Académique Documents
Professionnel Documents
Culture Documents
2010 Consolda Barancelli (Arquivo ABS)
Transféré par
MartinsaikiCopyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
2010 Consolda Barancelli (Arquivo ABS)
Transféré par
MartinsaikiDroits d'auteur :
Formats disponibles
Soldagem TIG de Elevada Produtividade: Influncia dos Gases de Proteo na Velocidade Limite
para Formao de Defeitos.
1;2
Mateus Barancelli Schwedersky1; Jair Carlos Dutra2
Universidade Federal de Santa Catarina, Departamento de Engenharia Mecnica, Laboratrio de
Soldagem, Florianpolis, Santa Catarina, Brasil.
1
baranceli@labsolda.ufsc.br; jdutra@labsolda.ufsc.br.
Resumo:
O processo TIG, em configuraes tradicionais, apresenta problemas quando utilizado de maneira autgena com
elevadas corrente e velocidade de soldagem. Nessa condio normalmente ocorrem defeitos no cordo,
principalmente descontinuidades denominadas humping.
Em estudo realizado no LABSOLDA, foram obtidas soldas de excelente qualidade com o processo TIG atingindo
velocidades de 1,5 m/min. Essa soldagem utilizando na proteo misturas argniohidrognio possibilitou
velocidade semelhante ao processo MIG/MAG convencional, com a vantagem de ser realizada sem material de
adio.
O presente trabalho tem o objetivo de fornecer subsdios para uma nova anlise da formao dos defeitos na
soldagem TIG de elevada produtividade, j que a teoria baseada na presso do arco no contempla totalmente o que
tem sido observado na prtica. Foram realizados ensaios com diferentes correntes utilizando argnio, hlio e misturas
argniohidrognio.
Os resultados mostram que para a mesma corrente mdia, medida que a quantidade de H2 foi aumentada,
ocorreram tambm gradativos aumentos da potncia, rea fundida e eficincia de fuso. Existem fortes indcios que o
mecanismo de formao de defeitos no depende somente da presso do arco, mas sim do balano entre presso do
arco e quantidade de metal fundido, que dependente da eficincia de fuso proporcionada pelo gs utilizado.
Palavras-chave: Soldagem de elevada produtividade, TIG, Humping, Gases de proteo, Hidrognio.
Abstract: Under usual configurations, the TIG process presents problems when used as autogenously with high
current and welding speed. In this condition defects in the weld bead usually occur, especially discontinuities called
humping.
In a study conducted at LABSOLDA, welds with excellent quality were obtained using the TIG process reaching
speeds of 1.5 m/min. Under argon-hydrogen shielding gas mixtures welding speed similar to the conventional
MIG/MAG process was allowed, with the advantage of being performed without filler material.
The objective of this paper is to provide support for a new analysis of the defects formation in high productivity
TIG welding, since the theory based on the arc pressure does not fully contemplate what has been observed in
practice. In this work, tests were performed with different currents using argon, helium and argon-hydrogen
mixtures.
The results show that for the same average current, as the amount of H2 was increased, there were also gradual
increases in power, melted area and melting efficiency. There are strong indications that the mechanism of defects
formation depends not only on the arc pressure, but on the balance between arc pressure and the quantity of molten
metal, which depend on the melting efficiency provided by the used gas.
Key-words: High productivity welding, TIG, Humping, Shielding gas, Hydrogen.
1.
Introduo
Ao longo das ltimas dcadas, as indstrias tm buscado incessantemente maneiras de oferecerem produtos de
melhor qualidade pelo menor valor para se manterem competitivas no cada vez mais concorrido mercado mundial.
Os processos de soldagem em diversos casos significam boa parte dos custos de fabricao de um produto, e por isso
tambm devem ser alvos de constante melhoria.
Devido macia mecanizao e robotizao dos processos de fabricao industriais, cada vez maior a busca por
processos de soldagem que tambm possibilitem elevada velocidade de soldagem. Alm disso, existe tambm a
tendncia geral de reduo da utilizao das matrias primas, sendo que cada vez mais se buscam processos de
soldagem que reduzam ou eliminem a utilizao de material de adio.
Neste cenrio de processos de elevada produtividade, o TIG autgeno est aqum de suas possibilidades de
utilizao, e considerado um processo de soldagem de baixa velocidade. Porm, o desenvolvimento de tcnicas
especficas pode viabilizar sua utilizao em situaes com velocidade de soldagem elevada, tornando-o competitivo
com processos que utilizam material de adio e que so considerados os de maior produtividade, apresentando ainda
reduo de custos.
2.
Antecedentes e Fundamentao Terica
2.1 Introduo aos problemas no processo TIG
O processo TIG (Tungsten Inert Gas) considerado tradicionalmente um processo utilizado com baixa
velocidade de soldagem, e tambm por isso, classificado popularmente como de baixa produtividade. Essa
classificao ocorre tambm devido aos problemas encontrados quando se busca utilizar o processo TIG de forma
autgena com velocidade de soldagem elevada, fazendo com que a corrente de soldagem necessria para manter o
cordo com tamanho satisfatrio tambm seja elevada.
O processo TIG se apresenta prontamente aplicvel, proporcionando arco com boa estabilidade e sem ocorrncia
de problemas em uma faixa inicial de intensidade de correntes que na prtica vai at cerca de 250 A. Dentro dessa
faixa de correntes, que por sinal onde est situada a maior parte das aplicaes do processo dentro das indstrias,
possvel aumentar a velocidade de soldagem de maneira quase proporcional ao aumento da corrente de soldagem.
Nessa faixa de correntes baixas, a poa de fuso sob o arco, pode ser simplesmente considerada como uma poa de
metal lquido, j que o arco no tem fora para expulsar esse metal lquido. Porm, quando se busca velocidades de
soldagem mais elevadas, na ordem de 1 m/min, torna-se necessrio o aumento da corrente de soldagem. Com
corrente de soldagem maior do que 250 A, o comportamento da poa de fuso muda, e o resultado na maioria das
vezes um cordo descontnuo. Essa descontinuidade, comumente composta de regies de crateras, e regies de
protuberncias, de maneira alternada, com morfologia semelhante ao mostrado na Figura 1. Esse tipo de falta de
continuidade do cordo de solda que ocorre quando se utilizam correntes e velocidades de soldagem elevadas,
chamado por alguns autores brasileiros de defeito em forma de costas de drago, e denominado humping nos
trabalhos publicados internacionalmente. Assim, a falta de continuidade do cordo o principal problema que
restringe o uso do processo TIG em situaes de elevada velocidade de soldagem, fazendo com que o processo seja
considerado tambm como de baixa produtividade.
Figura 1 - Cordo soldado pelo processo TIG. A e B so seces transversais dos locais indicados na figura do cordo.
2.2 Mecanismo de formao de defeitos
A explicao que segue sobre a formao dos defeitos na soldagem de elevada produtividade, foi baseada nos
trabalhos [1-3]. Em sntese, a poa de fuso da soldagem TIG em elevadas correntes adquire uma configurao
semelhante da Figura 2. Ao invs de formar uma poa metlica lquida sob o arco, como ocorre na soldagem TIG
em baixas correntes, conforme a corrente de soldagem aumentada a presso do arco tambm aumenta, e com
elevadas correntes a presso do arco se torna suficientemente grande para empurrar o metal lquido para regio
posterior da poa de fuso, formando uma cratera sob o arco.
Segundo [1], o que ir determinar o aparecimento da cratera com posterior surgimento do humping conforme
mostrado na Figura 2, ser o resultado de um complexo balano entre as foras que agem sobre a poa de fuso,
sendo as consideradas mais importantes: Fora resultante da presso do arco (Pa): Presso produzida pela ao do
plasma contra a superfcie da poa metlica; Foras hidrostticas: (Ph): So originadas pela presso devido coluna
de metal lquido; Foras capilares (Pc): Devido ao ngulo de curvatura do metal lquido. A presso do arco, tende a
aumentar o tamanho da cratera, enquanto a presso das foras hidrostticas e capilares tendem diminuir o tamanho
da cratera formada, deslocando o ponto de transio para a regio mais aquecida do arco.
De acordo com a combinao entre os parmetros de soldagem, principalmente corrente de soldagem e
velocidade de deslocamento da tocha, iro existir diferentes condies. Para situaes de correntes mais baixas,
existe a tendncia de que as foras Ph e Pc sejam maiores do que Pa, e no ocorra o aparecimento da cratera.
medida que a corrente vai aumentando, Pa comea a se tornar maior do que as outras foras, e comea a existir a
formao de cratera.
Conforme a tocha se movimenta na direo de soldagem, vai fundindo o metal que se encontra na frente do arco.
Esse metal fundido transportado para a regio posterior da poa por uma fina camada de metal fundido que
permanece em estado lquido no fundo e nas laterais da cratera. O metal fundido se acumula formando uma poa na
regio posterior do cordo, onde ento se solidifica gradativamente conforme ocorre a movimentao da soldagem.
A interface entre o fundo da cratera e a poa de metal lquido chamada ponto de transio. Com o aumento da
velocidade de soldagem, toda a poa de fuso tende a ter um tamanho maior, afastando o ponto de transio e o
centro do arco. O humping ir ocorrer quando a combinao de parmetros colocarem a regio de transio em uma
posio onde o calor do arco no mais suficiente para manter o metal lquido. Dessa forma, com a solidificao
prematura dos canais ao redor da cratera, o metal que est sendo fundido no consegue chegar at a parte posterior da
poa de fuso, e se acumula em um ponto formando uma protuberncia deixando para trs uma regio do cordo sem
preenchimento. Ao longo da soldagem, esse comportamento ocorre ciclicamente, o cordo acaba resultando ento
em uma seqncia alternada de regies de cratera e regies de cordo com protuberncias. Esse defeito conhecido
como humping.
Figura 2 - Representao da poa de fuso do processo TIG em elevadas correntes [1].
2.3 Influncia dos parmetros de soldagem no aparecimento dos defeitos
O principal trabalho sobre a formao de defeitos na soldagem TIG de elevada produtividade que mostra
resultados prticos foi realizado por [4]. Esses autores realizaram uma srie de ensaios tipo cordo sobre chapa
determinando a velocidade limite acima da qual ocorre o aparecimento de defeitos para diferentes correntes e com
gases de proteo argnio e hlio. Nestes ensaios foram realizadas medies da fora que o arco exercia contra a
chapa durante a soldagem. Apesar de ter sido realizado h cerca de 3 dcadas, esse trabalho foi o nico encontrado
onde de fato houve um trabalho experimental extenso, mostrando a influncia dos parmetros de soldagem no
aparecimento de defeitos, e tem sido utilizado at hoje como referncia em todos os trabalhos que se seguiram sobre
o assunto.
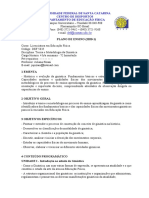
A velocidade limite para o aparecimento de defeitos diminui drasticamente com o aumento da corrente de
soldagem. A Figura 3 (esquerda) mostra os resultados experimentais de [4], onde se observa a forte queda da
velocidade limite para formao dos defeitos em funo do aumento da corrente na soldagem TIG. Esses resultados
caracterizam muito bem a dificuldade de obteno de soldas com elevada produtividade no processo TIG, pois
supondo uma aplicao genrica quando se aumenta a velocidade de soldagem, necessrio tambm uma corrente de
soldagem mais elevada para que seja possvel fundir a quantidade de material desejada. Porm, o aumento da
corrente ir diminuir a velocidade limite para formao de defeitos. Dessa forma, a obteno de uma soldagem de
elevada produtividade fica difcil, e por isso que o processo TIG tradicionalmente utilizado com velocidade de
soldagem baixa. Nota-se ainda, que a velocidade limite para o hlio seria cerca de trs vezes superior em comparao
com o argnio para a mesma corrente mdia. Pode-se destacar tambm que segundo os resultados de [4], a
velocidade limite para formao dos defeitos no processo TIG diminui com o aumento da distncia eletrodo-pea.
2.4 Efeito da fora do arco no surgimento de defeitos
Os autores em [4] sugerem inicialmente que essa diferena drstica entre o limite de velocidade entre o Ar e o He
seria explicada pela diferena entre a fora que o arco exerce sob a superfcie da poa de fuso em cada caso.
Tentando esclarecer essa questo, eles realizaram medies da fora total que o arco exerce contra o nodo, em
diferentes correntes de soldagem com os gases Ar e He, procurando resultados para fundamentar a teoria. Porm, as
medies mostraram que para uma mesma corrente mdia a fora para os dois casos a mesma. Dessa forma, a
explicao seria que no caso do Ar a fora do arco estaria concentrada no eixo central do arco, enquanto para o He a
fora estaria distribuda em uma rea maior, e por isso a presso agindo sob a superfcie da poa de fuso seria
menor, retardando o processo de formao do humping. Essa explicao foi fundamentada na anlise da geometria
de penetrao dos ensaios e tambm na observao do arco em cada situao, sendo que para o Ar pode-se observar
uma coluna central mais brilhante, enquanto o arco com He apresenta luminosidade mais uniforme ao longo de todo
o arco. Alm disso, as medies de [4] mostraram que a fora do arco aumenta com a diminuio da distncia
eletrodo-pea no processo TIG.
Os resultados de [4] serviram de referncia para outros trabalhos que foram encontrados [1-3, 5-6] sobre a
problemtica da soldagem TIG de elevada produtividade. Os trabalhos [1-3, 6] compartilham da mesma explicao
mostrada no item 2.2, onde a presso do arco e a formao da cratera tm papel fundamental. Em [6] os autores
mostram o grfico da diferena de presso dos arcos com argnio e com hlio, o qual est mostrado na Figura 3
(direita). Pode-se ver que a intensidade da presso no centro do arco para o caso do Ar muito maior em comparao
com o He, sendo que essa distribuio de presso mais aberta no caso do hlio atribuda sua menor densidade e
maior viscosidade em elevadas temperaturas. Dessa forma, os autores em [5-6] afirmam que essa menor presso
efetiva para o caso do Hlio o motivo para a grande diferena na velocidade limite para o aparecimento de defeitos
entre He e Ar.
Figura 3 - Efeito do gs de proteo na velocidade limite para aparecimento de defeitos na soldagem TIG (esquerda)
[4]. Efeito do gs de proteo na distribuio de presso do arco durante a soldagem TIG (direita) [6].
2.5 Aplicao do hidrognio na soldagem TIG
A aplicao do hidrognio, ou de misturas gasosas que contenham fraes de hidrognio nos processos de
soldagem a arco tem sido bastante restrita. A histria da soldagem a arco mostra que o hidrognio um elemento que
facilmente promove a formao de defeitos de soldagem como trincas e poros, especialmente no caso da soldagem
dos aos. A formao de trincas induzidas por hidrognio, certamente o defeito mais famoso relacionado
presena de hidrognio na soldagem a arco. As trincas ocorrem principalmente na zona termicamente afetada, sendo
que diversos estudos sobre esse tipo de defeito foram realizados durante as ltimas dcadas. De maneira geral, os
trabalhos encontrados sobre o assunto concordam que as trincas de hidrognio ocorrem quando quatro situaes
ocorrem simultaneamente: hidrognio presente no metal de solda, microestrutura susceptvel (dura e frgil), elevadas
tenses na regio soldada, e temperaturas relativamente baixas (menores que 200C). Segundo [7], a formao de
porosidade devido ao hidrognio ocorre, primeiramente devido elevadas quantidades de H2 presente durante a
soldagem, porm tambm depende: da microestrutura do material, sendo que o H2 possui maior solubilidade nos
metais CFC do que nos CCC; da presena de impurezas e elementos de liga, os quais formam stios de nucleao e
aprisionamento de H2; e tambm das condies de soldagem, em particular a taxa de solidificao. De fato,
esperado que um aumento na taxa de solidificao (como um aumento na velocidade de soldagem para a mesma
corrente mdia por exemplo) ir facilitar o aprisionamento e a formao dos poros no cordo solidificado.
2.6 Propriedades fsicas de misturas com hidrognio
As propriedades fsicas do gs influenciam decisivamente nas caractersticas do arco eltrico. Um importante
parmetro do gs a energia de ionizao. O valor da energia de ionizao do He 24,6 eV, consideravelmente
maior do que o Ar com 15,7 eV. J o hidrognio possui energia de ionizao de 13,6 eV bem prxima ao valor do
Ar.
A Figura 4 mostra dois exemplos de grficos da condutividade trmica em funo da temperatura para diferentes
gases. No grfico da esquerda pode-se ver os valores para os principais gases utilizados nos processos de soldagem
arco. possvel destacar a maior condutividade trmica do He em comparao com o Ar, e tambm o elevado pico
de condutividade trmica para o H2 na faixa compreendida entre 3000 e 4500 K. O grfico da direita mostra a
condutividade trmica total em funo da temperatura para algumas misturas Ar-H2. possvel notar que a
condutividade trmica do hidrognio bastante elevada em comparao com a do argnio e possui um pico
proeminente (devido dissociao) em aproximadamente 4000 K e um pico menos pronunciado (devido ionizao)
em aproximadamente 14000 K.[7]
Figura 4 - Condutividade dos gases em funo da temperatura (esquerda). [8] Condutividade trmica de algumas
misturas argnio hidrognio em funo da temperatura (direita). [7]
2.7 Influncia da adio de hidrognio no gs de proteo do arco
A adio de percentuais de hidrognio ao argnio no gs de proteo do processo TIG causa aumento da tenso
do arco e aumento na quantidade de material fundido para mesma corrente mdia [7-8]. A Figura 5 mostra: a
variao da tenso do arco em diferentes correntes para o Ar puro e misturas Ar-H2 (esquerda) e o resultado da
medio da rea fundida na seco transversal para diferentes teores de H2 no gs de proteo (direita). As diferenas
na tenso do arco devido a mudanas na composio do gs de proteo podem ser atribudas a diferenas no
potencial de ionizao primrio do gs. Entretanto, conforme foi citado anteriormente, no existe diferenas
significativas entre o potencial de ionizao primrio do argnio e o hidrognio. Segundo [7], a diferena que
observada na tenso do arco no presente caso entre o arco com Ar puro e misturas Ar-H2 ocorre devido grande
diferena da conduo de calor de ambos os gases de proteo. Desde que mais energia dispensada por unidade de
tempo por conduo trmica no caso do arco de Ar-H2 do que no caso do arco de Ar puro, mais energia requerida
para manter uma determinada corrente no arco. Essa energia extra s pode ser fornecida pelo aumento da tenso do
arco.
Figura 5 - Caracterstica esttica na soldagem TIG com diferentes gases de proteo (Distncia eletrodo-pea = 4mm,
eletrodo negativo) (esquerda) [8]. rea da seco transversal no ferro puro em funo da percentagem de hidrognio no
gs de proteo (I:100 A, DEP 3 mm, Vs: 3 mm/s) (direita) [7].
A adio de hidrognio ao argnio do gs de proteo no processo TIG tambm causa o aumento da eficincia de
fuso do arco para a mesma corrente mdia em comparao ao Ar puro, como mostra a Figura 6. Segundo [7], o
aumento observado na eficincia de fuso conseqncia direta da contrao da coluna do arco, e do aumento da
condutividade trmica do gs de proteo com a adio de hidrognio.
Figura 6 - Efeito da adio de Hidrognio ao Argnio no gs de proteo, e da intensidade da corrente de soldagem, na
eficincia de fuso para a soldagem TIG[8].
3.
Objetivos e justificativas:
A motivao para realizar o presente estudo surgiu durante um trabalho realizado no LABSOLDA UFSC, o
qual visava o desenvolvimento de uma soluo para aplicao industrial. O trabalho consistiu na soldagem de uma
junta sobreposta de ao carbono de 3 mm de espessura. Tradicionalmente, essa junta soldada utilizando o processo
MIG/MAG convencional com velocidade de soldagem de aproximadamente 1,2 m/min. O desafio era realizar essa
soldagem utilizando o processo TIG de maneira autgena, sem utilizar material de adio, para obter uma junta com
qualidade e velocidade equivalente ao que estava sendo obtido com o processo MIG.
Com base em combinaes de parmetros especficos: ngulo de ataque da tocha de soldagem; posio do
eletrodo em relao junta; distncia eletrodo-pea; afiao do eletrodo e principalmente gs de proteo, foi
possvel obter a soldagem da junta com boa qualidade com velocidade de at 1,5 m/min. A Figura 7 mostra o aspecto
superficial e a seo transversal do cordo de solda obtido. O uso de misturas Ar-H2 com teor de 15% de hidrognio
foi o fator chave que possibilitou obteno da velocidade de soldagem elevada sem o aparecimento de humping.
No foram encontrados trabalhos que discutam a soldagem de elevada produtividade para o caso de misturas ArH2. Conforme foi mostrado anteriormente, as teorias que tratam dos defeitos da soldagem de elevada produtividade
tm como base a presso do arco como fator chave para formao dos defeitos, e essas teorias foram construdas com
base em comparaes de soldagens realizadas com hlio puro e argnio puro somente. De acordo com essas teorias,
a menor presso do arco no caso do He seria o motivo para a maior velocidade em comparao com o Ar. Porm,
para o presente exemplo prtico, onde o uso de misturas Ar-H2 resultou em velocidade de soldagem muito superior
ao Ar puro, a diferena de velocidade no pode ser explicada por uma suposta diferena de presso do arco, j que
no existem indcios que a presso do arco poderia sofrer alguma diminuio devido adio de uma pequena frao
de hidrognio ao argnio.
Diante dessa falta de informao da literatura corrente sobre o aparecimento de defeitos na soldagem TIG de
elevada produtividade utilizando misturas Ar-H2, decidiu-se realizar o presente trabalho cientfico cujo principal
objetivo consiste em tentar fornecer novas informaes e proporcionar subsdios para uma melhor compreenso dos
fenmenos associados ao aparecimento de defeitos na soldagem TIG de elevada produtividade.
Para que fosse possvel uma comparao do comportamento do arco nas diferentes situaes, foram realizadas
soldagens utilizando Ar puro, He puro e misturas Ar-H2.
Figura 7 Cordo soldado com processo TIG sem material de adio: aspecto superficial (esquerda). Seo
transversal (direita). Junta sobreposta, ao carbono 3 mm espessura. Velocidade de soldagem: 1,5 m/min.
4.
Equipamentos, Materiais e Metodologia
4.1 Ensaios de soldagem
Os ensaios de soldagem consistiram em realizar cordes sobre chapas. A fonte de soldagem utilizada foi a IMC
Digitec 800, fonte multi-processo micro-processada, transistorizada, chaveada no secundrio, com 16 kVA de
potncia e capacidade de corrente de at 800 A. Em todas as soldagens foi utilizada uma tocha TIG comercial
refrigerada gua com capacidade nominal de 500 A. Os ensaios foram realizados com eletrodos de tungstnio
EWTh-2 de 3,2 mm de dimetro e afiao com ngulo de aproximadamente 90. Todas as soldagens foram
realizadas com distncia eletrodo-pea de 3,0 mm e tocha de soldagem posicionada com o eletrodo perpendicular
superfcie da pea. As vazes de gs foram reguladas com aproximadamente 15 l/min medidos na ponta da tocha de
soldagem com um fluxmetro. As soldagens foram realizadas em chapas de ao carbono SAE 1020 com dimenses
200 mm x 73 mm x 9,5 mm.
A movimentao da tocha de soldagem foi realizada utilizando um rob de soldagem de seis eixos, e a
velocidade utilizada nos ensaios foi 5 mm/s em todos os casos. As correntes testadas foram 200 A, 300 A e 400 A.
Os gases testados foram argnio puro, hlio puro, e misturas Ar-H2 com 5, 10 e 15% em volume molar de
hidrognio. Os gases puros foram de padro comercial. Os cilindros das misturas Ar-H2 foram encomendados como
misturas para padro de calibrao, fornecidos com certificado de anlise.
4.2 Aquisio dos sinais de corrente e tenso
Os sinais de corrente e tenso foram medidos utilizando o sistema de aquisio de sinais IMC SAP 4.0. Este
sistema permite realizar aquisio dos sinais de corrente e tenso com freqncia de 5 kHz. Entre outras opes, o
software permite calcular as mdias de corrente e tenso selecionando intervalos do tempo de aquisio.
4.3 Medio da rea fundida
Para medio da rea fundida, cada corpo de prova soldado foi cortado transversalmente, em duas seces
diferentes, 100 mm, e 150 mm de distncia do incio da soldagem. Cada uma das seces retiradas, foi embutida
em resina, e preparada metalograficamente, utilizando lixas gro 100-1200, e polimento com suspenso de alumina 1
m. As amostras foram atacadas quimicamente para revelar a rea fundida utilizando reagente composto por: 20 g
Iodo sublimado, 40 g Iodeto de Potssio e 200 g de gua destilada.
Aps ataque, as amostras foram fotografadas, e a rea do cordo foi medida utilizando o software de anlise de
imagens UTHSCSA Image Tool v3.0. Este software permite realizar a medio de reas selecionadas em
imagens, sendo necessrio realizar para cada imagem uma calibrao de uma distncia conhecida. Para todas as
medies realizadas, a calibrao foi feita utilizando como base a espessura da chapa.
4.4 Clculo da quantidade de material fundido por hora
O clculo da quantidade de material fundido por hora foi realizado pela equao 1:
(1)
Onde:
= Quantidade de material fundido, em kg/h;
= rea fundida medida na seco transversal, em
mm; = Massa especfica do ao, em kg/mm e = Velocidade de soldagem, em mm/s. A massa especfica do ao
foi considerada 7,85.10-6 kg/mm nos clculos do presente trabalho.
4.5 Clculo da eficincia de fuso
Somente parte da energia fornecida pela fonte de soldagem consegue de fato ser utilizada para fuso da pea. A
maior parte da energia perdida de vrias maneiras como: aquecimento do eletrodo, tocha e bocal, radiao
eletromagntica e calor dissipado pelo corpo de prova. O clculo da eficincia de fuso dos processos de soldagem
normalmente baseado na medio da zona fundida do cordo. Calcula-se ento a energia necessria para aquecer e
fundir o volume de metal medido, e divide-se pela energia total fornecida pela fonte de soldagem. O resultado dessa
diviso o que se considera eficincia de fuso.
A equao 2 mostra o clculo da eficincia de fuso:
(2)
Onde: = Eficincia de fuso; Q = Entalpia de fuso, em J/mm. a quantidade de calor requerido para elevar a
temperatura do metal slido at a temperatura de fuso e para converter esse volume do estado slido para o estado
lquido; Am = rea fundida da seco transversal, em mm;
= Velocidade da fonte calorfica, em mm/s; V =
Tenso do arco, em V e I = Corrente de soldagem, em A. Segundo [9], considera-se 10,5 J/mm como o valor
aproximado para entalpia de fuso do ao, e esse foi o valor utilizado para o clculo da eficincia de fuso.
5.
Resultados e discusses
5.1 Resultados obtidos
Os ensaios com argnio puro no gs de proteo mostraram a forte tendncia de formao de humping com Ar
puro, mesmo com velocidade de soldagem de 5 mm/s, que relativamente baixa. Os ensaios realizados no presente
trabalho foram planejados com essa velocidade de soldagem baixa com objetivo de obter cordes contnuos que
possibilitassem a medio e anlise da rea fundida. Porm, para o caso do Ar puro, obteve-se o cordo contnuo
somente na corrente de 200 A. Para a corrente de 300 A j ocorreu formao de defeitos em cerca de metade do
cordo, e com 400 A de corrente, ocorreu formao de defeitos em todo o cordo.
Para o caso dos ensaios realizados com He, no ocorreu a formao dos defeitos em nenhuma das correntes
testadas. Esses resultados esto de acordo com os resultados de [4], mostrando que a utilizao de hlio nos gs de
proteo no processo TIG resulta em maior velocidade limite para aparecimento de defeitos em comparao com o
argnio puro, considerando a mesma corrente mdia e distncia eletrodo-pea.
Os ensaios realizados com as mistura Ar-H2 mostraram que a adio do hidrognio ao argnio resultou em um
melhor desempenho em relao formao de humping em comparao com o Ar puro. Para o caso da mistura
Ar+5%H2, no cordo soldado com 300 A no ocorreu a formao de humping. No ensaio com 400 A ficou ntido
uma grande instabilidade durante a soldagem, sendo que a poa de fuso formava uma cratera que quase resultava
em humping, porm, o metal lquido ainda conseguiu preencher as crateras e formar o cordo contnuo antes da
solidificao completa, mas o cordo ficou com aspecto escamado devido a essas instabilidades. Os ensaios
realizados com as misturas com as mistura Ar+10%H2 e Ar+15%H2 apresentaram cordes sem aparecimento de
defeitos em todas as correntes testadas. Na mistura Ar+15%H2 ocorreu um forte aparecimento de porosidade aberta
na superfcie do cordo.
A Figura 8 mostra as sees transversais cortadas a 150 mm do incio de cada cordo soldado.
Figura 8 - Seo transversal dos cordes cortados a 150 mm de distncia do incio da solda. Vs: 30 cm/min. DEP: 3 mm.
Eletrodo 3,2 mm dimetro com afiao em 90.
A Figura 9 (esquerda) mostra a quantidade de metal fundido em kg/h calculado com a Equao 1 a partir da
mdia da rea da seo transversal de cada cordo. possvel verificar que para a mesma corrente mdia o hlio
funde uma quantidade maior de material em comparao com o argnio puro. Nas misturas Ar-H2, conforme o teor
de hidrognio foi aumentado, aumentou-se fortemente a quantidade de metal fundido para a mesma corrente mdia,
sendo que para a mistura com maior teor de H2 a quantidade de metal fundido foi consideravelmente maior do que
utilizando He puro, e cerca de 2,5 vezes maior do que utilizando Ar puro.
10
Figura 9 - Quantidade de metal fundido para os diferentes gases (esquerda). Tenso do arco para os diferentes gases
(direita).
A Figura 9 (direita) mostra a tenso mdia para os diferentes gases testados com correntes de 200 A, 300 A, e
400 A. Conforme j era esperado devido diferena na energia de ionizao dos dois gases, o arco com He
apresentou tenso consideravelmente maior do que o arco com Ar para mesma distncia eletrodo-pea e mesma
corrente mdia. Essa diferena foi superior a 4 V em todas as correntes testadas. Os ensaios com as misturas Ar-H2
confirmaram a mesma tendncia apresentada nos trabalhos de [7-8], sendo que a tenso do arco foi
proporcionalmente maior conforme era maior o teor de H2 presente no gs de proteo. A tenso do arco da mistura
Ar+15%H2 apresentou valores prximos a tenso do arco com He puro considerando as mesmas distncia eletrodopea e corrente mdia.
A Figura 10 mostra a mdia da eficincia de fuso calculada com a Equao 2 para cada corrente testada. Pode-se
verificar que a adio de H2 ao Ar no gs de proteo resultou em um forte aumento da eficincia de fuso em
comparao com o Ar puro, concordando com os resultados de [7-8]. Nota-se tambm que as misturas Ar-H2 com
teores de 10% e 15% de H2 resultaram em maior eficincia de fuso do que o He.
Figura 10 - Mdia da eficincia de fuso calculada para diferentes misturas gasosas.
5.2 Anlise integrada dos resultados
Inicialmente, destaca-se que a adio de fraes de H2 ao Ar no gs de proteo aumentou a velocidade limite
para surgimento de defeitos em comparao com o Ar puro para a mesma corrente mdia. No foram encontradas
publicaes que mostrem que a adio de H2 ao Ar causa diminuio da presso do arco. Ento esses resultados no
podem ser explicados pela teoria proposta por [4-6], na qual a diferena na velocidade limite para surgimento de
defeitos entre He e Ar decorrente da menor presso do arco para o caso do He.
Os resultados encontrados no presente trabalho, mostraram que para a mesma corrente mdia a tenso do arco e a
quantidade de metal fundido pelo arco com He so muito maiores do que para o arco com Ar. Essa maior quantidade
de metal fundido modifica totalmente o tamanho e a dinmica de solidificao da poa de fuso. Os trabalhos [1-6]
que tratam dos defeitos da soldagem de elevada produtividade para o processo TIG ignoram totalmente essas
diferenas, e focam suas anlises somente na diferena de presso entre os arcos com Ar e He. Essa diferena na
quantidade de metal fundido entre o arco com Ar e o arco He para mesma corrente mdia, por si s,
11
independentemente da presso do arco, j seria um ponto favorvel para obteno de maior velocidade limite para
surgimento de defeitos no caso do He, pois, considerando a explicao do item 2.2, uma maior quantidade de metal
lquido na poa de fuso retardaria uma possvel solidificao prematura da regio de cratera, postergando o
surgimento dos defeitos. Evidentemente que a diferena de presso entre os arcos com He e com Ar pode tambm
exercer um papel importante, e de se esperar que a maior presso do arco para o caso do Ar realmente tenha a
tendncia de tornar prematuro o processo de formao do humping. Dificilmente ser possvel determinar qual dos
fatores, a presso do arco ou a quantidade de metal fundido na poa de fuso, tem maior influncia para a formao
de defeitos na soldagem TIG de elevada produtividade j que o resultado final da soldagem uma combinao dos
dois efeitos, e tambm no esse o objetivo do presente trabalho. Porm ficou claro que a considervel diferena na
quantidade de metal fundido entre o Ar e He para mesma corrente mdia tem papel significativo no formato da poa
de fuso e conseqentemente no surgimento de defeitos, e por isso no pode ser ignorado como ocorreu nos
trabalhos encontrados. Alm disso, os resultados dos ensaios de [4] mostram que a diminuio da distncia eletrodopea velocidade limite para surgimento de defeitos aumenta com a diminuio da distncia eletrodo-pea, enquanto a
fora total do arco tambm aumenta com a diminuio da distncia eletrodo-pea.
Os resultados dos ensaios com as misturas Ar-H2 fornecem subsdios para a explicao de que a quantidade de
material fundido tem papel decisivo na velocidade limite para surgimento dos defeitos na soldagem TIG de elevada
produtividade. Partindo do princpio de que pequenas fraes de H2 no Ar no diminuem a presso do arco agindo na
poa de fuso, a maior velocidade limite para aparecimento de defeitos que se obtm com as misturas Ar-H2
resultado direto da maior quantidade de material fundido na poa de fuso. Essa maior quantidade de metal fundido
para as misturas Ar-H2 em comparao com a quantidade de metal fundido com Ar puro, retarda o surgimento do
humping para o caso das misturas Ar-H2.
Considerando os resultados obtidos, principalmente com relao elevada eficincia de fuso, a utilizao de
misturas Ar-H2 na soldagem TIG de elevada produtividade aparece como uma importante alternativa tecnolgica
para obter maior velocidade de soldagem. Porm, a aplicao dessas misturas fica restrita aos casos onde a utilizao
do H2 no cause problemas. Por exemplo, a utilizao dessas misturas somente possvel em aos que no
apresentem susceptibilidade trincas induzidas por hidrognio. Outra questo importante a ocorrncia de
porosidade devido utilizao de H2 na mistura gasosa, foi possvel verificar elevada formao de porosidade nos
ensaios de cordo sobre chapa com a mistura Ar+15%H2, enquanto que no caso da soldagem de unio em junta
sobreposta usando chapas de 3 mm de espessura no ocorreu porosidade. Essa diferena nas duas situaes
utilizando a mesma mistura gasosa, pode ser explicada conforme [7], devido a uma possvel diferena de composio
qumica dos aos utilizados em cada caso e devido diferentes velocidades de solidificao. Alm disso, o formato
do cordo certamente influenciou na formao de porosidade no metal solidificado sendo que possvel aceitar que o
gs aprisionado no metal tem maior facilidade para deixar o metal lquido no caso da junta sobreposta cujo cordo
tem uma relao largura pela profundidade muito maior do que no caso da soldagem cordo sobre chapa onde essa
relao bem menor.
6. Concluses
Com base nos ensaios realizados no presente trabalho, em conjunto com o estudo da literatura corrente sobre o
assunto possvel concluir que:
Foi possvel verificar que o arco com o processo TIG utilizando como gs de proteo misturas Ar-H2
proporciona eficincia de fuso muito mais elevada do que para o caso do Ar puro, e inclusive mais elevada do que o
He dependendo do teor de H2. Este aumento da eficincia de fuso pode ser atribudo maior condutividade trmica
do hidrognio, aumento da tenso do arco e da potncia total do processo, e tambm devido ao efeito de constrio
do arco causado pela adio deste elemento.
O uso de misturas Ar-H2 no gs de proteo surge como uma importante alternativa para elevar a velocidade de
soldagem no processo TIG. Foi possvel verificar que a utilizao destas misturas diminuiu de maneira acentuada a
tendncia de formao dos defeitos de soldagem tipo humping em comparao com o argnio puro. Considerando
que a maior parte das aplicaes tradicionais do processo TIG o gs utilizado o argnio puro, existe ento uma
grande possibilidade de melhoria de produtividade por meio da utilizao de fraes de H2 no gs de proteo.
Os trabalhos que tratam dos defeitos da soldagem TIG em aplicaes de elevada produtividade do destaque
presso do arco como fator chave para ocorrncia dos defeitos, porm, os resultados do presente trabalho mostram
que a quantidade de metal fundido resultante da utilizao de diferentes misturas gasosas tambm um fator
decisivo, no mnimo to importante quanto a presso do arco para ocorrncia de descontinuidades do cordo de
solda.
12
7. Bibliografia
[1] MENDEZ, P. F. Order of Magnitude Scaling of Complex Engineering Problems, and its Application to High
Productivity Arc Welding. Massachusetts Institute of Technology. 1999.
[2] MENDEZ, P. F.; EAGAR, T. W. Penetration and defect formation in high-current arc welding. Welding Journal,
p. 296-306, october 2003.
[3] MENDEZ, P. F.; NIECE, K. L.; EAGAR, T. W. Humping Formation in High Current GTA Welding.
International Conference on Joining of Advanced and Speciality Materials II. Cincinnati, OH: 1999.
[4] SAVAGE, W. F.; NIPPES, E. F.; AGUSA, K. Effect of Arc Force on Defect Formation in GTA Welding.
Welding Journal, jul. 1979. 212s-224s.
[5] KUMAR, A.; DEBROY, T. Toward a Unified Model to Prevent Humping Defects in Gas Tungsten Arc
Welding. Welding Journal, p. 292-304, December 2006.
[6] SODERSTROM, E.; MENDEZ, P. F. Humping mechanisms present in high speed welding. Science and
Technology of Welding and Joining, p. 572-579, 11(5) 2006.
[7] HOOIJMANS, J. Hydrogen Absorption in Iron and Steel During Gas Tungsten Arc Welding. thesis. ed. the
Netherlands: Delft Univ. Thechnol., 1994.
[8] TUSEK, J.; SUBAN, M. Experimental research of the effect of hydrogen in argon as a shielding gas in arc
welding of high-alloy stainless steel. International Journal of Hydrogen Energy, n. 25, p. 369-376, 2000.
[9] AMERICAN WELDING SOCIETY. Welding Handbook - Welding Science and Technology. 9 Edio. AWS,
v. 1, 2001.
Vous aimerez peut-être aussi
- Manual Hik Ivms4200Document98 pagesManual Hik Ivms4200gustavovinhosa2009Pas encore d'évaluation
- Aula 25 - Lajes Armadas em Duas Direções - Exemplos (Parte 9)Document43 pagesAula 25 - Lajes Armadas em Duas Direções - Exemplos (Parte 9)Jonas Osio Mattos100% (1)
- Barba e Visagismo - Billy CondorDocument14 pagesBarba e Visagismo - Billy Condorhipster barber100% (1)
- Es Paebes 2018 CH Web 71Document146 pagesEs Paebes 2018 CH Web 71Ziano FreitasPas encore d'évaluation
- 09 Cjon 395-398 PDFDocument4 pages09 Cjon 395-398 PDFVictória ReginaPas encore d'évaluation
- Resumo de Técnicas RespiratóriasDocument9 pagesResumo de Técnicas Respiratóriascampos.lPas encore d'évaluation
- DEF 5835 01404 Teoria e Metodologia Da Ginástica PDFDocument9 pagesDEF 5835 01404 Teoria e Metodologia Da Ginástica PDFsergio josimarPas encore d'évaluation
- Termo de Compromisso de Estágio Não ObrigatórioDocument3 pagesTermo de Compromisso de Estágio Não ObrigatórioEdilson Nicolau de Paula JúniorPas encore d'évaluation
- Atividade 4Document5 pagesAtividade 4JOSELICE SILVA TIMOTEPas encore d'évaluation
- Relatorio Da Ponte de EspaqueteDocument19 pagesRelatorio Da Ponte de EspaqueteEverton Luis de Araujo LimaPas encore d'évaluation
- Técnico de Manutenção Industrial de Metalurgia e MetalomecânicaDocument43 pagesTécnico de Manutenção Industrial de Metalurgia e MetalomecânicaSergio MartinsPas encore d'évaluation
- Master LinkDocument1 pageMaster LinkCall Wirvin FalcãoPas encore d'évaluation
- DiagramaDocument16 pagesDiagramaHiago Kurosaki100% (1)
- Monografia - Leticia - PerezDocument49 pagesMonografia - Leticia - PerezCacaPas encore d'évaluation
- Sungrow Manual Do Usuário - SG15 - 17 - 20KTL-M-PT-Ver10-201803Document85 pagesSungrow Manual Do Usuário - SG15 - 17 - 20KTL-M-PT-Ver10-201803leazekaPas encore d'évaluation
- Corpus HermeticumDocument6 pagesCorpus HermeticumGeorge AlexPas encore d'évaluation
- Akpalô Geog 5º I BimDocument25 pagesAkpalô Geog 5º I BimIzidio Silva Lima Silva100% (4)
- Amorc Introducao A Simbologia Portugues PDFDocument230 pagesAmorc Introducao A Simbologia Portugues PDFjaugust_1100% (5)
- Lab7 Teste Avaliacao 5 SolucoesDocument3 pagesLab7 Teste Avaliacao 5 SolucoesHelenaCSilvaPas encore d'évaluation
- Aula 06 GeneticaDocument24 pagesAula 06 GeneticaMari KlenPas encore d'évaluation
- Metodo Silva de Meditacao Dinamica PDFDocument47 pagesMetodo Silva de Meditacao Dinamica PDFEliane Santos100% (3)
- Revista FilmeCultura - Edicao52Document100 pagesRevista FilmeCultura - Edicao52Débora TañoPas encore d'évaluation
- Contabilidade Geral - LusolumbaDocument50 pagesContabilidade Geral - LusolumbaMariano LungoPas encore d'évaluation
- Docsity Ficha Sobre Variaveis PDFDocument4 pagesDocsity Ficha Sobre Variaveis PDFAna SousaPas encore d'évaluation
- Creatin in ADocument2 pagesCreatin in APaulo MattosPas encore d'évaluation
- Jogos Teatrais - ResumoDocument2 pagesJogos Teatrais - ResumoNicolle ConceiçãoPas encore d'évaluation
- Cpcar2021 Excedentes Atualizacao 2Document6 pagesCpcar2021 Excedentes Atualizacao 2Pedro HenriquePas encore d'évaluation
- Manual de Boas Praticas para A Atuaao Do Sistema Sebrae Nas Redes SociaisDocument51 pagesManual de Boas Praticas para A Atuaao Do Sistema Sebrae Nas Redes SociaiswillpucPas encore d'évaluation
- Araquari - Prova 02Document11 pagesAraquari - Prova 02Elaine Ribeiro0% (1)