Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Mini Mid-Scale LNG PDFDocument22 pagesMini Mid-Scale LNG PDFGeoffreyHunter100% (3)
- Lab Report Polymer Exp 1Document8 pagesLab Report Polymer Exp 1yaya 98Pas encore d'évaluation
- Fish Smoking ProceduresDocument42 pagesFish Smoking Proceduresanegbe1199100% (1)
- 2.2.44. Total Organic Carbon in Water For Pharmaceutical UseDocument2 pages2.2.44. Total Organic Carbon in Water For Pharmaceutical UseMulayam Singh Yadav100% (1)
- Steel Grade AnaloguesDocument8 pagesSteel Grade AnaloguesandreahankPas encore d'évaluation
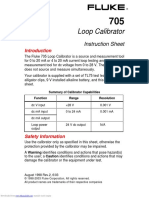
- 705 Instruction SheetDocument16 pages705 Instruction SheetMatthew KuttikadPas encore d'évaluation
- airOS 6 UG PDFDocument68 pagesairOS 6 UG PDFSameh Eddine HachaichiPas encore d'évaluation
- Electronic Systems of Motor DriveDocument4 pagesElectronic Systems of Motor DriveMatthew KuttikadPas encore d'évaluation
- Panel MetersDocument2 pagesPanel MetersMatthew KuttikadPas encore d'évaluation
- Network Video Recorders User Manual-V1.04Document119 pagesNetwork Video Recorders User Manual-V1.04Matthew KuttikadPas encore d'évaluation
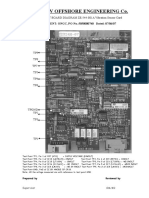
- Vibration Card DiagramDocument2 pagesVibration Card DiagramMatthew KuttikadPas encore d'évaluation
- Guide To DOT CylindersDocument85 pagesGuide To DOT Cylindersm_aliamjad7231Pas encore d'évaluation
- Kam Bero VicDocument24 pagesKam Bero VicJuan Carlos Gonzalez LPas encore d'évaluation
- Airfilter ModuleDocument25 pagesAirfilter ModuleMatthew KuttikadPas encore d'évaluation
- Code Gen Part 2Document38 pagesCode Gen Part 2pajadhavPas encore d'évaluation
- Test - Astm 1378 Rev2Document16 pagesTest - Astm 1378 Rev2Matthew KuttikadPas encore d'évaluation
- Ij 02580 Sat R0.Document14 pagesIj 02580 Sat R0.Matthew Kuttikad0% (1)
- Crystal NVisionDocument4 pagesCrystal NVisionMatthew KuttikadPas encore d'évaluation
- J001Document14 pagesJ001Nguyễn Thanh QuangPas encore d'évaluation
- J001Document14 pagesJ001Nguyễn Thanh QuangPas encore d'évaluation
- ID091005-00-140-01 - SWGR-361 Single Line Diagram Rev 06Document25 pagesID091005-00-140-01 - SWGR-361 Single Line Diagram Rev 06Matthew Kuttikad100% (3)
- Barton RecorderDocument40 pagesBarton Recordersbirawan11100% (2)
- SP 01 en Steckernetzgeraet UPS2000Document1 pageSP 01 en Steckernetzgeraet UPS2000Matthew KuttikadPas encore d'évaluation
- Configuring SwitchesDocument20 pagesConfiguring SwitchesMatthew KuttikadPas encore d'évaluation
- 200 Series Barton RecordersDocument4 pages200 Series Barton RecordersMatthew KuttikadPas encore d'évaluation
- API Standard 527 - Seat Tightness or Pressure Relief ValvesDocument1 pageAPI Standard 527 - Seat Tightness or Pressure Relief ValvesMatthew KuttikadPas encore d'évaluation
- Making Inverter Welder - IRFDocument18 pagesMaking Inverter Welder - IRFShaun Dwyer Van Heerden0% (1)
- Applicable Valve StandardsDocument21 pagesApplicable Valve StandardsMatthew KuttikadPas encore d'évaluation
- Scientific Validation of Standardization of Narayana Chendrooram (Kannusamy Paramparai Vaithiyam) Through The Siddha and Modern TechniquesDocument12 pagesScientific Validation of Standardization of Narayana Chendrooram (Kannusamy Paramparai Vaithiyam) Through The Siddha and Modern TechniquesBala Kiran GaddamPas encore d'évaluation
- Cambridge IGCSE: Combined Science 0653/51Document16 pagesCambridge IGCSE: Combined Science 0653/51Paca GorriónPas encore d'évaluation
- Rocks PDFDocument5 pagesRocks PDFfatwa27Pas encore d'évaluation
- The Radiolysis of Ethanol: J. J. J. Myron G. R. FreemanDocument16 pagesThe Radiolysis of Ethanol: J. J. J. Myron G. R. FreemanNasrullah HamdaniPas encore d'évaluation
- Stolt TankersDocument3 pagesStolt Tankersdisturbed333Pas encore d'évaluation
- 8 2 7Document19 pages8 2 7Hussain AbouelkhairPas encore d'évaluation
- Kris Arvid BerglundDocument40 pagesKris Arvid BerglundckleinnikePas encore d'évaluation
- Del II Vedlegg F-5 - STANAG 3609 (Edition 5)Document135 pagesDel II Vedlegg F-5 - STANAG 3609 (Edition 5)inglevoPas encore d'évaluation
- Built-Up Backpressure at The Outlet Flange of A Pressure Relief ValveDocument8 pagesBuilt-Up Backpressure at The Outlet Flange of A Pressure Relief ValvemkapkPas encore d'évaluation
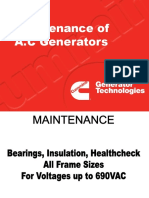
- Npt14 MaintenanceDocument26 pagesNpt14 Maintenanceluis100% (2)
- SSPC SP5Document6 pagesSSPC SP5Julio Bacilio Cruz100% (2)
- Astm D129 PDFDocument4 pagesAstm D129 PDFProkop100% (1)
- Volcanism - GeologyDocument13 pagesVolcanism - GeologyChristian GalopePas encore d'évaluation
- BindersDocument4 pagesBindersSariyyaHeydarovaPas encore d'évaluation
- Theory of Structures (CE4G) Direct and Bending StressesDocument22 pagesTheory of Structures (CE4G) Direct and Bending StressesDiptoPas encore d'évaluation
- M1226e Peristaltic Pump Compact b19b PDFDocument12 pagesM1226e Peristaltic Pump Compact b19b PDFRenatoPas encore d'évaluation
- Utilization of Natural Polyelectrolytes in Wastewater TreatmentDocument181 pagesUtilization of Natural Polyelectrolytes in Wastewater TreatmentCédric RochatPas encore d'évaluation
- Ultima X Series Instruction Manual - enDocument141 pagesUltima X Series Instruction Manual - enStefano EsmPas encore d'évaluation
- Anti Icing T4Document13 pagesAnti Icing T4Mansooooor12345Pas encore d'évaluation
- FoamMelt 200 Data SheetDocument2 pagesFoamMelt 200 Data SheetNordson Adhesive Dispensing SystemsPas encore d'évaluation
- Aldehydes and Ketones - Group 3Document49 pagesAldehydes and Ketones - Group 3N Un-knowPas encore d'évaluation
- CX ISOMILL 331 - TDS - EN - 2018 - 03 - 16 v1Document1 pageCX ISOMILL 331 - TDS - EN - 2018 - 03 - 16 v1Rafael Obusan IIPas encore d'évaluation
- Company Profile & Catalogue PT Orindo Eratec 2021Document16 pagesCompany Profile & Catalogue PT Orindo Eratec 2021HSE Wana Dirga NusantaraPas encore d'évaluation
- Beetroot IA JilleanDocument10 pagesBeetroot IA Jilleanzeen2011Pas encore d'évaluation
- ABG & VBG - Arterial and Venous Blood Gas - Interpreting ResultsDocument6 pagesABG & VBG - Arterial and Venous Blood Gas - Interpreting ResultsmmmmzPas encore d'évaluation