Vous aimerez peut-être aussi
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Cutting Program: W04FR144-07 W04FR144-07 W04FR144-07 W04FR144-07 W04FR144-07Document2 pagesCutting Program: W04FR144-07 W04FR144-07 W04FR144-07 W04FR144-07 W04FR144-07frodrez_931726Pas encore d'évaluation
- Tech. (sEM" SEM.) Examination,: TLL) IlDocument4 pagesTech. (sEM" SEM.) Examination,: TLL) IlAbhimanyu YadavPas encore d'évaluation
- BMW-i8-SEH-PT PDF Resource 1403270283210Document4 pagesBMW-i8-SEH-PT PDF Resource 1403270283210CarlosPas encore d'évaluation
- Diagrama de Circuito DURABRAND ChinoDocument1 pageDiagrama de Circuito DURABRAND ChinoArkadium ElectronicaPas encore d'évaluation
- E7520 E7320 Chipsets BriefDocument4 pagesE7520 E7320 Chipsets BriefJhon ErickPas encore d'évaluation
- Special Edition: Innovate Launch TradeDocument100 pagesSpecial Edition: Innovate Launch TradeGabriel BeguiriztainPas encore d'évaluation
- Signal Reception Via Multi-Platform ReceiversDocument72 pagesSignal Reception Via Multi-Platform ReceiversThalía NazarethPas encore d'évaluation
- Products Links E-Mail: High Voltage Filter CapacitorsDocument3 pagesProducts Links E-Mail: High Voltage Filter CapacitorsAkmalPas encore d'évaluation
- Fiitjee: JEE (Main), 2014Document23 pagesFiitjee: JEE (Main), 2014Gnana Deepak JuvvaPas encore d'évaluation
- Figure 1. Friction Stir Welding ProcessDocument4 pagesFigure 1. Friction Stir Welding ProcessINfo WTCSPas encore d'évaluation
- Selectivity Catalog Domestic 291015Document12 pagesSelectivity Catalog Domestic 291015Samarendu BaulPas encore d'évaluation
- Powerware 9 Prestige UPS: Power Management Software Technical SpecificationsDocument6 pagesPowerware 9 Prestige UPS: Power Management Software Technical Specificationsandy175Pas encore d'évaluation
- Problem Set 4 - EE19Document2 pagesProblem Set 4 - EE19Mark Anthony GarciaPas encore d'évaluation
- Akcesoria ABB Dla FFDocument8 pagesAkcesoria ABB Dla FFjanusz_1025Pas encore d'évaluation
- Wcs1800 - CB Do Dong DCDocument5 pagesWcs1800 - CB Do Dong DCvuong49vtuPas encore d'évaluation
- Nortel MGWDocument4 pagesNortel MGWcdevikarPas encore d'évaluation
- WEG Motor Scan 50079352 Brochure English WebDocument4 pagesWEG Motor Scan 50079352 Brochure English Web2nd enjangPas encore d'évaluation
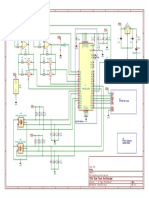
- Title: Dual Trace Oscilloscope: U5 ST7735s TFT ScreenDocument1 pageTitle: Dual Trace Oscilloscope: U5 ST7735s TFT ScreenAbdelkader Mechernene100% (2)
- Seminar Proceeding CPRI 03.01.2020 PDFDocument419 pagesSeminar Proceeding CPRI 03.01.2020 PDFsrinivas kPas encore d'évaluation
- Kavitha ResumeDocument2 pagesKavitha ResumesathyajiPas encore d'évaluation
- BA45F6622 + BC2161 + BC68F2332: Wireless Doorbell Solution (PIR)Document3 pagesBA45F6622 + BC2161 + BC68F2332: Wireless Doorbell Solution (PIR)Reginaldo souza santosPas encore d'évaluation
- Infocus 930 920 900 PDFDocument85 pagesInfocus 930 920 900 PDFspeedyeduPas encore d'évaluation
- CO2S Carbon Dioxide Sensor: Data SheetDocument3 pagesCO2S Carbon Dioxide Sensor: Data SheetPramodhVarmaPas encore d'évaluation
- Ranger 2015Document135 pagesRanger 2015Tecknobites Vallenar100% (3)
- MC770 / MC780 MPS3537mc / MPS4242mc Maintenance ManualDocument217 pagesMC770 / MC780 MPS3537mc / MPS4242mc Maintenance ManualPon ThephavongPas encore d'évaluation
- TDS 5450 Soft EN 20091127Document2 pagesTDS 5450 Soft EN 20091127Tim LeclerPas encore d'évaluation
- BENNING UPS 784370 - Enertronic - I - enDocument8 pagesBENNING UPS 784370 - Enertronic - I - enrioPas encore d'évaluation
- Surface Vehicle InformationDocument7 pagesSurface Vehicle InformationanupthattaPas encore d'évaluation
- 1a455 Quanta fx5 0504 A00-03 PDFDocument50 pages1a455 Quanta fx5 0504 A00-03 PDFdigenioPas encore d'évaluation
- MJPDocument22 pagesMJPJatin BangaliPas encore d'évaluation