Vous aimerez peut-être aussi
- Engineering Vol 69 1900-03-16Document30 pagesEngineering Vol 69 1900-03-16ian_newPas encore d'évaluation
- Design of Milling Cutters1Document67 pagesDesign of Milling Cutters1Ebrahim Abdullah HanashPas encore d'évaluation
- Gear and Gear TrainDocument21 pagesGear and Gear Trainm_er100Pas encore d'évaluation
- Ebook Tapping Away Guide To Tapping and Threading Xometry SuppliesDocument19 pagesEbook Tapping Away Guide To Tapping and Threading Xometry SuppliesAli KhubbakhtPas encore d'évaluation
- WErbsen CourseworkDocument562 pagesWErbsen CourseworkRoberto Alexis Rodríguez TorresPas encore d'évaluation
- Lecture 1 - Intro To Single Point Cutting Tool GeometryDocument16 pagesLecture 1 - Intro To Single Point Cutting Tool GeometryMuhammad Umar IqtidarPas encore d'évaluation
- Machining FundamentalsDocument32 pagesMachining FundamentalsCh TalhaPas encore d'évaluation
- HMT Mandrel Bending 101Document80 pagesHMT Mandrel Bending 101zaiofracassadoPas encore d'évaluation
- Materials Engineering: Proceedings of the First International Symposium, University of the Witwatersrand, Johannesburg, South Africa, November 1985D'EverandMaterials Engineering: Proceedings of the First International Symposium, University of the Witwatersrand, Johannesburg, South Africa, November 1985J. V. BeePas encore d'évaluation
- Directions for Using Bottum's Patent Improved Universal Lathe Chucks and Improved Lathes for Turning and Finishing Every Description of Watch Pivots, Pinions, Staffs, EtcD'EverandDirections for Using Bottum's Patent Improved Universal Lathe Chucks and Improved Lathes for Turning and Finishing Every Description of Watch Pivots, Pinions, Staffs, EtcPas encore d'évaluation
- Machinist: 2 Year (Volume - I of II)Document146 pagesMachinist: 2 Year (Volume - I of II)irshadPas encore d'évaluation
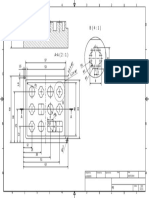
- Designed by Checked by Approved by Date DateDocument1 pageDesigned by Checked by Approved by Date DatevivianePas encore d'évaluation
- A Treatise on Staff Making and Pivoting: Containing Complete Directions for Making and Fitting New Staffs from the Raw MaterialD'EverandA Treatise on Staff Making and Pivoting: Containing Complete Directions for Making and Fitting New Staffs from the Raw MaterialPas encore d'évaluation
- How To Choose Cutting DataDocument31 pagesHow To Choose Cutting DataJose JacksonPas encore d'évaluation
- 4363 111 Machine Design IDocument6 pages4363 111 Machine Design Iyogesh_b_k100% (2)
- Measuring Tools Machinery's Reference Series Number 21D'EverandMeasuring Tools Machinery's Reference Series Number 21Évaluation : 4 sur 5 étoiles4/5 (1)
- Anyang Power HammerDocument7 pagesAnyang Power HammeraguswPas encore d'évaluation
- The Shape of The Cone of The Twist Drills Unit-2Document5 pagesThe Shape of The Cone of The Twist Drills Unit-2Akesh KakarlaPas encore d'évaluation
- Orbital ForgingDocument4 pagesOrbital ForgingMrLanternPas encore d'évaluation
- Mitsu 14 TECHNICAL DATA PDFDocument52 pagesMitsu 14 TECHNICAL DATA PDFMohan PreethPas encore d'évaluation
- Machining Science Sybtech Prod by DV ShirbhateDocument121 pagesMachining Science Sybtech Prod by DV ShirbhateDIPAK VINAYAK SHIRBHATEPas encore d'évaluation
- Handbook Prototyp Threading UsDocument124 pagesHandbook Prototyp Threading UsRobotPas encore d'évaluation
- METALWORKINGDocument23 pagesMETALWORKINGDr Rajamani R - PSGCTPas encore d'évaluation
- Report Gundriling AAMAstakhovDocument27 pagesReport Gundriling AAMAstakhovGyörgy Murvai100% (1)
- Sheet Metal Forming PDFDocument33 pagesSheet Metal Forming PDFAravindhan AnbalaganPas encore d'évaluation
- Threads and ChangegearsDocument36 pagesThreads and ChangegearsRC VilledaPas encore d'évaluation
- Making The Keats Angle Plate From CastingsDocument15 pagesMaking The Keats Angle Plate From CastingsJohn SmithPas encore d'évaluation
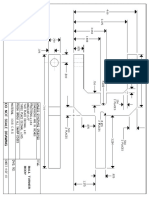
- Caixa Jogocilada PDFDocument1 pageCaixa Jogocilada PDFvivianePas encore d'évaluation
- Designed by Checked by Approved by Date DateDocument1 pageDesigned by Checked by Approved by Date DatevivianePas encore d'évaluation
- Slider Crank Power Hammer Mechanism Project ReportDocument33 pagesSlider Crank Power Hammer Mechanism Project ReportYemmina Madhusudhan80% (15)
- Dapra Biax Article Art of ScrapingDocument2 pagesDapra Biax Article Art of ScrapingPedro Ernesto SilvaPas encore d'évaluation
- Walter Helitronic Tool Studio V1.9 BookletDocument39 pagesWalter Helitronic Tool Studio V1.9 Bookletalmedin_hecimov8494100% (1)
- Fordson Major ManualDocument47 pagesFordson Major ManualHassan GDOURAPas encore d'évaluation
- 04 80 PDFDocument272 pages04 80 PDFRahmat Budi PermanaPas encore d'évaluation
- Ian Bradley Talks LatheToolsDocument3 pagesIan Bradley Talks LatheToolsAnonymous mKdAfWifPas encore d'évaluation
- Bonfiglioli Geared MotorDocument584 pagesBonfiglioli Geared MotorProdip SarkarPas encore d'évaluation
- Shaper Used As Surface GrinderDocument1 pageShaper Used As Surface Grinderradio-chaserPas encore d'évaluation
- Manufacturing Processes Iiprof A B Chattopadhyay Prof A K Chattopadhyay PDFDocument618 pagesManufacturing Processes Iiprof A B Chattopadhyay Prof A K Chattopadhyay PDFp KumarPas encore d'évaluation
- Caixa PDFDocument1 pageCaixa PDFvivianePas encore d'évaluation
- 3 Chapter 3 Design of ClampDocument54 pages3 Chapter 3 Design of ClampKhaled HamdyPas encore d'évaluation
- Mechanics of Metal CuttingDocument24 pagesMechanics of Metal CuttingSreehari ViswanathanPas encore d'évaluation
- Lathe DesignDocument11 pagesLathe DesignShiyas Basheer0% (1)
- Sheet FormingDocument20 pagesSheet FormingPrakash Muthachari MPas encore d'évaluation
- Spindles (Workshop Practice Series)Document81 pagesSpindles (Workshop Practice Series)Emerson De Souza FreitasPas encore d'évaluation
- Acoustic Tractor Beam: 35 Steps (With Pictures) PDFDocument38 pagesAcoustic Tractor Beam: 35 Steps (With Pictures) PDFAmirPas encore d'évaluation
- Lathebeddesign00hornrich PDFDocument56 pagesLathebeddesign00hornrich PDFLatika KashyapPas encore d'évaluation
- Pioneer Avh-P3100dvd p3150dvd SMDocument190 pagesPioneer Avh-P3100dvd p3150dvd SMRogerio E. SantoPas encore d'évaluation
- (B) Testing Machine ToolsDocument100 pages(B) Testing Machine ToolsHyeonggil JooPas encore d'évaluation
- Tap Drill Size - WorkBookDocument1 pageTap Drill Size - WorkBookRajesh RamanPas encore d'évaluation
- Shaper MachineDocument81 pagesShaper Machinesam clastinePas encore d'évaluation
- Maryland Metrics - Metric Thread CoarseDocument2 pagesMaryland Metrics - Metric Thread CoarseBapu612345Pas encore d'évaluation
- Overhaul-A Lathe PDFDocument6 pagesOverhaul-A Lathe PDFHaitham MohammadPas encore d'évaluation
- Ar Cutting OperationDocument7 pagesAr Cutting OperationNandakrishnan S LPas encore d'évaluation
- Cutting Tool MaterialsDocument5 pagesCutting Tool MaterialsMichael MeltzPas encore d'évaluation
- Manual TornoDocument60 pagesManual Tornojulie2420140% (1)
- Ball Turner Prints PDFDocument10 pagesBall Turner Prints PDFkokiskoPas encore d'évaluation
- SMD Electrolysis PDFDocument1 pageSMD Electrolysis PDFkokiskoPas encore d'évaluation
- Quantum Wave of Life Evolution: Written by DR Kiril Chukanov, June 2009, Calgary, CanadaDocument32 pagesQuantum Wave of Life Evolution: Written by DR Kiril Chukanov, June 2009, Calgary, CanadakokiskoPas encore d'évaluation
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Ball Turner PrintsDocument10 pagesBall Turner PrintskokiskoPas encore d'évaluation
- A Method of Dividing The Circumference of A CircleDocument3 pagesA Method of Dividing The Circumference of A CirclekokiskoPas encore d'évaluation
- Quantum Wave of Life Evolution: Written by DR Kiril Chukanov, June 2009, Calgary, CanadaDocument32 pagesQuantum Wave of Life Evolution: Written by DR Kiril Chukanov, June 2009, Calgary, CanadakokiskoPas encore d'évaluation
- Anti-Gravity PropulsionDocument16 pagesAnti-Gravity PropulsionTony FreelandPas encore d'évaluation
- Assessing Potential Propulsion Breakthroughs: Marc G. MillisDocument21 pagesAssessing Potential Propulsion Breakthroughs: Marc G. MillisnenucarqPas encore d'évaluation
- 1769 Compound Rest AssyDocument1 page1769 Compound Rest AssykokiskoPas encore d'évaluation
- Anti-Gravity PropulsionDocument16 pagesAnti-Gravity PropulsionTony FreelandPas encore d'évaluation
- Mysteries of The Unknown - The UFO PhenomenonDocument162 pagesMysteries of The Unknown - The UFO Phenomenonanaximandre06100% (3)
- UFODocument2 pagesUFOkokiskoPas encore d'évaluation
- Evading Thermal Imaging and Radar Detection-1Document8 pagesEvading Thermal Imaging and Radar Detection-1kokiskoPas encore d'évaluation
- Ralph Patterson Tailstock Camlock 2Document13 pagesRalph Patterson Tailstock Camlock 2supremesportsPas encore d'évaluation
- WO9010337 Magnetic MotorDocument23 pagesWO9010337 Magnetic MotorAndras KondratPas encore d'évaluation
- RB 7x12 Minilathe BedwaysDocument2 pagesRB 7x12 Minilathe BedwayskokiskoPas encore d'évaluation
- Spindle, 7x10, 12 Mini LatheDocument1 pageSpindle, 7x10, 12 Mini LatheramaaramaaPas encore d'évaluation
- Rollies Dads MethodDocument4 pagesRollies Dads Methodctin12Pas encore d'évaluation
- GAA Bortone June02Document2 pagesGAA Bortone June02kokiskoPas encore d'évaluation
- Ralph Patterson Speed Reducer 2Document27 pagesRalph Patterson Speed Reducer 2kokiskoPas encore d'évaluation
- Cross Slide Nut ModificationDocument3 pagesCross Slide Nut ModificationkokiskoPas encore d'évaluation
- Drive TroubleshootingDocument9 pagesDrive TroubleshootingkokiskoPas encore d'évaluation
- Change Gears Charts For Metric Threading On The 7x MiniDocument2 pagesChange Gears Charts For Metric Threading On The 7x MinikokiskoPas encore d'évaluation
- How To Make Economical BateryDocument85 pagesHow To Make Economical BaterykokiskoPas encore d'évaluation
- Ball Turning Toolpost - Complete PDFDocument5 pagesBall Turning Toolpost - Complete PDFRamanujam O SPas encore d'évaluation
- Drilling SpeedsDocument3 pagesDrilling SpeedskokiskoPas encore d'évaluation
- r8 5c Collet DimensionsDocument2 pagesr8 5c Collet Dimensionskokisko100% (1)
- Perreault, Bruce A. U.S. Patent Application Filed May 04, 2007Document9 pagesPerreault, Bruce A. U.S. Patent Application Filed May 04, 2007kokiskoPas encore d'évaluation
- Time WarnerDocument66 pagesTime WarnerPamela SumPas encore d'évaluation
- Chapter 10Document8 pagesChapter 10Ayoub BokhabrinePas encore d'évaluation
- AnimeuriDocument7 pagesAnimeuriDana MihaelaPas encore d'évaluation
- Daily MailDocument3 pagesDaily MailTed HarrisonPas encore d'évaluation
- SDSDSDDocument7 pagesSDSDSDasasasPas encore d'évaluation
- Zoo Zoo ResearchDocument39 pagesZoo Zoo Researchdivya4405Pas encore d'évaluation
- UMC UNI14-39 Oct 21st, 2014Document89 pagesUMC UNI14-39 Oct 21st, 2014Universal Music CanadaPas encore d'évaluation
- Leo Schamroth An Introduction To Electrocardiography PDF DownloadDocument3 pagesLeo Schamroth An Introduction To Electrocardiography PDF DownloadKamal Kumar Kamal KumarPas encore d'évaluation
- Get Unlimited Downloads With A Free Scribd Trial!Document2 pagesGet Unlimited Downloads With A Free Scribd Trial!Neatha ChimPas encore d'évaluation
- Baixar Livos... It Gets Worse de Shane Dawson ..Unlimited Ebooks PDFDocument5 pagesBaixar Livos... It Gets Worse de Shane Dawson ..Unlimited Ebooks PDFbenjaminPas encore d'évaluation
- Communication Letter With CRC PressDocument5 pagesCommunication Letter With CRC PressSoeharto SoehartoPas encore d'évaluation
- Botswana Review 2010Document176 pagesBotswana Review 2010BrabysPas encore d'évaluation
- Case Study ON: Playing To A New Beat: Marketing in The Music IndustryDocument23 pagesCase Study ON: Playing To A New Beat: Marketing in The Music IndustryvarunjethwaPas encore d'évaluation
- Project 2 Portfolio DraftDocument14 pagesProject 2 Portfolio Draftapi-297674761Pas encore d'évaluation
- Bonnie Clyde Doc ScriptDocument5 pagesBonnie Clyde Doc Scriptapi-254302922Pas encore d'évaluation
- APA Style Format Daftar Pustaka PDFDocument4 pagesAPA Style Format Daftar Pustaka PDFfilantropiPas encore d'évaluation
- Tekla 18 Structures Manual 2Document4 pagesTekla 18 Structures Manual 2pacodmx100% (1)
- ABC Warriors 1 The Mek-Nificent Seven PDFDocument178 pagesABC Warriors 1 The Mek-Nificent Seven PDFSolomaniRuler100% (1)
- Prueba de Lectura Don Juan TenorioDocument15 pagesPrueba de Lectura Don Juan TenorioNacho TejBePas encore d'évaluation
- SV 1715 Manual and WarrantyDocument110 pagesSV 1715 Manual and WarrantyCarlosGomezPas encore d'évaluation
- Endless Knot TutorialDocument3 pagesEndless Knot TutorialPatrícia A. FernandesPas encore d'évaluation
- Copy of Media Universe-IMC 2019 - 20th SeptemberDocument125 pagesCopy of Media Universe-IMC 2019 - 20th SeptemberMekhla SinghPas encore d'évaluation
- Juana & Lucas: Muchos Changes by Juana Medina Chapter SamplerDocument19 pagesJuana & Lucas: Muchos Changes by Juana Medina Chapter SamplerCandlewick PressPas encore d'évaluation
- Steele. GuruCVDocument9 pagesSteele. GuruCVSam SteelePas encore d'évaluation
- Aberdeen BestiaryDocument8 pagesAberdeen BestiaryS4dsmanPas encore d'évaluation
- SupermanDocument34 pagesSupermandearbhupiPas encore d'évaluation
- The Jackson HeraldDocument6 pagesThe Jackson HeraldChristopher ServantPas encore d'évaluation
- Linear Algebra: A Geometric Approach Linear Algebra: A Geometric ApproachDocument3 pagesLinear Algebra: A Geometric Approach Linear Algebra: A Geometric ApproachSandeep SivPas encore d'évaluation
- Hitec University Taxila Cantt Technical Report Writing Assignment #2 Section "A"Document4 pagesHitec University Taxila Cantt Technical Report Writing Assignment #2 Section "A"Bilal KhalidPas encore d'évaluation
- Rules and Format Models Required by IEEE Latin America TransactionsDocument2 pagesRules and Format Models Required by IEEE Latin America Transactionsrnjlmv83Pas encore d'évaluation