Vous aimerez peut-être aussi
- Tips On Kiln OperationDocument10 pagesTips On Kiln OperationElwathig Bakhiet100% (2)
- IEE Handout 2Document2 pagesIEE Handout 2Sunil DeshmukhPas encore d'évaluation
- Difference Between Alk Sulphate Ratio and MSO3Document2 pagesDifference Between Alk Sulphate Ratio and MSO3avisgop100% (2)
- By Pass SystemDocument56 pagesBy Pass SystemIrshad Hussain100% (2)
- Clinker Vs Kiln Feed FactorDocument3 pagesClinker Vs Kiln Feed Factorvvijaybhan100% (6)
- Kiln Control VariablesDocument50 pagesKiln Control VariablesElder A. Gutiérrez Villacorta100% (1)
- Cement Kilns-Chlorine Impact On ProcessDocument27 pagesCement Kilns-Chlorine Impact On Processmuhaisen2009100% (4)
- Kiln Heat-Up, Optimun Kiln OperationDocument42 pagesKiln Heat-Up, Optimun Kiln OperationJoko Dewoto100% (11)
- Kiln Emergency YSDocument50 pagesKiln Emergency YSShadi Al Habbal100% (3)
- 04.04 Kiln Operations Guide Lines - ENGDocument23 pages04.04 Kiln Operations Guide Lines - ENGbrenbra50% (2)
- Coatin &ring FormationDocument6 pagesCoatin &ring FormationMustafa RamadanPas encore d'évaluation
- Rings & Buildups Formation in Cement KilnDocument13 pagesRings & Buildups Formation in Cement KilnNael93% (14)
- Flow MeasurementsDocument19 pagesFlow MeasurementsHazem DiabPas encore d'évaluation
- Pyro ProcessingDocument29 pagesPyro ProcessingMKPashaPasha100% (2)
- Flame For Cement Kilns KP Pradeep KumarDocument62 pagesFlame For Cement Kilns KP Pradeep KumarHuyentrang Nguyen100% (1)
- Snowman CompositionDocument7 pagesSnowman CompositionSunil MohanPas encore d'évaluation
- 2012 Ring Formation in Rotary KilnsDocument30 pages2012 Ring Formation in Rotary Kilnsjmpbarros100% (1)
- Process Problem Trouble ShootingDocument13 pagesProcess Problem Trouble ShootingMin Zayar100% (2)
- Raw Mix DesignDocument22 pagesRaw Mix DesignRizwanKhan100% (1)
- Mechanism of Clinker Coating Formation & FlameDocument39 pagesMechanism of Clinker Coating Formation & FlameNael93% (14)
- Viscosity PDFDocument1 pageViscosity PDFElwathig BakhietPas encore d'évaluation
- ILC SLC-D Kiln SystemDocument45 pagesILC SLC-D Kiln SystemAndris Risyat100% (1)
- Kiln Coating and Rings FormationDocument20 pagesKiln Coating and Rings FormationIrshad Hussain100% (2)
- What Is A Process ControlDocument17 pagesWhat Is A Process ControlpashaPas encore d'évaluation
- Clinker Kiln TheoryDocument37 pagesClinker Kiln TheoryMehmet C100% (1)
- 7 Most Common Problem in Pyro Processing For Kiln and CoolerDocument10 pages7 Most Common Problem in Pyro Processing For Kiln and CoolerVipan Kumar DograPas encore d'évaluation
- Kiln Feed Mix CalculationsDocument2 pagesKiln Feed Mix CalculationsElwathig Bakhiet100% (3)
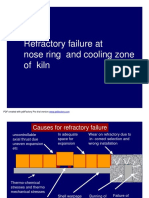
- Nose Ring & Retaining Ring - Cooling & Refractory DesignDocument69 pagesNose Ring & Retaining Ring - Cooling & Refractory Designzementhead100% (3)
- 7-Mineral Phases of Portland CementDocument28 pages7-Mineral Phases of Portland CementzamriseramikPas encore d'évaluation
- Process GuidlinesDocument20 pagesProcess GuidlinesMKPashaPasha100% (4)
- Ring Formation in KilnDocument12 pagesRing Formation in KilnAbul Qasim100% (2)
- Ask and AnswerDocument108 pagesAsk and AnswerHazem Diab100% (5)
- 03 QualityDocument22 pages03 QualityMKPashaPasha67% (3)
- Coating, Rings and BallsDocument8 pagesCoating, Rings and BallsHazem Diab100% (1)
- Kiln System Operations - by Gerald L Young and F. M.millerDocument44 pagesKiln System Operations - by Gerald L Young and F. M.millersadatjafari100% (2)
- Kiln Thermal LoadDocument33 pagesKiln Thermal Loadeng_mhassan1100% (1)
- Cement Kiln Performance CalculationsDocument9 pagesCement Kiln Performance Calculationsvvijaybhan0% (2)
- Kiln QuestionsDocument234 pagesKiln Questionsbasavaraju535100% (2)
- Thermal Energy Efficiency in Cement IndustryDocument105 pagesThermal Energy Efficiency in Cement IndustryHoang Nguyen100% (6)
- Heat BalanceDocument45 pagesHeat BalanceElZeroMJ100% (1)
- Coal Flames For Cement KilnsDocument62 pagesCoal Flames For Cement KilnsvvijaybhanPas encore d'évaluation
- 117 - DWP Difficult Solid Fuel Burning 191207 - RDB&YJBDocument10 pages117 - DWP Difficult Solid Fuel Burning 191207 - RDB&YJBMKPashaPashaPas encore d'évaluation
- What Kiln Operator Should Do in Emergency SituationDocument12 pagesWhat Kiln Operator Should Do in Emergency SituationLe HoangPas encore d'évaluation
- VDZ 3 5 En-Bypass SystemsDocument22 pagesVDZ 3 5 En-Bypass SystemsAndreea Ștefura100% (3)
- Preheat ProcessDocument42 pagesPreheat Processtricky77780% (10)
- PREHEATER BLOCKAGES Problem Diagnosis and Solution - INFINITY FOR CEMENT EQUIPMENTDocument19 pagesPREHEATER BLOCKAGES Problem Diagnosis and Solution - INFINITY FOR CEMENT EQUIPMENTali100% (2)
- Kiln Heat and Mass Balance September 2010Document20 pagesKiln Heat and Mass Balance September 2010samuel libsework50% (2)
- Granulometry of ClinkerDocument18 pagesGranulometry of ClinkerNael100% (12)
- Rotary Kilns: Transport Phenomena and Transport ProcessesD'EverandRotary Kilns: Transport Phenomena and Transport ProcessesÉvaluation : 4.5 sur 5 étoiles4.5/5 (4)
- Cement Manufacturing Using Alternative Fuels and The Advantages of Process ModellingDocument6 pagesCement Manufacturing Using Alternative Fuels and The Advantages of Process ModellingStefan StrutzPas encore d'évaluation
- Petroleum and Petrochemical Waste Reuse in Cement Kilns: Gossman Consulting, IncDocument11 pagesPetroleum and Petrochemical Waste Reuse in Cement Kilns: Gossman Consulting, IncTruong Giang Vo100% (1)
- Fine Tuning A CFBC Boiler PDFDocument12 pagesFine Tuning A CFBC Boiler PDFrikumohanPas encore d'évaluation
- Petroleum Coke Utilization For Cement Kiln FiringDocument8 pagesPetroleum Coke Utilization For Cement Kiln FiringSyeed SofiePas encore d'évaluation
- Pet Coke PDFDocument6 pagesPet Coke PDFMutyala Satya Vara Prasad100% (1)
- Alternative Fuels in Cement IndustryDocument25 pagesAlternative Fuels in Cement IndustryDinh Viet Hai67% (3)
- Agroni KokbidoniDocument14 pagesAgroni KokbidoniVisi GjPas encore d'évaluation
- Survival Fuels: Technical ForumDocument2 pagesSurvival Fuels: Technical ForumElwathig Bakhiet100% (1)
- Detailed Project Report For Pollution 26-12-17Document11 pagesDetailed Project Report For Pollution 26-12-17NAVKAR PUNEPas encore d'évaluation
- KC 1.8 Chloride Cycles PDFDocument4 pagesKC 1.8 Chloride Cycles PDFgabigrig100% (1)
- Clinkerization-CementPlantOptimization 1670139096737Document12 pagesClinkerization-CementPlantOptimization 1670139096737YhanePas encore d'évaluation
- Pilot Plant Studies - Benson Et Al PDFDocument48 pagesPilot Plant Studies - Benson Et Al PDFkonstantina139Pas encore d'évaluation
- Apros & Aspen DynamicsDocument11 pagesApros & Aspen Dynamicskonstantina139Pas encore d'évaluation
- Sulfates in Cement Clinkering Immiscibility Between Sulfate and Oxide Melts 1350Document6 pagesSulfates in Cement Clinkering Immiscibility Between Sulfate and Oxide Melts 1350konstantina139Pas encore d'évaluation
- Calculations of Portland Cement Clinkering ReactionsDocument10 pagesCalculations of Portland Cement Clinkering Reactionskonstantina139Pas encore d'évaluation
- Phase Chemistry Simulation For Cement Process - ASPENDocument76 pagesPhase Chemistry Simulation For Cement Process - ASPENkonstantina139Pas encore d'évaluation
- Forms of Alkalies and Their Effect On Clinker FormationDocument11 pagesForms of Alkalies and Their Effect On Clinker Formationkonstantina139Pas encore d'évaluation
- Role of Minor Elements in Cement Manuf and UseDocument48 pagesRole of Minor Elements in Cement Manuf and UseJK100% (5)
- Alpha Lubricator Manual MC-2.5Document283 pagesAlpha Lubricator Manual MC-2.5diansulaeman100% (2)
- Cimc Vehicles Co.,Ltd: Cimc Fuel Tanker TrailerDocument3 pagesCimc Vehicles Co.,Ltd: Cimc Fuel Tanker TrailerOumarba KamandaPas encore d'évaluation
- Design BasisDocument11 pagesDesign BasisvasudhaPas encore d'évaluation
- 4045HF280 B MinDocument2 pages4045HF280 B MinLeandro RetesPas encore d'évaluation
- Manual de Partes C550D5Document60 pagesManual de Partes C550D5Francisco gajardo100% (4)
- Unconventional Oil and Gas PotentialDocument85 pagesUnconventional Oil and Gas PotentialAngelina RandaPas encore d'évaluation
- Valve Timing DiagramDocument8 pagesValve Timing DiagramTung NguyenPas encore d'évaluation
- Gas Turbine Operation and ControlsDocument75 pagesGas Turbine Operation and Controlskajaiqu100% (3)
- Manual w200 WartsillaDocument452 pagesManual w200 Wartsillanikolasthermosolutions100% (1)
- CV Chief ElectricianDocument6 pagesCV Chief ElectricianBojanBarišecPas encore d'évaluation
- YukoDocument13 pagesYukoRaj Gopal MishraPas encore d'évaluation
- 850 enDocument8 pages850 ensaadPas encore d'évaluation
- Hydrogen Vehicle and Infrastructure Codes and Standards CitationsDocument20 pagesHydrogen Vehicle and Infrastructure Codes and Standards Citationsmano1574Pas encore d'évaluation
- Basic Understanding of Oil Well Casing and TubingDocument21 pagesBasic Understanding of Oil Well Casing and TubingmanibabuPas encore d'évaluation
- Gx340 Gx390 Assembly GuideDocument1 pageGx340 Gx390 Assembly GuideSarmad Shah100% (1)
- Engine MechanicalDocument86 pagesEngine MechanicalLeonardo David Palavecino ParadaPas encore d'évaluation
- UMD ProfileDocument2 pagesUMD ProfileGregg GarbesiPas encore d'évaluation
- Cat C32 ACERT Marine EngineDocument4 pagesCat C32 ACERT Marine EngineRktBatam80% (5)
- Buick OBD-I Codes Applicable To 93-95 LT1 Equipped CarsDocument2 pagesBuick OBD-I Codes Applicable To 93-95 LT1 Equipped CarsAndres GaldamesPas encore d'évaluation
- Cuña Neumatica Oil CountryDocument50 pagesCuña Neumatica Oil CountryGianna Frola100% (1)
- QSX15 G8 Cummins Engine PDFDocument3 pagesQSX15 G8 Cummins Engine PDFCahuapaza Gilmer100% (2)
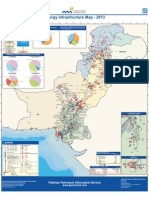
- PPIS - Energy Map 2013 A4Document1 pagePPIS - Energy Map 2013 A4honestscarryPas encore d'évaluation
- Mohd Hafiz Jamari 2015Document5 pagesMohd Hafiz Jamari 2015JeganeswaranPas encore d'évaluation
- Natural ResourcesDocument24 pagesNatural ResourcesdoudouthekillerPas encore d'évaluation
- Car Insurance PolicyDocument4 pagesCar Insurance Policyjajaipopular50% (2)
- Electric Vehicles - V2.0Document22 pagesElectric Vehicles - V2.0Bikash Ranjan Satapathy100% (3)
- Shipping World & Shipbuilder, July-Aug.2013 CO2 Fire-FightingDocument45 pagesShipping World & Shipbuilder, July-Aug.2013 CO2 Fire-Fightinggnd100100% (1)
- EML Rev. B Status ADocument205 pagesEML Rev. B Status AsswahyudiPas encore d'évaluation
- Amine Best Practices GuideDocument63 pagesAmine Best Practices GuideJerold100% (2)
- Compressortech2 May2018 PDFDocument60 pagesCompressortech2 May2018 PDFCristian SPas encore d'évaluation