivesDocument53 pagesSensorless Control of Electrical DrivesSamuel M.Pas encore d'évaluation
- Module 6 (Materials & Hardware) SubModule 6.4 (Corrosion)Document26 pagesModule 6 (Materials & Hardware) SubModule 6.4 (Corrosion)daniaPas encore d'évaluation
- Physics Syllabus 2026-2028Document63 pagesPhysics Syllabus 2026-2028jeaninealemamensahPas encore d'évaluation
- E-Program Files-AN-ConnectManager-SSIS-MSDS-PDF-SZY68F - GB - EN - 20110120 - 1 PDFDocument10 pagesE-Program Files-AN-ConnectManager-SSIS-MSDS-PDF-SZY68F - GB - EN - 20110120 - 1 PDFSamar HusainPas encore d'évaluation
- Archimedes Number ExplainedDocument86 pagesArchimedes Number ExplainedRicardo Zevallos CruzPas encore d'évaluation
- Confirmations of CyclohexaneDocument15 pagesConfirmations of CyclohexaneSuliman WardakPas encore d'évaluation
- Computational Chemistry Analysis of Hydrodesulfurization Reactions Catalyzed by Molybdenum Disulfide NanoparticlesDocument37 pagesComputational Chemistry Analysis of Hydrodesulfurization Reactions Catalyzed by Molybdenum Disulfide Nanoparticleshameed66Pas encore d'évaluation
- Inter 2 Physics Success SeriesDocument12 pagesInter 2 Physics Success SeriesZain AliPas encore d'évaluation
- Pre IGCSE Night 0.4 PhysicsDocument3 pagesPre IGCSE Night 0.4 PhysicsEaint Sann YayPas encore d'évaluation
- Zoshchenko 2019Document13 pagesZoshchenko 2019Mohamed SnosyPas encore d'évaluation
- Formation of Integral Skin Polyurethane FoamsDocument11 pagesFormation of Integral Skin Polyurethane FoamsHariHaran RajendranPas encore d'évaluation
- 00 HSC Chemistry 5Document4 pages00 HSC Chemistry 5Ariel Pedro Nina APas encore d'évaluation
- Raoult's Law ExplainedDocument8 pagesRaoult's Law ExplainedAbdul Azeem KhosoPas encore d'évaluation
- Equilibrium of Rigid BodiesDocument13 pagesEquilibrium of Rigid BodiesFarhad AliPas encore d'évaluation
- Analysis of Welding Strength S45C Material in Spot Welding ProcessDocument8 pagesAnalysis of Welding Strength S45C Material in Spot Welding ProcessBRAYAN ALEJANDRO REYES VILLANUEVAPas encore d'évaluation
- Enzyme Controlled Reaction LabDocument2 pagesEnzyme Controlled Reaction Labapi-291218692Pas encore d'évaluation
- 60 - BS 13577 2007Document12 pages60 - BS 13577 2007mazos77Pas encore d'évaluation
- Extended AbstractDocument10 pagesExtended AbstractSarang GohPas encore d'évaluation
- Thermodynamic Process Problems and SolutionsDocument4 pagesThermodynamic Process Problems and SolutionsAlex AndersPas encore d'évaluation
- Exercise: Violet: Iitians Spectrum EdutechDocument2 pagesExercise: Violet: Iitians Spectrum EdutechAarav ShahPas encore d'évaluation
- PHY 310 Modern Physics Course OutlineDocument6 pagesPHY 310 Modern Physics Course OutlineNur HamizahPas encore d'évaluation
- ISO 8217 2017 FUEL STANDARDSDocument2 pagesISO 8217 2017 FUEL STANDARDSAnton100% (2)
- Topic: Earth: The Living PlanetDocument4 pagesTopic: Earth: The Living PlanetLesly Ann De VeraPas encore d'évaluation
- Dry Quenched Coke - Enabler To Enhance BF PerformanceDocument26 pagesDry Quenched Coke - Enabler To Enhance BF PerformanceSatyamKumarPas encore d'évaluation
- Overview of In-Orbit Radiation Induced Spacecraft Anomalies: R. Ecoffet, Member, IEEEDocument25 pagesOverview of In-Orbit Radiation Induced Spacecraft Anomalies: R. Ecoffet, Member, IEEEalexanderPas encore d'évaluation
- A4.3-93 R2006PVDocument6 pagesA4.3-93 R2006PVMohamed YousufPas encore d'évaluation
- Panasonic tc-p50gt25 Chassis Gpf13du PDFDocument122 pagesPanasonic tc-p50gt25 Chassis Gpf13du PDFMarco Antonio OrtegaPas encore d'évaluation
- Unsung Science of TDF FlangeDocument3 pagesUnsung Science of TDF FlangeSandeep GalhotraPas encore d'évaluation