Vous aimerez peut-être aussi
- Topic 14 Papermaking Pressing TextDocument21 pagesTopic 14 Papermaking Pressing Textronaldsacs100% (1)
- Latest Head Box TechnologyDocument12 pagesLatest Head Box TechnologySukallan DharPas encore d'évaluation
- 2 DKSinghalDocument48 pages2 DKSinghalMostafizur Rahman100% (2)
- Suction Boxes in Forming PaperDocument82 pagesSuction Boxes in Forming PaperLuis Castillo100% (1)
- New Developments in Paper and Board DryingDocument10 pagesNew Developments in Paper and Board DryingSahil DesaiPas encore d'évaluation
- FRIM Centrifugal CleanersDocument12 pagesFRIM Centrifugal CleanersKristin WeberPas encore d'évaluation
- Water RemovalDocument12 pagesWater Removalvemanreddy29Pas encore d'évaluation
- Advanced Training Course On Deinking - Dispersion and KneadingDocument38 pagesAdvanced Training Course On Deinking - Dispersion and KneadingGuido PeraltaPas encore d'évaluation
- Scope: TIP Category: Automatically Periodically Reviewed (Five-Year Review)Document6 pagesScope: TIP Category: Automatically Periodically Reviewed (Five-Year Review)Samsung KzoomPas encore d'évaluation
- Showering in The Wire and Press Section - in Which DirectionDocument20 pagesShowering in The Wire and Press Section - in Which DirectionSoma NathanPas encore d'évaluation
- 0502-14 Forming Section MonitoringDocument13 pages0502-14 Forming Section Monitoringbgpinu100% (1)
- Paper Manufacturing TrainingDocument183 pagesPaper Manufacturing TrainingMazharul Islam100% (1)
- Book Chapter Refining of Chemical PulpDocument59 pagesBook Chapter Refining of Chemical Pulpjoatanmelo6775100% (1)
- (PDF) Calculation - Compress PDFDocument50 pages(PDF) Calculation - Compress PDFDhrupal PatelPas encore d'évaluation
- Pulp and Paper IndustriesDocument14 pagesPulp and Paper Industriesdaabgchi0% (1)
- How To Determine Drive For Paper Machine (Simple Calculation) PDFDocument3 pagesHow To Determine Drive For Paper Machine (Simple Calculation) PDFHgagselim Selim100% (1)
- Screen CleanDocument182 pagesScreen CleanKristin Weber100% (2)
- Cleaning and Conditioning Forming and Press Section 3000 USDocument12 pagesCleaning and Conditioning Forming and Press Section 3000 USF Cikal AntariksaPas encore d'évaluation
- PressingDocument36 pagesPressingSanjeev Gautam100% (1)
- Calculate Press AnywheDocument7 pagesCalculate Press Anywhemirza_adil99100% (1)
- Size Press 1Document14 pagesSize Press 1Andreas Kurniawan100% (2)
- Formula PT PapermakingDocument48 pagesFormula PT Papermakingsivakumar100% (1)
- The Fabric of Paper Machine PerformanceDocument4 pagesThe Fabric of Paper Machine Performancest7167Pas encore d'évaluation
- Study On Process Layout of Paper MachineDocument32 pagesStudy On Process Layout of Paper MachineAtreyapurapu KrishnaPas encore d'évaluation
- Paper DefectsDocument4 pagesPaper DefectsJagathPas encore d'évaluation
- Steam and Kondensat For PapermachineDocument33 pagesSteam and Kondensat For PapermachinesakarisoPas encore d'évaluation
- Head Box OperationDocument2 pagesHead Box OperationSukallan DharPas encore d'évaluation
- Drying of PaperDocument38 pagesDrying of PaperLingga MediatamaPas encore d'évaluation
- Cleaning Forming FabricsDocument8 pagesCleaning Forming Fabricsismail 811Pas encore d'évaluation
- DIP PROCESS Khanna PaperDocument265 pagesDIP PROCESS Khanna Paperruhi672767% (3)
- Paper Machine Vacuum Selection FactorsDocument8 pagesPaper Machine Vacuum Selection FactorsKeerthi0% (1)
- Pulp and Paper Industry.Document15 pagesPulp and Paper Industry.Aman TandonPas encore d'évaluation
- Expertip 7 Paper Machine Water CalculationsDocument5 pagesExpertip 7 Paper Machine Water Calculationsnotengofff100% (1)
- 120 TPD Karft Paper MachineDocument32 pages120 TPD Karft Paper MachineYonas Mulu100% (1)
- 3 Paper Machine Water Systems Scott Romenesko KadantDocument17 pages3 Paper Machine Water Systems Scott Romenesko KadantJeremy Lobo VillalobosPas encore d'évaluation
- Optimization of Wire Vacuum by D K SinghalDocument7 pagesOptimization of Wire Vacuum by D K SinghalnazeerPas encore d'évaluation
- Showering in The Wire and Press Section - in Which Direction PDFDocument20 pagesShowering in The Wire and Press Section - in Which Direction PDFF Cikal AntariksaPas encore d'évaluation
- Alkaline PulpingDocument77 pagesAlkaline Pulpingvivekbhuchem100% (1)
- Paper Machine Energy ConservationDocument25 pagesPaper Machine Energy ConservationEr Mahendra KeshriPas encore d'évaluation
- Roisum2 Pres PDFDocument30 pagesRoisum2 Pres PDFkochicomm0% (1)
- 5 Design and Operation of HeadboxesDocument43 pages5 Design and Operation of HeadboxesSukallan Dhar89% (9)
- Metering Size PressDocument22 pagesMetering Size PressDaud ZamanPas encore d'évaluation
- Surface Sizing Basics PDFDocument4 pagesSurface Sizing Basics PDFPeter de ClerckPas encore d'évaluation
- Retention ChemistryDocument86 pagesRetention Chemistryvivekbhuchem100% (1)
- Stock and Water Systems of The Paper MachineDocument64 pagesStock and Water Systems of The Paper MachineEnrico75% (4)
- Introduction:-: Lars Nilsson.Document18 pagesIntroduction:-: Lars Nilsson.Bharat PatilPas encore d'évaluation
- Paper Machine Design and OperationDocument10 pagesPaper Machine Design and OperationArtesira Yuna63% (24)
- Energy Calculation Very Good OneDocument22 pagesEnergy Calculation Very Good Onerum43100% (1)
- CompletPresentationA AnDocument288 pagesCompletPresentationA AnDinhnamsgpPas encore d'évaluation
- New Drying and Dewatering Processes in PDocument23 pagesNew Drying and Dewatering Processes in PvenkPas encore d'évaluation
- PressingDocument24 pagesPressingDiwakar Singh TanwarPas encore d'évaluation
- Paper Machine 2010 FinalDocument116 pagesPaper Machine 2010 FinalRedGlassesed Barney Liu75% (4)
- Cleaning GuidelinesDocument10 pagesCleaning GuidelinesMr. JahirPas encore d'évaluation
- TAPPI 0404-07 - Paper Machine Drying RateDocument28 pagesTAPPI 0404-07 - Paper Machine Drying RateSebastian Cardona GarciaPas encore d'évaluation
- The Paper-making Machine: Its Invention, Evolution, and DevelopmentD'EverandThe Paper-making Machine: Its Invention, Evolution, and DevelopmentÉvaluation : 5 sur 5 étoiles5/5 (2)
- PM#2 Centricleaner StudyDocument30 pagesPM#2 Centricleaner StudyOsama AKishk100% (3)
- Stock Preparation PresentationDocument83 pagesStock Preparation PresentationvivekbhuchemPas encore d'évaluation
- Kraft process of pulping A Complete Guide - 2019 EditionD'EverandKraft process of pulping A Complete Guide - 2019 EditionPas encore d'évaluation
- Pulp and Paper Industry: Energy ConservationD'EverandPulp and Paper Industry: Energy ConservationÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Heritage Tour Cc23Document1 pageHeritage Tour Cc23veersainikPas encore d'évaluation
- Kurti Size Chart 747790Document1 pageKurti Size Chart 747790veersainikPas encore d'évaluation
- SMS Sale of Ticket To MembersDocument1 pageSMS Sale of Ticket To MembersveersainikPas encore d'évaluation
- MalleshwaramDocument12 pagesMalleshwaramveersainikPas encore d'évaluation
- Boys T Shirt Size Chart 993777Document1 pageBoys T Shirt Size Chart 993777veersainikPas encore d'évaluation
- MSLR E - VersionsDocument8 pagesMSLR E - VersionsveersainikPas encore d'évaluation
- TFLTW IZzp 0 Wqja 6 HDocument5 pagesTFLTW IZzp 0 Wqja 6 HveersainikPas encore d'évaluation
- Otis Brochure Gen2life 191001-BELGIUM SmallDocument20 pagesOtis Brochure Gen2life 191001-BELGIUM SmallveersainikPas encore d'évaluation
- Singapore - 4 Nights 5 DaysDocument6 pagesSingapore - 4 Nights 5 DaysveersainikPas encore d'évaluation
- Anantha - Aprajita InviteDocument1 pageAnantha - Aprajita InviteveersainikPas encore d'évaluation
- Cat A - SW - Oct 24Document42 pagesCat A - SW - Oct 24veersainikPas encore d'évaluation
- Attibele Ramaswamy ShamalaDocument1 pageAttibele Ramaswamy ShamalaveersainikPas encore d'évaluation
- Sandhya Shamala CharluDocument1 pageSandhya Shamala CharluveersainikPas encore d'évaluation
- Major Projects in Bangalore-TkeiDocument44 pagesMajor Projects in Bangalore-TkeiveersainikPas encore d'évaluation
- ACE Pro Green (Solar Power) - DatasheetDocument1 pageACE Pro Green (Solar Power) - DatasheetveersainikPas encore d'évaluation
- Capri Size Chart 178056Document1 pageCapri Size Chart 178056veersainikPas encore d'évaluation
- Sweatshirt Size Chart 493290Document1 pageSweatshirt Size Chart 493290veersainikPas encore d'évaluation
- Metroloop - Shuttle Details-19th Mar 2023Document5 pagesMetroloop - Shuttle Details-19th Mar 2023veersainikPas encore d'évaluation
- Form - 10ADocument1 pageForm - 10AveersainikPas encore d'évaluation
- Wittur Home Elevator Quartz I-1Document8 pagesWittur Home Elevator Quartz I-1veersainikPas encore d'évaluation
- Treatment and Prevention: Rasa ShastraDocument4 pagesTreatment and Prevention: Rasa ShastraveersainikPas encore d'évaluation
- AyurvedDocument1 pageAyurvedveersainikPas encore d'évaluation
- Indigenous Systems of Medicines: Ayurveda, Siddha, Unani, Yoga, Homeopathy and NaturopathyDocument1 pageIndigenous Systems of Medicines: Ayurveda, Siddha, Unani, Yoga, Homeopathy and NaturopathyveersainikPas encore d'évaluation
- Boys T-Shirt-Size-Chart-993777Document1 pageBoys T-Shirt-Size-Chart-993777veersainikPas encore d'évaluation
- DXA Lunar Manual v7 Section X AppendicesDocument28 pagesDXA Lunar Manual v7 Section X AppendicesveersainikPas encore d'évaluation
- Ayurved 1Document1 pageAyurved 1veersainikPas encore d'évaluation
- Eight Components: MahābhārataDocument3 pagesEight Components: MahābhārataveersainikPas encore d'évaluation
- Classification and Efficacy: Outside The Indian SubcontinentDocument5 pagesClassification and Efficacy: Outside The Indian SubcontinentveersainikPas encore d'évaluation
- Goal & Objectives:: About The JournalDocument2 pagesGoal & Objectives:: About The JournalveersainikPas encore d'évaluation
- Free and Fair Labor in Palm Oil Production:: Principles and Implementation GuidanceDocument17 pagesFree and Fair Labor in Palm Oil Production:: Principles and Implementation GuidanceveersainikPas encore d'évaluation
- Konig DVB-S2 Rec20Document93 pagesKonig DVB-S2 Rec20ornotPas encore d'évaluation
- ET033Document2 pagesET033Ricardo LimaPas encore d'évaluation
- Worksheet - PedalingDocument3 pagesWorksheet - Pedaling2018 01097Pas encore d'évaluation
- TleDocument3 pagesTleKarl Francis Clidoro VergaraPas encore d'évaluation
- Description Features: PCI-6CH C3DX Series /PCI-Based HRTF 3D Extension Positional Audio ChipDocument32 pagesDescription Features: PCI-6CH C3DX Series /PCI-Based HRTF 3D Extension Positional Audio ChipC. Javier VazquezPas encore d'évaluation
- Adjectives and Adverbs Comparative and Superlative FormsDocument13 pagesAdjectives and Adverbs Comparative and Superlative Formskaren orozco100% (1)
- Deek 01 CollectorsDocument32 pagesDeek 01 CollectorsJesse HicksPas encore d'évaluation
- LeisureDocument4 pagesLeisurePorshothman ElenggovenPas encore d'évaluation
- Main Control Valve 966Document22 pagesMain Control Valve 966Ahmed RezkPas encore d'évaluation
- Question Tags ExerciseDocument2 pagesQuestion Tags Exercisesamanik swiftPas encore d'évaluation
- Fallout Chap 4 NewDocument16 pagesFallout Chap 4 NewMaksymilian Antoni MakowskiPas encore d'évaluation
- DS Mechanical Pressure GaugesDocument81 pagesDS Mechanical Pressure GaugesZoranPas encore d'évaluation
- William Shakespeare Course 1Document7 pagesWilliam Shakespeare Course 1علي عبد الحمزهPas encore d'évaluation
- Mark Michaels - Teach Yourself Rhythm GuitarDocument60 pagesMark Michaels - Teach Yourself Rhythm GuitarAlain Lachaume100% (4)
- AstérixDocument63 pagesAstérixMickael MarquesPas encore d'évaluation
- Projector Repair Guide PLCSW30Document78 pagesProjector Repair Guide PLCSW30shashidharbadePas encore d'évaluation
- MEQ - The Lidless Eye - RevampDocument8 pagesMEQ - The Lidless Eye - RevampbrjluxPas encore d'évaluation
- 3 4 DefenseDocument11 pages3 4 DefenseLance Zier80% (5)
- TTI Bateries-And-Charging-Solutions-Guide-Sell-SheetDocument8 pagesTTI Bateries-And-Charging-Solutions-Guide-Sell-SheetEmilyPas encore d'évaluation
- Wave City CenterDocument11 pagesWave City CenterRishabh SansanwalPas encore d'évaluation
- Direct TVStations Hand EntererdDocument16 pagesDirect TVStations Hand EntererdAndrew SanClementePas encore d'évaluation
- Digital Audio WorkstationDocument4 pagesDigital Audio WorkstationHeuja BajracharyaPas encore d'évaluation
- GWF Leadup Stories in MatwatchDocument15 pagesGWF Leadup Stories in MatwatchdavidbixPas encore d'évaluation
- Zig-Zagging Cellini Spiral Bracelet: © 2012 Bead Designs by Yvonne KingDocument18 pagesZig-Zagging Cellini Spiral Bracelet: © 2012 Bead Designs by Yvonne KingVajasdi Margaréta NéptáncegyüttesPas encore d'évaluation
- Mathemagical MusicDocument15 pagesMathemagical Musicsillyminds50% (2)
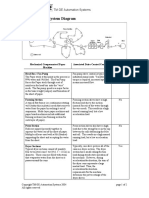
- Paper Machine System Diagram: TM GE Automation SystemsDocument2 pagesPaper Machine System Diagram: TM GE Automation SystemsWudassie AyelePas encore d'évaluation
- Rochester Prep Lesson ScriptDocument6 pagesRochester Prep Lesson ScriptRochester Democrat and ChroniclePas encore d'évaluation
- Eiosis AirEQ Premium - User GuideDocument48 pagesEiosis AirEQ Premium - User GuideSebastian RehbeinPas encore d'évaluation
- Advanced Communication Management For Wonderware Application ServerDocument4 pagesAdvanced Communication Management For Wonderware Application ServerBen SahraouiPas encore d'évaluation
- Philips 6324Document77 pagesPhilips 6324suysuy00Pas encore d'évaluation