Vous aimerez peut-être aussi
- Florida Motor Fuel Tax Relief Act of 2022Document9 pagesFlorida Motor Fuel Tax Relief Act of 2022ABC Action NewsPas encore d'évaluation
- Analysis and Design of Well FoundationDocument40 pagesAnalysis and Design of Well Foundationdhanabal100% (1)
- In-Situ Subsurface Coating of Corroded Steel Sheet Pile StructuresDocument142 pagesIn-Situ Subsurface Coating of Corroded Steel Sheet Pile StructuresyaofuzhangPas encore d'évaluation
- MEPU RFP 09 19 20 Dam Expert PDFDocument22 pagesMEPU RFP 09 19 20 Dam Expert PDFscorpion0502Pas encore d'évaluation
- Design of CouplingDocument75 pagesDesign of CouplingVatsal BhalaniPas encore d'évaluation
- Native Instruments Sibelius Sound Sets - The Sound Set ProjectDocument3 pagesNative Instruments Sibelius Sound Sets - The Sound Set ProjectNicolas P.Pas encore d'évaluation
- Saso Gso 1438 2003 e PDFDocument12 pagesSaso Gso 1438 2003 e PDFshafeeqm3086Pas encore d'évaluation
- Charles E. Smith - Feasibility of Thermite Sparking With Impact of Rusted Steel Onto Aluminum Coated SteelDocument66 pagesCharles E. Smith - Feasibility of Thermite Sparking With Impact of Rusted Steel Onto Aluminum Coated SteelAlarmakPas encore d'évaluation
- DLL CW 7Document2 pagesDLL CW 7Bea67% (3)
- SP 18 Thoro Spot & Sweep 12-30-20Document7 pagesSP 18 Thoro Spot & Sweep 12-30-20Donzt Dontz FaujiPas encore d'évaluation
- 0693 Bs2752 c50 50 Shore Specification Neoprene Chloroprene CR Rubber SheetDocument2 pages0693 Bs2752 c50 50 Shore Specification Neoprene Chloroprene CR Rubber SheetSerboPas encore d'évaluation
- BS 1881 114 CONCRETE Density of CocreteDocument12 pagesBS 1881 114 CONCRETE Density of CocreteAnonymous wi22kIPas encore d'évaluation
- Selectively Removable Intermediate Coating For Aerospace PurposesDocument14 pagesSelectively Removable Intermediate Coating For Aerospace PurposesAndre CasteloPas encore d'évaluation
- WAM ES Screw Conveyors Manual JECDocument43 pagesWAM ES Screw Conveyors Manual JECabbas tawbiPas encore d'évaluation
- GB Hot Rolled Section SteelDocument40 pagesGB Hot Rolled Section SteelGovind Rao100% (1)
- AD 429 - Slip Factors For Alkali-Zinc Silicate Paint, April 2019Document1 pageAD 429 - Slip Factors For Alkali-Zinc Silicate Paint, April 2019symon ellimacPas encore d'évaluation
- BS1449-2 1983Document15 pagesBS1449-2 1983Rajlić Zoran0% (1)
- ISO 8502-10 Preparation of Steel SubstratesDocument9 pagesISO 8502-10 Preparation of Steel Substratesmohamed abd eldayemPas encore d'évaluation
- Input and Output Statements PDFDocument11 pagesInput and Output Statements PDFRajendra BuchadePas encore d'évaluation
- Oil IndiaDocument445 pagesOil IndiaJayadevDamodaranPas encore d'évaluation
- A1-80-3 External Painting and Coating - 1Document16 pagesA1-80-3 External Painting and Coating - 1ZYW100% (1)
- ASTM D 3359-23 Rating Adhesion by Tape Test (X-Cut)Document5 pagesASTM D 3359-23 Rating Adhesion by Tape Test (X-Cut)z6ytg7mcrjPas encore d'évaluation
- Exova Coating TestingDocument19 pagesExova Coating TestingMehman NasibovPas encore d'évaluation
- 2-11-015 Tech Spec For Fire and Gas Detection System-Chimique ConnectivityDocument7 pages2-11-015 Tech Spec For Fire and Gas Detection System-Chimique ConnectivityasitdeyPas encore d'évaluation
- Fenomastic Hygiene Emulsion SilkDocument4 pagesFenomastic Hygiene Emulsion Silkمحمد عزتPas encore d'évaluation
- BS6677-1 1986Document13 pagesBS6677-1 1986GEO MSc Group-2016Pas encore d'évaluation
- Fosroc Chemical Breaker PDFDocument2 pagesFosroc Chemical Breaker PDFtalatzahoorPas encore d'évaluation
- Continuously Hot-Dip Coated Strip and Sheet of Structural Steels - Technical Delivery ConditionsDocument24 pagesContinuously Hot-Dip Coated Strip and Sheet of Structural Steels - Technical Delivery ConditionsPraveen SinghPas encore d'évaluation
- An 09.3 The Influence of Thermal Cutting Processes On Hot Dip Galvanized CoatingsDocument5 pagesAn 09.3 The Influence of Thermal Cutting Processes On Hot Dip Galvanized Coatingsnarmatha100% (1)
- ICorrCED2022York DesmondMakepeaceDocument29 pagesICorrCED2022York DesmondMakepeaceBANNOUR OthmanePas encore d'évaluation
- Irish Standard I.S. EN ISO 11126-3:2018Document14 pagesIrish Standard I.S. EN ISO 11126-3:2018Nitin KawarePas encore d'évaluation
- Iso 2503 1998 en FR PDFDocument8 pagesIso 2503 1998 en FR PDFInversiones thinkupPas encore d'évaluation
- POLYPOXY-NF Technical Data SheetDocument2 pagesPOLYPOXY-NF Technical Data SheetCommando crawlerPas encore d'évaluation
- Sample Format of Laundry BillDocument1 pageSample Format of Laundry BillShiva RajPas encore d'évaluation
- KOC-P-002 Part 2-R6-23-08-2015Document49 pagesKOC-P-002 Part 2-R6-23-08-2015Hari KrishnanPas encore d'évaluation
- Data Sheet Proguard CN 200 A.SDocument3 pagesData Sheet Proguard CN 200 A.SAlexir Thatayaone NdoviePas encore d'évaluation
- British Standard 9550-1Document14 pagesBritish Standard 9550-1Ahmed EsmailPas encore d'évaluation
- PC-7320 (Polypoxy) - TDSDocument2 pagesPC-7320 (Polypoxy) - TDSedwin cPas encore d'évaluation
- Epoxy ChalkingDocument2 pagesEpoxy Chalkingiran1362100% (1)
- EN ISO 23278-2009 (Replace EN 1291) PDFDocument12 pagesEN ISO 23278-2009 (Replace EN 1291) PDFThe Normal HeartPas encore d'évaluation
- CPVCDocument3 pagesCPVCannamalaicvPas encore d'évaluation
- Technical Data Sheet: Stolevell Thinplast FinishDocument3 pagesTechnical Data Sheet: Stolevell Thinplast FinishAnthony Al Lakiss0% (1)
- BS en 10215-1995 (1999)Document16 pagesBS en 10215-1995 (1999)Federico De Martini0% (1)
- Dis - 26203-2 - 2009Document21 pagesDis - 26203-2 - 2009Institute of Marketing & Training ALGERIAPas encore d'évaluation
- BS en 13880 - 2 - 2003Document12 pagesBS en 13880 - 2 - 2003Emanuele MastrangeloPas encore d'évaluation
- As 2309-2008 Durability of Galvanized and Electrogalvanized Zinc Coatings For The Protection of Steel in StruDocument7 pagesAs 2309-2008 Durability of Galvanized and Electrogalvanized Zinc Coatings For The Protection of Steel in StruSAI Global - APACPas encore d'évaluation
- Avery Test Report ReflectiveDocument18 pagesAvery Test Report ReflectiveEws EnggPas encore d'évaluation
- Def Stan 80-164Document18 pagesDef Stan 80-164kris531100% (1)
- Product Profile For Concrete Repair ProductsDocument10 pagesProduct Profile For Concrete Repair ProductshemantrulzPas encore d'évaluation
- TDS - Sonoshield ParkcoatDocument2 pagesTDS - Sonoshield ParkcoatVenkata RaoPas encore d'évaluation
- Masterlife Sra 20 TdsDocument3 pagesMasterlife Sra 20 Tdsshiv1503100% (1)
- BS 1362 General Purpose Fuse Links For Domestic and Similar Purposes (Primarily For Use in Plugs)Document24 pagesBS 1362 General Purpose Fuse Links For Domestic and Similar Purposes (Primarily For Use in Plugs)Mohamed987Pas encore d'évaluation
- Injection: Solutions For Underground ConstructionDocument12 pagesInjection: Solutions For Underground ConstructionDevinder SokhiPas encore d'évaluation
- Galvanizing ServicesDocument29 pagesGalvanizing ServicesRupak PanjaPas encore d'évaluation
- BS 5835-1-1980 PDFDocument21 pagesBS 5835-1-1980 PDFMohammad Twaha JaumbocusPas encore d'évaluation
- ISO 8501 Corrosion Protection oDocument4 pagesISO 8501 Corrosion Protection oemtedadPas encore d'évaluation
- OS 8-2012-E-Unbottled Drinking Water StandardDocument14 pagesOS 8-2012-E-Unbottled Drinking Water StandardHarish DhamodharanPas encore d'évaluation
- ISO TC 074 Cement and LimeDocument5 pagesISO TC 074 Cement and Limehrd_managerPas encore d'évaluation
- BS 416-1.1990 PDFDocument27 pagesBS 416-1.1990 PDFHaris KyriazisPas encore d'évaluation
- Galvosil 15680 Data SheetDocument2 pagesGalvosil 15680 Data Sheetn00b1810Pas encore d'évaluation
- TDS Nitocote EPU Saudi ArabiaDocument4 pagesTDS Nitocote EPU Saudi ArabiaShaikhRizwan100% (1)
- Testing Epoxy Resin Adhesive: Standard Method of Test ForDocument13 pagesTesting Epoxy Resin Adhesive: Standard Method of Test ForCasey Ryback100% (1)
- Build 443Document5 pagesBuild 443mh_tadayonPas encore d'évaluation
- Metz Lab Presentation: First Floor, Thangavel Nagar, Walajabad Main Road, Mannivakkam-600048Document20 pagesMetz Lab Presentation: First Floor, Thangavel Nagar, Walajabad Main Road, Mannivakkam-600048sevugarajanPas encore d'évaluation
- Why Do HPC and SCC Require A Longer Mixing Time PDFDocument7 pagesWhy Do HPC and SCC Require A Longer Mixing Time PDFHuseyin OzturkPas encore d'évaluation
- Astm e 887Document3 pagesAstm e 887nerissalovePas encore d'évaluation
- 1071 12Document32 pages1071 12deepdreamx6400Pas encore d'évaluation
- QUALISTEELCOAT Version 4.1 21-01-2019 PDFDocument57 pagesQUALISTEELCOAT Version 4.1 21-01-2019 PDFMhand AmsPas encore d'évaluation
- Technical Specification-Gun Metal Valve PDFDocument27 pagesTechnical Specification-Gun Metal Valve PDFasitdeyPas encore d'évaluation
- Annexure B PDFDocument3 pagesAnnexure B PDFasitdeyPas encore d'évaluation
- A428 6 44 0006 3025 - 20130801 - 153729 PDFDocument9 pagesA428 6 44 0006 3025 - 20130801 - 153729 PDFasitdeyPas encore d'évaluation
- 300 Bolted Bonnet 1 PDFDocument1 page300 Bolted Bonnet 1 PDFasitdeyPas encore d'évaluation
- KVC (UK) LTD Brochure PDFDocument32 pagesKVC (UK) LTD Brochure PDFasitdeyPas encore d'évaluation
- Typical Chemical Composition of Natural Gas On The Union Gas SystemDocument3 pagesTypical Chemical Composition of Natural Gas On The Union Gas SystemasitdeyPas encore d'évaluation
- Bar Sinks: Owner'S Manual Model Nos. BS-1515 BS-2515Document2 pagesBar Sinks: Owner'S Manual Model Nos. BS-1515 BS-2515asitdeyPas encore d'évaluation
- D07 015 PDFDocument6 pagesD07 015 PDFasitdeyPas encore d'évaluation
- 14 Mist Eliminator Louvers PDFDocument18 pages14 Mist Eliminator Louvers PDFasitdeyPas encore d'évaluation
- 240 2011-08-18 549729 PDFDocument95 pages240 2011-08-18 549729 PDFasitdeyPas encore d'évaluation
- 95-03097 Ballvlv300350 WCB PDFDocument26 pages95-03097 Ballvlv300350 WCB PDFasitdeyPas encore d'évaluation
- INSTRUCTIONAL SUPERVISORY PLAN 1st Quarter of SY 2023 2024 Quezon ISDocument7 pagesINSTRUCTIONAL SUPERVISORY PLAN 1st Quarter of SY 2023 2024 Quezon ISayongaogracelyflorPas encore d'évaluation
- PLASSON UK July 2022 Price Catalogue v1Document74 pagesPLASSON UK July 2022 Price Catalogue v1Jonathan Ninapaytan SanchezPas encore d'évaluation
- 【SIEMENS】Cios Spin-FlyerDocument8 pages【SIEMENS】Cios Spin-FlyerAshleyPas encore d'évaluation
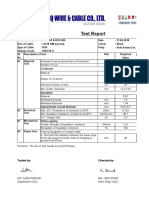
- Test Report: Tested By-Checked byDocument12 pagesTest Report: Tested By-Checked byjamilPas encore d'évaluation
- Kimura K.K. (KKK) : Can This Customer Be Saved? - Group D13Document6 pagesKimura K.K. (KKK) : Can This Customer Be Saved? - Group D13Mayuresh GaikarPas encore d'évaluation
- Sai Deepa Rock Drills: Unless Otherwise Specified ToleranceDocument1 pageSai Deepa Rock Drills: Unless Otherwise Specified ToleranceRavi BabaladiPas encore d'évaluation
- TOA Project Presentation (GROUP 5)Document22 pagesTOA Project Presentation (GROUP 5)Khadija ShahidPas encore d'évaluation
- Social Science PedagogyDocument4 pagesSocial Science PedagogyrajendraPas encore d'évaluation
- Power Quality Lab Manual (EE-801)Document12 pagesPower Quality Lab Manual (EE-801)ASHU KPas encore d'évaluation
- DJF 41032 Manufacturing Workshop Practice 3 Plastic Lab: Mini Project (Transfer Moulding)Document7 pagesDJF 41032 Manufacturing Workshop Practice 3 Plastic Lab: Mini Project (Transfer Moulding)Lokhman HakimPas encore d'évaluation
- Vectors Notes (Answers)Document24 pagesVectors Notes (Answers)ScionPas encore d'évaluation
- N6867e PXLP 3000Document7 pagesN6867e PXLP 3000talaporriPas encore d'évaluation
- 09-11-2016 University Exam PaperDocument34 pages09-11-2016 University Exam PaperSirisha AsadiPas encore d'évaluation
- Jazz PrepaidDocument4 pagesJazz PrepaidHoney BunnyPas encore d'évaluation
- Quemador BrahmaDocument4 pagesQuemador BrahmaClaudio VerdePas encore d'évaluation
- Validación Española ADHD-RSDocument7 pagesValidación Española ADHD-RSCristina Andreu NicuesaPas encore d'évaluation
- Retirement 01Document2 pagesRetirement 01Nonema Casera JuarezPas encore d'évaluation
- 2022 Summer Question Paper (Msbte Study Resources)Document4 pages2022 Summer Question Paper (Msbte Study Resources)Ganesh GopalPas encore d'évaluation
- Introduction To The Iceberg ModelDocument5 pagesIntroduction To The Iceberg ModelAbhay Tiwari100% (1)
- Student Workbook: Advance 3Document31 pagesStudent Workbook: Advance 3Damaris VegaPas encore d'évaluation
- Time Table & Instruction For Candidate - Faculty of Sci & TechDocument3 pagesTime Table & Instruction For Candidate - Faculty of Sci & TechDeepshikha Mehta joshiPas encore d'évaluation
- Lab Final SolutionDocument18 pagesLab Final SolutionZeePas encore d'évaluation
- Fcu Valve Honeywel PDFDocument6 pagesFcu Valve Honeywel PDFRyn YahuFPas encore d'évaluation