Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Puterea Prezentului-Eckhart Tolle PDFDocument218 pagesPuterea Prezentului-Eckhart Tolle PDFNicoleta Petrea100% (11)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Lesson Plan On Digestion in Stomach and Intestines Grade 4Document3 pagesLesson Plan On Digestion in Stomach and Intestines Grade 4jaydalene saga macay100% (5)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Fire Alarm SymbolsDocument6 pagesFire Alarm Symbolscarlos vasquezPas encore d'évaluation
- 2006 SM600Document2 pages2006 SM600Ioryogi KunPas encore d'évaluation
- 1909 FullDocument8 pages1909 FullRoxana Cristina PopescuPas encore d'évaluation
- Synthesis and Characterization of Core-Shell Fe O - Gold-Chitosan NanostructureDocument7 pagesSynthesis and Characterization of Core-Shell Fe O - Gold-Chitosan NanostructureRoxana Cristina PopescuPas encore d'évaluation
- Fibroblasts MCF 7Document13 pagesFibroblasts MCF 7Roxana Cristina PopescuPas encore d'évaluation
- Materials Science and Engineering CDocument11 pagesMaterials Science and Engineering CRoxana Cristina PopescuPas encore d'évaluation
- Important Nano Si RadioterapieDocument10 pagesImportant Nano Si RadioterapieRoxana Cristina PopescuPas encore d'évaluation
- 2064-2110 - Magnetic Iron Oxide Nanoparticles - Synthesis, Stabilization, Vectorization, PDFDocument48 pages2064-2110 - Magnetic Iron Oxide Nanoparticles - Synthesis, Stabilization, Vectorization, PDFRoxana Cristina PopescuPas encore d'évaluation
- CytotoxAssays IntJPharm 2004 v288 p369Document8 pagesCytotoxAssays IntJPharm 2004 v288 p369krubakaranMPas encore d'évaluation
- 05.06.2013 2Document105 pages05.06.2013 2Roxana Cristina PopescuPas encore d'évaluation
- Report PFC Charlène BartoliDocument77 pagesReport PFC Charlène BartoliRoxana Cristina PopescuPas encore d'évaluation
- Composites Science and Technology: Xin'gang Luan, Laifei Cheng, Congwei XieDocument6 pagesComposites Science and Technology: Xin'gang Luan, Laifei Cheng, Congwei XieRoxana Cristina PopescuPas encore d'évaluation
- Yujie XiaDocument149 pagesYujie XiaRoxana Cristina PopescuPas encore d'évaluation
- Journal of Magnetism and Magnetic MaterialsDocument8 pagesJournal of Magnetism and Magnetic MaterialsRoxana Cristina PopescuPas encore d'évaluation
- Lu 14 IJP MPDocument12 pagesLu 14 IJP MPRoxana Cristina PopescuPas encore d'évaluation
- 1 s2.0 S1011134414001201 MainDocument10 pages1 s2.0 S1011134414001201 MainRoxana Cristina PopescuPas encore d'évaluation
- 1 s2.0 S0378517311000585 MainDocument11 pages1 s2.0 S0378517311000585 MainRoxana Cristina PopescuPas encore d'évaluation
- 1757-899X 47 1 012007Document5 pages1757-899X 47 1 012007Roxana Cristina PopescuPas encore d'évaluation
- Microparticle PreparationDocument17 pagesMicroparticle PreparationRoxana Cristina PopescuPas encore d'évaluation
- 1 s2.0 S0142961214011296 MainDocument12 pages1 s2.0 S0142961214011296 MainRoxana Cristina PopescuPas encore d'évaluation
- Report PFC Charlène BartoliDocument77 pagesReport PFC Charlène BartoliRoxana Cristina PopescuPas encore d'évaluation
- 056Document6 pages056Roxana Cristina PopescuPas encore d'évaluation
- 1 s2.0 S1389556712000664 MainDocument20 pages1 s2.0 S1389556712000664 MainRoxana Cristina PopescuPas encore d'évaluation
- Photothermal Release of Small Molecules From Gold Nanoparticles in Live CellsDocument8 pagesPhotothermal Release of Small Molecules From Gold Nanoparticles in Live CellsRoxana Cristina PopescuPas encore d'évaluation
- 1 s2.0 S2090123210000056 MainDocument16 pages1 s2.0 S2090123210000056 MainRoxana Cristina PopescuPas encore d'évaluation
- 1 s2.0 S0142961209007881 MainDocument11 pages1 s2.0 S0142961209007881 MainRoxana Cristina PopescuPas encore d'évaluation
- Thenewgenetics PDFDocument98 pagesThenewgenetics PDFChornelia DemesPas encore d'évaluation
- 1 s2.0 S0142961210011506 MainDocument12 pages1 s2.0 S0142961210011506 MainRoxana Cristina PopescuPas encore d'évaluation
- 1 s2.0 S0142961214004414 MainDocument9 pages1 s2.0 S0142961214004414 MainRoxana Cristina PopescuPas encore d'évaluation
- 1063 1072Document10 pages1063 1072Roxana Cristina PopescuPas encore d'évaluation
- State/ District-Dehradun, Uttarakhand Year 2016-17Document20 pagesState/ District-Dehradun, Uttarakhand Year 2016-17jitendra rauthanPas encore d'évaluation
- Nuclear Over Hauser Enhancement (NOE)Document18 pagesNuclear Over Hauser Enhancement (NOE)Fatima AhmedPas encore d'évaluation
- 3 Composites PDFDocument14 pages3 Composites PDFKavya ulliPas encore d'évaluation
- Genomics and Crop ImprovementDocument56 pagesGenomics and Crop Improvementsenguvelan100% (6)
- What Is Aerobic Exercise?Document27 pagesWhat Is Aerobic Exercise?Zedy GullesPas encore d'évaluation
- NSF 型錄2Document2 pagesNSF 型錄2Nermeen ElmelegaePas encore d'évaluation
- Bandura Social Cognitive TheoryDocument93 pagesBandura Social Cognitive TheoryВикторияPas encore d'évaluation
- Pia AlgebraDocument12 pagesPia AlgebraCarvajal EdithPas encore d'évaluation
- High Voltage - WikipediaDocument7 pagesHigh Voltage - WikipediaMasudRanaPas encore d'évaluation
- การทดสอบแรงต้านแรงเฉือนแบบแรงเฉือนโดยตรง Direct Shear Test: Table 1 Sample DataDocument5 pagesการทดสอบแรงต้านแรงเฉือนแบบแรงเฉือนโดยตรง Direct Shear Test: Table 1 Sample DataTomorrowPas encore d'évaluation
- Physical Fitness TestDocument1 pagePhysical Fitness TestGiessen Fran RamosPas encore d'évaluation
- Beta CaroteneDocument2 pagesBeta CaroteneValeria MarcuțăPas encore d'évaluation
- JEE Mains 2024 Question Paper Shift 2 27 JanDocument4 pagesJEE Mains 2024 Question Paper Shift 2 27 JanAnjali SahooPas encore d'évaluation
- Banco de Oro (Bdo) : Corporate ProfileDocument1 pageBanco de Oro (Bdo) : Corporate ProfileGwen CaldonaPas encore d'évaluation
- User's Manual Eco Friendly Park BenchDocument35 pagesUser's Manual Eco Friendly Park BenchAmirulHanif AlyahyaPas encore d'évaluation
- Monopoly Tycoon TipsDocument8 pagesMonopoly Tycoon TipsVictoria SmithPas encore d'évaluation
- Doka H20 BeamDocument20 pagesDoka H20 Beamshoaib100% (1)
- Organic Facial Remedies Versus Inorganic Facial RemediesDocument13 pagesOrganic Facial Remedies Versus Inorganic Facial Remediesapi-271179911Pas encore d'évaluation
- NANOGUARD - Products and ApplicationsDocument2 pagesNANOGUARD - Products and ApplicationsSunrise VenturesPas encore d'évaluation
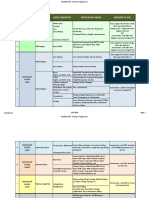
- Allnex Powder BrochureDocument28 pagesAllnex Powder BrochureandreathomePas encore d'évaluation
- Recipe Book: Yule Logs 2020Document28 pagesRecipe Book: Yule Logs 2020Cwt Chan100% (1)
- PS Ebook BagsPouches2 1116 HRDocument58 pagesPS Ebook BagsPouches2 1116 HRGovindarajulu RPas encore d'évaluation
- SiUS121602E Service ManualDocument222 pagesSiUS121602E Service ManualpqcrackerPas encore d'évaluation
- HooksDocument7 pagesHooksapi-233765416Pas encore d'évaluation
- FCE Writing 14 - ArticleDocument4 pagesFCE Writing 14 - Articlepingu70Pas encore d'évaluation
- Banaag Reflective Journal BlsDocument3 pagesBanaag Reflective Journal BlsR Hornilla ArcegaPas encore d'évaluation
- Clobazam For The Treatment ofDocument3 pagesClobazam For The Treatment ofpronto4mePas encore d'évaluation