Vous aimerez peut-être aussi
- Welding and Welding SymbolsDocument4 pagesWelding and Welding SymbolsOscar ArcesioPas encore d'évaluation
- Practical 5 Welding and Welding SymbolsDocument5 pagesPractical 5 Welding and Welding Symbolsmechman03Pas encore d'évaluation
- XXth Century Sheet Metal Worker - A Modern Treatise on Modern Sheet Metal WorkD'EverandXXth Century Sheet Metal Worker - A Modern Treatise on Modern Sheet Metal WorkPas encore d'évaluation
- Types of Welding ProcessesDocument8 pagesTypes of Welding ProcessesMuhammad BilalPas encore d'évaluation
- Welding by Roop Lal RanaDocument21 pagesWelding by Roop Lal Ranaanmolmahajan1234Pas encore d'évaluation
- WeldingDocument20 pagesWeldingnvemanPas encore d'évaluation
- Introduction Basic Welding TechnologyDocument17 pagesIntroduction Basic Welding TechnologyBenny Syahputra100% (1)
- Design of Permanent JointsDocument80 pagesDesign of Permanent JointsRayan IsranPas encore d'évaluation
- Introduction To Welding TechnologyDocument9 pagesIntroduction To Welding Technologyibnu.asad984Pas encore d'évaluation
- Welding ProcessDocument6 pagesWelding ProcessRENGANATHAN PPas encore d'évaluation
- Introduction To Welding TechnologyDocument4 pagesIntroduction To Welding TechnologyLorena Grijalba LeónPas encore d'évaluation
- Overview of Welding Technology The Weld Joint Physics of Welding Features of A Fusion Welded JointDocument109 pagesOverview of Welding Technology The Weld Joint Physics of Welding Features of A Fusion Welded JointMasa FuadPas encore d'évaluation
- Lecture 4Document65 pagesLecture 4Ishtiaq AhmedPas encore d'évaluation
- Intro To Welding TechnologyDocument9 pagesIntro To Welding TechnologyOVURUTHO PIUSPas encore d'évaluation
- WeldingDocument28 pagesWeldingShahdan DahlanPas encore d'évaluation
- Manufacturing ProcessesDocument10 pagesManufacturing ProcessesHasnain AshrafPas encore d'évaluation
- Intoduction To WeldingDocument334 pagesIntoduction To WeldingAsad Bin Ala QatariPas encore d'évaluation
- Welding ShopDocument10 pagesWelding ShopAsifJavedPas encore d'évaluation
- Welding Processes PDFDocument27 pagesWelding Processes PDFSarjitoPas encore d'évaluation
- Lect-07-Important Questions 2Document13 pagesLect-07-Important Questions 2kmwyd15Pas encore d'évaluation
- Gas and Arc WeldingDocument173 pagesGas and Arc WeldingHarsha MallaPas encore d'évaluation
- Welded ConnectionsDocument15 pagesWelded ConnectionsMax MillianPas encore d'évaluation
- Welding: Definition: Welding Is A Fabrication or Sculptural Process That Joins Materials, UsuallyDocument10 pagesWelding: Definition: Welding Is A Fabrication or Sculptural Process That Joins Materials, UsuallyAllen EmpinadoPas encore d'évaluation
- Principles of weldingDocument13 pagesPrinciples of weldingMadhurimaMitraPas encore d'évaluation
- Welded and Riveted ConnectionsDocument58 pagesWelded and Riveted ConnectionsDennis Manejero0% (1)
- WELD-Arc Welding - Maine Welding CompanyDocument7 pagesWELD-Arc Welding - Maine Welding CompanypeterPas encore d'évaluation
- Essential Welding Processes and JointsDocument13 pagesEssential Welding Processes and JointsemonPas encore d'évaluation
- Introduction to welding processesDocument5 pagesIntroduction to welding processesPhani Sridhar ChPas encore d'évaluation
- Introduction to Welding and Sheet Metal Forming ProcessesDocument14 pagesIntroduction to Welding and Sheet Metal Forming ProcessesAbel Meketa100% (1)
- ch7 JoiningprocessDocument144 pagesch7 Joiningprocessfirzana amiraPas encore d'évaluation
- Permanent Mechanical Joints - Welding: Wending, Soldering, and BrazingDocument9 pagesPermanent Mechanical Joints - Welding: Wending, Soldering, and BrazingAaron PadrePas encore d'évaluation
- AWT Lecture NotesDocument143 pagesAWT Lecture Noteschandra mouliPas encore d'évaluation
- Chapter 6 - WeldingDocument20 pagesChapter 6 - WeldingDipayan DasPas encore d'évaluation
- Joining Processes & EquipmentDocument25 pagesJoining Processes & EquipmentTalal AsgharPas encore d'évaluation
- Unit 4 Welded Joints: StructureDocument13 pagesUnit 4 Welded Joints: StructureDEEPAKPas encore d'évaluation
- WELDINGDocument8 pagesWELDINGManibhusan MohapatroPas encore d'évaluation
- Welding: Edge PreparationsDocument8 pagesWelding: Edge PreparationsManibhusanPas encore d'évaluation
- Welding: 5.2.1. Reinforcement and BackingDocument16 pagesWelding: 5.2.1. Reinforcement and BackingakankwasaPas encore d'évaluation
- Welding, Soldering and BrazingDocument11 pagesWelding, Soldering and BrazingAyush 100niPas encore d'évaluation
- Engineering MaterialsDocument10 pagesEngineering MaterialsR-jayVenturilloPas encore d'évaluation
- Bab 27B Pengelasan FusiDocument60 pagesBab 27B Pengelasan FusiAqil AthoillahPas encore d'évaluation
- Experiment No 02: AIM To Study Resistance Welding & Its SetupDocument6 pagesExperiment No 02: AIM To Study Resistance Welding & Its Setuprahul9981759900Pas encore d'évaluation
- Welding Process 4Document38 pagesWelding Process 4Janmayjoy Halder SwagataPas encore d'évaluation
- WeldingDocument12 pagesWeldingChaudhry BrothersPas encore d'évaluation
- WeldingDocument27 pagesWeldingCleo Elveña100% (1)
- Welding (18 02 20) PDFDocument96 pagesWelding (18 02 20) PDFEDISON OCHIENGPas encore d'évaluation
- Welding SlidesDocument99 pagesWelding SlidesMuhammad ImranPas encore d'évaluation
- Welding ConnectionDocument46 pagesWelding ConnectionSabih Hashim AlzuhairyPas encore d'évaluation
- Joining & Assembly Lecture on Welding ProcessesDocument138 pagesJoining & Assembly Lecture on Welding ProcessesAmjad AliPas encore d'évaluation
- Fusion Welding Techniques GuideDocument16 pagesFusion Welding Techniques Guidevijju ajjuPas encore d'évaluation
- Resistance Spot Welding ExplainedDocument13 pagesResistance Spot Welding ExplainedAashishSethiPas encore d'évaluation
- WeldingDocument169 pagesWeldingamarparimi100% (1)
- Advanced Welding Technology Ca2Document3 pagesAdvanced Welding Technology Ca2Monglafru MogPas encore d'évaluation
- General Welding GuidelinesDocument13 pagesGeneral Welding GuidelinesSamir669Pas encore d'évaluation
- Porosity - This Occurs When Gases Are Trapped in The Solidifying Weld Metal. These May AriseDocument34 pagesPorosity - This Occurs When Gases Are Trapped in The Solidifying Weld Metal. These May AriseSheshikanth DonPas encore d'évaluation
- Common Expressions: Arc WeldingDocument3 pagesCommon Expressions: Arc WeldingKirti DuttPas encore d'évaluation
- Design and Study of Floating Roof For Oil Storage TanksDocument20 pagesDesign and Study of Floating Roof For Oil Storage TanksswaminathanPas encore d'évaluation
- Tank SketchDocument7 pagesTank SketchNehaJainPas encore d'évaluation
- Stainless Steel GuideDocument22 pagesStainless Steel Guideasfarjee67% (6)
- Toughness TestDocument25 pagesToughness TestNehaJainPas encore d'évaluation
- Spirax Sarco Design of Fluid Systems 2Document66 pagesSpirax Sarco Design of Fluid Systems 2mahonde100% (2)
- Welding ImperfectionsDocument10 pagesWelding ImperfectionsNehaJainPas encore d'évaluation
- Instructiuni La SuduraDocument36 pagesInstructiuni La SuduraAntohi CatalinPas encore d'évaluation
- ConsumablesDocument9 pagesConsumablesNehaJainPas encore d'évaluation
- Steam TablesDocument6 pagesSteam TablesRichard Olawoyin100% (1)
- Budget EstimatesDocument251 pagesBudget EstimatesMUHAMMAD QASIM RAJPARPas encore d'évaluation
- ANR causes and solutionsDocument2 pagesANR causes and solutionsPRAKHAR SRIVASTAVAPas encore d'évaluation
- Smart Lighting Market Analysis and Forecast 2025 by Global Marketing InsightsDocument5 pagesSmart Lighting Market Analysis and Forecast 2025 by Global Marketing InsightsEko Hadi Susanto100% (1)
- PLCDocument16 pagesPLCMohit Kinger100% (1)
- Engine Service Tool ReferenceDocument4 pagesEngine Service Tool ReferenceandrzejPas encore d'évaluation
- The hyperwall: A multiple display wall for visualizing high-dimensional dataDocument4 pagesThe hyperwall: A multiple display wall for visualizing high-dimensional dataMahendra PututPas encore d'évaluation
- Letter To Local Residents From Sutton Council Re. Lidl Development To Replace Matalan Ref DM2019-02113 10 January 2020Document5 pagesLetter To Local Residents From Sutton Council Re. Lidl Development To Replace Matalan Ref DM2019-02113 10 January 2020etajohnPas encore d'évaluation
- Counter List HuaweiDocument14 pagesCounter List Huaweiwedewe02Pas encore d'évaluation
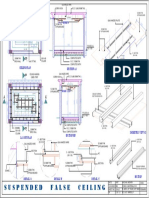
- Gypsum Ceiling PDFDocument1 pageGypsum Ceiling PDFAanchal Mishra100% (1)
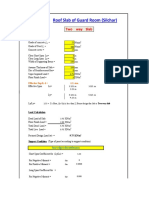
- Roof Slab of Guard RoomDocument3 pagesRoof Slab of Guard RoomAditya KumarPas encore d'évaluation
- Ite 001aDocument6 pagesIte 001ajoshuaPas encore d'évaluation
- Industry 4.0 FinaleDocument25 pagesIndustry 4.0 FinaleFrame UkirkacaPas encore d'évaluation
- Saint Louis University Baguio City Principal'S Recommendation FormDocument1 pageSaint Louis University Baguio City Principal'S Recommendation FormnidzPas encore d'évaluation
- TCON300Document722 pagesTCON300DGGPas encore d'évaluation
- Sample Lab ReportDocument4 pagesSample Lab ReportHolley WrightPas encore d'évaluation
- Answers About HubSpotDocument1 pageAnswers About HubSpotPrasetyaPas encore d'évaluation
- Trace MasterDocument29 pagesTrace Masterapi-3858801Pas encore d'évaluation
- HTML Project RestaurantDocument8 pagesHTML Project RestaurantSandeep Chowdary0% (1)
- Infantry WeaponsDocument61 pagesInfantry WeaponsKaran SahotaPas encore d'évaluation
- 1893 Shadow RunDocument6 pages1893 Shadow RungibbamonPas encore d'évaluation
- Royal 3KW Solar System: Ref: RSE/SQ/804/2020 Date: 09-28-2020 Sale QuotationDocument3 pagesRoyal 3KW Solar System: Ref: RSE/SQ/804/2020 Date: 09-28-2020 Sale Quotationmuhammad aliPas encore d'évaluation
- Designing The Marketing Channels 13Document13 pagesDesigning The Marketing Channels 13Gajender SinghPas encore d'évaluation
- Method of MomentsDocument114 pagesMethod of MomentsankladhaPas encore d'évaluation
- 3., 4., & 9. RBXC Catalogue Local 2015Document16 pages3., 4., & 9. RBXC Catalogue Local 2015Nilesh RanadeviPas encore d'évaluation
- 3095MV Calibration Procedure W QuickCal Merian 4010Document8 pages3095MV Calibration Procedure W QuickCal Merian 4010luisalbertopumaPas encore d'évaluation
- Raft Foundations - Design & Analysis With A Practical Approach PDFDocument140 pagesRaft Foundations - Design & Analysis With A Practical Approach PDFemmanuel83% (6)
- Grant Park Platform Bedroom Set Furniture RowDocument1 pageGrant Park Platform Bedroom Set Furniture Rowjyzjz6sr65Pas encore d'évaluation
- Astral Column Pipe PricelistDocument4 pagesAstral Column Pipe PricelistVaishamPas encore d'évaluation
- Stereoscopic Restitution Instruments: Materi Kuliah GD3204 Fotogrametri I, Semester I-2009/2010Document50 pagesStereoscopic Restitution Instruments: Materi Kuliah GD3204 Fotogrametri I, Semester I-2009/2010ththaalPas encore d'évaluation
- The Causes of Shear Cracking in Prestressed Concrete Box Girder BridgesDocument10 pagesThe Causes of Shear Cracking in Prestressed Concrete Box Girder BridgesVipin Kumar ParasharPas encore d'évaluation
- Understanding Automotive Electronics: An Engineering PerspectiveD'EverandUnderstanding Automotive Electronics: An Engineering PerspectiveÉvaluation : 3.5 sur 5 étoiles3.5/5 (16)
- Design for How People Think: Using Brain Science to Build Better ProductsD'EverandDesign for How People Think: Using Brain Science to Build Better ProductsÉvaluation : 4 sur 5 étoiles4/5 (8)
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryD'EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryÉvaluation : 4 sur 5 étoiles4/5 (5)
- Transformed: Moving to the Product Operating ModelD'EverandTransformed: Moving to the Product Operating ModelÉvaluation : 4 sur 5 étoiles4/5 (1)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureD'EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsD'EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsPas encore d'évaluation
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableD'EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginablePas encore d'évaluation
- The User's Journey: Storymapping Products That People LoveD'EverandThe User's Journey: Storymapping Products That People LoveÉvaluation : 3.5 sur 5 étoiles3.5/5 (8)
- Operational Amplifier Circuits: Analysis and DesignD'EverandOperational Amplifier Circuits: Analysis and DesignÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Electrical Principles and Technology for EngineeringD'EverandElectrical Principles and Technology for EngineeringÉvaluation : 4 sur 5 étoiles4/5 (4)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsD'EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsPas encore d'évaluation
- 507 Mechanical Movements: Mechanisms and DevicesD'Everand507 Mechanical Movements: Mechanisms and DevicesÉvaluation : 4 sur 5 étoiles4/5 (28)
- Top-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsD'EverandTop-Down Digital VLSI Design: From Architectures to Gate-Level Circuits and FPGAsPas encore d'évaluation
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceD'EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceÉvaluation : 4 sur 5 étoiles4/5 (19)
- Iconic Advantage: Don’t Chase the New, Innovate the OldD'EverandIconic Advantage: Don’t Chase the New, Innovate the OldÉvaluation : 4 sur 5 étoiles4/5 (1)
- Design Is The Problem: The Future of Design Must Be SustainableD'EverandDesign Is The Problem: The Future of Design Must Be SustainableÉvaluation : 1.5 sur 5 étoiles1.5/5 (2)
- The Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorD'EverandThe Box: How the Shipping Container Made the World Smaller and the World Economy Bigger - Second Edition with a new chapter by the authorÉvaluation : 4 sur 5 étoiles4/5 (7)
- What to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationD'EverandWhat to Expect When You're Expecting Robots: The Future of Human-Robot CollaborationÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- UX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesD'EverandUX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesPas encore d'évaluation