Vous aimerez peut-être aussi
- Lean ToolsDocument57 pagesLean ToolsJagdeep BajwaPas encore d'évaluation
- Total Quality Management - TQMB19-5: Session 03 Value Stream Mapping (Steps) + Six Sigma Process (Concept)Document26 pagesTotal Quality Management - TQMB19-5: Session 03 Value Stream Mapping (Steps) + Six Sigma Process (Concept)Ankur GoyalPas encore d'évaluation
- Leanu3apresentation 1Document54 pagesLeanu3apresentation 1Tato FloresPas encore d'évaluation
- Lean and QualityDocument38 pagesLean and Qualitybharat258Pas encore d'évaluation
- By Aparna T C Asok Mohan Kirubakaran Saikat VijayDocument21 pagesBy Aparna T C Asok Mohan Kirubakaran Saikat VijayaparnatcPas encore d'évaluation
- ORMB11-1 - Session 13Document19 pagesORMB11-1 - Session 13Sandeep KumarPas encore d'évaluation
- Premiere Manufacturing Case Study, Step 1: Background: The Present SituationDocument161 pagesPremiere Manufacturing Case Study, Step 1: Background: The Present Situationaqsa imranPas encore d'évaluation
- Just-In-Time SystemsDocument32 pagesJust-In-Time SystemsSuhas PanditPas encore d'évaluation
- OTM Slides1Document24 pagesOTM Slides1Sushuma NallaPas encore d'évaluation
- Lean Manufacturing & VSMDocument131 pagesLean Manufacturing & VSMRa Balamurugan100% (1)
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowD'EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowÉvaluation : 4 sur 5 étoiles4/5 (1)
- Long Range Intermediate Range: ManufacturingDocument59 pagesLong Range Intermediate Range: Manufacturingprateekgenext9754Pas encore d'évaluation
- Production & Operation ManagementDocument81 pagesProduction & Operation Managementpura_malliPas encore d'évaluation
- Chapter 1 Introduction To POM PDFDocument19 pagesChapter 1 Introduction To POM PDFakankaroraPas encore d'évaluation
- Pull System and KanbanDocument22 pagesPull System and KanbanMuhammad AisamuddinPas encore d'évaluation
- Toyota Production SystemDocument33 pagesToyota Production SystemMohit SharmaPas encore d'évaluation
- Layout and Line BalancingDocument72 pagesLayout and Line BalancingJolly JyotiPas encore d'évaluation
- Introduction: Evolution of Operations: Strategy FormulationDocument7 pagesIntroduction: Evolution of Operations: Strategy FormulationYounG TerKPas encore d'évaluation
- Operations PlanningDocument58 pagesOperations PlanningLearning Space TutorsPas encore d'évaluation
- Presentation On Lean Manufacturing: Course Title: Ergonomics and Productivity Engineering Sessional Course Code: IPE 3202Document26 pagesPresentation On Lean Manufacturing: Course Title: Ergonomics and Productivity Engineering Sessional Course Code: IPE 3202Ayman Sajjad AkashPas encore d'évaluation
- Lecture-5-Process Selection & Layout DesignDocument28 pagesLecture-5-Process Selection & Layout Designhalaku duttaPas encore d'évaluation
- ACE Silver 2015 PresentationDocument20 pagesACE Silver 2015 PresentationY BPas encore d'évaluation
- SchedulingDocument106 pagesSchedulingVaibhav PunethaPas encore d'évaluation
- SAP OptimizationDocument28 pagesSAP Optimizationmanish16120% (1)
- Unit III - Prod. Mgt.Document60 pagesUnit III - Prod. Mgt.coxshulerPas encore d'évaluation
- ChryslerDocument117 pagesChryslerdokser29100% (1)
- A Presentation On Lean ShipbuildingDocument32 pagesA Presentation On Lean ShipbuildingAndre BluePas encore d'évaluation
- Facility LayoutDocument34 pagesFacility LayoutTabi AlamPas encore d'évaluation
- Design and New Product Development Session 3Document56 pagesDesign and New Product Development Session 3Khushboo Manish KPas encore d'évaluation
- MODULE 14 The Conversion CycleDocument4 pagesMODULE 14 The Conversion CycleEuli Mae SomeraPas encore d'évaluation
- Inching Towards Lean Manufacturing: Prepared By: Cutting Process ImprovementDocument64 pagesInching Towards Lean Manufacturing: Prepared By: Cutting Process ImprovementsnaveseekerPas encore d'évaluation
- Lecture 27-28 Jit & Lean SystemsDocument59 pagesLecture 27-28 Jit & Lean Systemsmanali VaidyaPas encore d'évaluation
- 1-Process SelectionDocument43 pages1-Process SelectionTejas BhavsarPas encore d'évaluation
- Production Planning and Control Methods, Aggregate Planning, Capacity Planing, SchedulingDocument51 pagesProduction Planning and Control Methods, Aggregate Planning, Capacity Planing, SchedulingkapilmantriPas encore d'évaluation
- Supplier Audit Checklist - ZftvsDocument3 pagesSupplier Audit Checklist - Zftvsaboo2uPas encore d'évaluation
- Process ManufacturingDocument28 pagesProcess ManufacturinghaillPas encore d'évaluation
- JITfinalDocument40 pagesJITfinalRatnesh Kumar RaiPas encore d'évaluation
- Lean Operations & JITDocument29 pagesLean Operations & JITkushalPas encore d'évaluation
- Template Process Optimization Check ListDocument1 pageTemplate Process Optimization Check ListNithiyakumar.PPas encore d'évaluation
- ACYMAG2 NotesDocument60 pagesACYMAG2 NotesAngel JamianaPas encore d'évaluation
- CQI Wessex ISO-TS CORE TOOLS Presentation John Skinner 11dec12Document54 pagesCQI Wessex ISO-TS CORE TOOLS Presentation John Skinner 11dec12Gabryel BogdanPas encore d'évaluation
- MRP and ERPzxcDocument89 pagesMRP and ERPzxcGerald De Leon MagsinoPas encore d'évaluation
- Total Quality Management - TQMB19-5: Session 04 Six Sigma Project (Concepts) + DMAIC Step 1 (Define)Document25 pagesTotal Quality Management - TQMB19-5: Session 04 Six Sigma Project (Concepts) + DMAIC Step 1 (Define)Ankur GoyalPas encore d'évaluation
- COQ Sample AftDocument14 pagesCOQ Sample AftrmdarisaPas encore d'évaluation
- Selecting and Planning The Process of ManufactureDocument24 pagesSelecting and Planning The Process of ManufactureMagitha MagiPas encore d'évaluation
- Operations NotesDocument15 pagesOperations NotesBhavesh JaniPas encore d'évaluation
- TQMBH14-5 - Session 04Document28 pagesTQMBH14-5 - Session 04nikaro1989Pas encore d'évaluation
- ToyotaDocument49 pagesToyotaShashank Ve100% (1)
- Aeroplane Game: Lean GamesDocument58 pagesAeroplane Game: Lean GamesGURMUKH SINGH100% (1)
- 2023 Hybrid Kevin PitneyDocument3 pages2023 Hybrid Kevin PitneyPragya shuklaPas encore d'évaluation
- Manufacturing Process Excellence Handout (J Bero)Document38 pagesManufacturing Process Excellence Handout (J Bero)Dann DanPas encore d'évaluation
- Lean Tool Glosary - Top 25Document3 pagesLean Tool Glosary - Top 25funchesitoPas encore d'évaluation
- Manufacturing Resource Planning M&IS 34064 Section 001 David F. Bolton, CFPIM, C.P.M. Materials Manager, Rotek IncDocument42 pagesManufacturing Resource Planning M&IS 34064 Section 001 David F. Bolton, CFPIM, C.P.M. Materials Manager, Rotek Inceternal_rhymes6972Pas encore d'évaluation
- OM QuizDocument6 pagesOM Quizshrivikram_795320213Pas encore d'évaluation
- SMED – How to Do a Quick Changeover?: Toyota Production System ConceptsD'EverandSMED – How to Do a Quick Changeover?: Toyota Production System ConceptsÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Chapter 5 Lean Manufacturing System ConceptDocument29 pagesChapter 5 Lean Manufacturing System ConceptcandraPas encore d'évaluation
- KanbanDocument6 pagesKanbandivi86Pas encore d'évaluation
- Manufacturing Wastes Stream: Toyota Production System Lean Principles and ValuesD'EverandManufacturing Wastes Stream: Toyota Production System Lean Principles and ValuesÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Employment Application: (Newgen Software Technologies LTD, D-162 Okhla Phase I, New Delhi - 110020) PersonalDocument5 pagesEmployment Application: (Newgen Software Technologies LTD, D-162 Okhla Phase I, New Delhi - 110020) PersonalArghya MukherjeePas encore d'évaluation
- Digital TransformationDocument26 pagesDigital TransformationArghya Mukherjee100% (1)
- Togaf 9 1 Cheat Sheet v0 2Document13 pagesTogaf 9 1 Cheat Sheet v0 2Arghya Mukherjee67% (3)
- E-Readiness QuestionnaireDocument6 pagesE-Readiness QuestionnaireArghya MukherjeePas encore d'évaluation
- SAP For Managers: An Overview: Friday, February 27, 2015 1Document58 pagesSAP For Managers: An Overview: Friday, February 27, 2015 1Arghya MukherjeePas encore d'évaluation
- Case Study SevenDocument3 pagesCase Study SevenArghya MukherjeePas encore d'évaluation
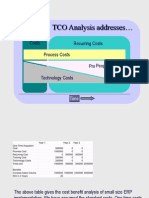
- TCO Analysis Addresses : One-Time Acquisition Costs Process CostsDocument3 pagesTCO Analysis Addresses : One-Time Acquisition Costs Process CostsArghya MukherjeePas encore d'évaluation
- Chapter-8 Rationalization of SKU: Certificate in Strategic Retail ManagementDocument12 pagesChapter-8 Rationalization of SKU: Certificate in Strategic Retail ManagementArghya MukherjeePas encore d'évaluation
- Chapter-6 Customer Centric Assortment Planning: Certificate in Strategic Retail ManagementDocument15 pagesChapter-6 Customer Centric Assortment Planning: Certificate in Strategic Retail ManagementArghya MukherjeePas encore d'évaluation
- Village Report - SEEDSDocument8 pagesVillage Report - SEEDSArghya MukherjeePas encore d'évaluation
- United Nations Literacy Decade: Effective PracticeDocument3 pagesUnited Nations Literacy Decade: Effective PracticeArghya MukherjeePas encore d'évaluation
- Human Resource Planning in Health CareDocument3 pagesHuman Resource Planning in Health CarevishalbdsPas encore d'évaluation
- Rules and IBA Suggestions On Disciplinary ProceedingsDocument16 pagesRules and IBA Suggestions On Disciplinary Proceedingshimadri_bhattacharje100% (1)
- TLG 82201Document7 pagesTLG 82201beatmymeat100% (2)
- WaveDocument1 pageWavejimbiePas encore d'évaluation
- Reaction On The 83RD Post Graduate Course On Occupational Health and SafetyDocument1 pageReaction On The 83RD Post Graduate Course On Occupational Health and SafetyEdcelle SabanalPas encore d'évaluation
- 2009-Journal of Pharmacy and PharmacologyDocument37 pages2009-Journal of Pharmacy and PharmacologyLeticia Bonancio CerqueiraPas encore d'évaluation
- Classroom Management PaperDocument7 pagesClassroom Management PaperdessyutamiPas encore d'évaluation
- Case Digest: Pedro Elcano and Patricia Elcano Vs - Reginald Hill and Marvin HillDocument5 pagesCase Digest: Pedro Elcano and Patricia Elcano Vs - Reginald Hill and Marvin Hillshirlyn cuyongPas encore d'évaluation
- Nutrition and Diet Therapy ExaminationDocument8 pagesNutrition and Diet Therapy ExaminationIrwan M. Iskober100% (3)
- MathTextbooks9 12Document64 pagesMathTextbooks9 12Andrew0% (1)
- Si493b 1Document3 pagesSi493b 1Sunil KhadkaPas encore d'évaluation
- CH 2 & CH 3 John R. Schermerhorn - Management-Wiley (2020)Document9 pagesCH 2 & CH 3 John R. Schermerhorn - Management-Wiley (2020)Muhammad Fariz IbrahimPas encore d'évaluation
- Chanakya National Law UniversityDocument23 pagesChanakya National Law Universityshubham kumarPas encore d'évaluation
- Adult Consensual SpankingDocument21 pagesAdult Consensual Spankingswl156% (9)
- Electronic Check ProcessingDocument1 pageElectronic Check Processingaaes2Pas encore d'évaluation
- Jackson Et Al 2019 Using The Analytical Target Profile To Drive The Analytical Method LifecycleDocument9 pagesJackson Et Al 2019 Using The Analytical Target Profile To Drive The Analytical Method LifecyclerbmourePas encore d'évaluation
- Adobe Voice Assessment Tool-FinalDocument1 pageAdobe Voice Assessment Tool-Finalapi-268484302Pas encore d'évaluation
- Compare and Contrast Two Cultures Celebrate Between Bali and JavaDocument1 pageCompare and Contrast Two Cultures Celebrate Between Bali and JavaqonitazmiPas encore d'évaluation
- De Villa vs. Court of AppealsDocument1 pageDe Villa vs. Court of AppealsValerie Aileen AnceroPas encore d'évaluation
- Child Labour: Summary: Is The Imposition of Sanctions On States The Best Way To End ChildDocument3 pagesChild Labour: Summary: Is The Imposition of Sanctions On States The Best Way To End ChildPrinting PandaPas encore d'évaluation
- Kepimpinan BerwawasanDocument18 pagesKepimpinan BerwawasanandrewanumPas encore d'évaluation
- Operations Management and Operations PerformanceDocument59 pagesOperations Management and Operations PerformancePauline LagtoPas encore d'évaluation
- Photosynthesis 9700 CieDocument8 pagesPhotosynthesis 9700 CietrinhcloverPas encore d'évaluation
- Jacob Boehme Bibliography 6 August LatestDocument20 pagesJacob Boehme Bibliography 6 August Latestuli20Pas encore d'évaluation
- Schmitt Allik 2005 ISDP Self Esteem - 000 PDFDocument20 pagesSchmitt Allik 2005 ISDP Self Esteem - 000 PDFMariana KapetanidouPas encore d'évaluation
- Deception With GraphsDocument7 pagesDeception With GraphsTanmay MaityPas encore d'évaluation
- 05 The Scriptures. New Testament. Hebrew-Greek-English Color Coded Interlinear: ActsDocument382 pages05 The Scriptures. New Testament. Hebrew-Greek-English Color Coded Interlinear: ActsMichaelPas encore d'évaluation
- World Bank Case StudyDocument60 pagesWorld Bank Case StudyYash DhanukaPas encore d'évaluation
- Money Management Behavior and Spending Behavior Among Working Professionals in Silang, CaviteDocument8 pagesMoney Management Behavior and Spending Behavior Among Working Professionals in Silang, CaviteAshley JoycePas encore d'évaluation
- Basa BasaDocument4 pagesBasa Basamarilou sorianoPas encore d'évaluation