Vous aimerez peut-être aussi
- Tarea Yuliana GonzalezDocument5 pagesTarea Yuliana GonzalezJareth GonzalezPas encore d'évaluation
- Memoradum NDocument1 pageMemoradum NAngel BenitesPas encore d'évaluation
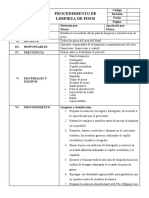
- Poes PisosDocument2 pagesPoes PisosAngel Benites100% (1)
- CARATULADocument3 pagesCARATULAAngel BenitesPas encore d'évaluation
- Formato de Charlas InduccionDocument1 pageFormato de Charlas InduccionAngel BenitesPas encore d'évaluation
- Control T y O2Document10 pagesControl T y O2Angel BenitesPas encore d'évaluation
- Formato de Charlas de SeguridadDocument1 pageFormato de Charlas de SeguridadAngel BenitesPas encore d'évaluation
- OPORTUNIDADESDocument1 pageOPORTUNIDADESAngel BenitesPas encore d'évaluation
- Formato de ResultadoDocument16 pagesFormato de ResultadoAngel BenitesPas encore d'évaluation
- Comercio InternacionalDocument5 pagesComercio InternacionalAngel BenitesPas encore d'évaluation
- Carta 1 Inversiones Del ValleDocument1 pageCarta 1 Inversiones Del ValleAngel BenitesPas encore d'évaluation
- Registro de Equipos de Seguridad o EmergenciaDocument1 pageRegistro de Equipos de Seguridad o EmergenciaAngel BenitesPas encore d'évaluation
- SENA2021n2311939nenglishn6 19615e2d0bb346aDocument11 pagesSENA2021n2311939nenglishn6 19615e2d0bb346aLucy Andrea Tobon LondoñoPas encore d'évaluation
- Guia de Inspeccion RespuestasDocument32 pagesGuia de Inspeccion RespuestasMaria Del Pilar CaicedoPas encore d'évaluation
- Fisica2017 PDFDocument131 pagesFisica2017 PDFFilosofia Liceo Santander100% (1)
- 116 Examen Sustitutorio Modulo Vii, Viii y IxDocument2 pages116 Examen Sustitutorio Modulo Vii, Viii y Ixoscarariagna100% (1)
- Secadores FD PDFDocument12 pagesSecadores FD PDFAdolfo LeonPas encore d'évaluation
- EBCDocument15 pagesEBCIP ProgramaciónPas encore d'évaluation
- Procdimiento de RadicaciónDocument16 pagesProcdimiento de RadicaciónSebastian Higuera CortesPas encore d'évaluation
- Libro EmocionesDocument17 pagesLibro EmocionesSilvia CejudoPas encore d'évaluation
- Sindrome de BurnoutDocument4 pagesSindrome de BurnoutPaola ValdezPas encore d'évaluation
- Proyecto Final Estatica PDFDocument14 pagesProyecto Final Estatica PDFisabel arriagaPas encore d'évaluation
- AMEFDocument64 pagesAMEFQuique RGPas encore d'évaluation
- Trabajo Uñas EsculpidasDocument33 pagesTrabajo Uñas EsculpidasJaneth Johanna RosadoPas encore d'évaluation
- Plan Calendario Socioantropologia-Fisioterapia s1-2024Document8 pagesPlan Calendario Socioantropologia-Fisioterapia s1-2024Michelle MuñozPas encore d'évaluation
- Silabo PPP Ciclo 2022-IDocument7 pagesSilabo PPP Ciclo 2022-ISayuri EsquénPas encore d'évaluation
- Trabajo en EquipoDocument12 pagesTrabajo en EquipoFelipe Trujillo GomezPas encore d'évaluation
- S2 - Práctica de Laboratorio 19 - Restauración Del Sistema en Windows 8Document11 pagesS2 - Práctica de Laboratorio 19 - Restauración Del Sistema en Windows 8Rolando E Guzman NPas encore d'évaluation
- Planeación Educativa y Diseño CurricularDocument10 pagesPlaneación Educativa y Diseño CurricularSuria Aguilar de Pardo100% (1)
- La Excepción y La NormaDocument14 pagesLa Excepción y La NormazapruderPas encore d'évaluation
- 16 - Técnicas de RebobinadoDocument7 pages16 - Técnicas de Rebobinadoremberto caceresPas encore d'évaluation
- Manual de Documentacion Militar 2018Document41 pagesManual de Documentacion Militar 2018Nicolas BaezPas encore d'évaluation
- Reparación de Fuentes de Poder by EnigmaelectronicaDocument32 pagesReparación de Fuentes de Poder by EnigmaelectronicaJesus Jhonny Quispe Rojas100% (1)
- Taller - Formas de Expresar La Concentración de Soluciones - Quimica 1Document2 pagesTaller - Formas de Expresar La Concentración de Soluciones - Quimica 1Alex AlexPas encore d'évaluation
- Proced. Quejas y SugerenciasDocument10 pagesProced. Quejas y SugerenciasPG HeroPas encore d'évaluation
- Gestión Básica de Almacenamiento IIIDocument34 pagesGestión Básica de Almacenamiento IIIGabrielaRodríguezVelardedeBayaPas encore d'évaluation
- PDF Boletaeb01 5220607862312Document1 pagePDF Boletaeb01 5220607862312Rolando Herrera MatosPas encore d'évaluation
- BIOLOGIA 15 DICIEMBRE 3 Bgu 2021 PROYECTO 6Document6 pagesBIOLOGIA 15 DICIEMBRE 3 Bgu 2021 PROYECTO 6ROME StudiosPas encore d'évaluation
- Castillo Perez Veronica SecuenciaDocument107 pagesCastillo Perez Veronica SecuenciaJaime Eduardo Remuzgo RuizPas encore d'évaluation
- Preguntas Cap 11Document5 pagesPreguntas Cap 11Claudia CastilloPas encore d'évaluation
- Pregunta1 13Document7 pagesPregunta1 13Escobar Gabidia PragaPas encore d'évaluation