Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- 6 Slickline OperationsDocument302 pages6 Slickline OperationsAntonio Bevilacqua100% (4)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Fundamentals of Fluid Film LubricationDocument713 pagesFundamentals of Fluid Film Lubricationmans2014100% (3)
- 01-RH124 Red Hat System Administration IIDocument4 pages01-RH124 Red Hat System Administration IIpimentel-diogo2056Pas encore d'évaluation
- Generic TWS600S Service ManualDocument113 pagesGeneric TWS600S Service ManualWise So100% (2)
- 3rd Generation Tapered Roller Hub UnitDocument1 page3rd Generation Tapered Roller Hub Unitmans2014Pas encore d'évaluation
- Bearing Calculation: Extract From The Railway Technical Handbook, Volume 1, Chapter 5, Page 106 To 121Document18 pagesBearing Calculation: Extract From The Railway Technical Handbook, Volume 1, Chapter 5, Page 106 To 121avabhyankar9393Pas encore d'évaluation
- Effects of Heat Treatments On Steels For Bearing ApplicationsDocument8 pagesEffects of Heat Treatments On Steels For Bearing Applicationsmans2014Pas encore d'évaluation
- Contact FatigueDocument6 pagesContact Fatiguemans2014Pas encore d'évaluation
- New Proof Rule Tapered Roller Bearingin PDFDocument7 pagesNew Proof Rule Tapered Roller Bearingin PDFFabinho GarciaPas encore d'évaluation
- Tpi 226 de enDocument31 pagesTpi 226 de enhazemPas encore d'évaluation
- Transforming Attitudes and ActionsDocument7 pagesTransforming Attitudes and Actionsmans2014Pas encore d'évaluation
- Bearings and BearingsDocument27 pagesBearings and Bearingsmans2014Pas encore d'évaluation
- Unit For Surface Treatment of Metal Top LayersDocument6 pagesUnit For Surface Treatment of Metal Top Layersmans2014Pas encore d'évaluation
- Preparation and Characterization of Polymer Lubricating BearingsDocument7 pagesPreparation and Characterization of Polymer Lubricating Bearingsmans2014Pas encore d'évaluation
- Calculating Grease Quantity, FrequencyDocument5 pagesCalculating Grease Quantity, Frequencymans2014Pas encore d'évaluation
- Optimal Design of Paired Tapered Roller Bearing Under Radial and Axial Static LoadsDocument12 pagesOptimal Design of Paired Tapered Roller Bearing Under Radial and Axial Static Loadsmans2014Pas encore d'évaluation
- UTMIS Köping 2017 Isotropic-Super-FinishDocument30 pagesUTMIS Köping 2017 Isotropic-Super-Finishmans2014Pas encore d'évaluation
- Bca Overview 2018Document8 pagesBca Overview 2018mans2014Pas encore d'évaluation
- Team Conflict ResolutionsDocument5 pagesTeam Conflict Resolutionsmans2014Pas encore d'évaluation
- 387a-382a TimkenDocument1 page387a-382a Timkenmans2014Pas encore d'évaluation
- Analysis of Grease Lubrication of Rolling Bearings Using Acoustic Emission MeasurementsDocument17 pagesAnalysis of Grease Lubrication of Rolling Bearings Using Acoustic Emission Measurementsmans2014Pas encore d'évaluation
- RoboticsDocument36 pagesRoboticsmans2014Pas encore d'évaluation
- MD Catalog Oct2018 UpdateDocument8 pagesMD Catalog Oct2018 Updatemans2014Pas encore d'évaluation
- Bhagavad Gita - With Sri Shankaracharya CommentaryDocument508 pagesBhagavad Gita - With Sri Shankaracharya CommentaryEstudante da Vedanta100% (24)
- Bhagavad Gita - With Sri Shankaracharya CommentaryDocument508 pagesBhagavad Gita - With Sri Shankaracharya CommentaryEstudante da Vedanta100% (24)
- Time Management: A Practical Guide To Efficiently Prioritizing Your Time, Enabling You To Achieve Optimum ResultsDocument3 pagesTime Management: A Practical Guide To Efficiently Prioritizing Your Time, Enabling You To Achieve Optimum Resultsmans2014Pas encore d'évaluation
- Sensormount For Easy To Use, Fast and Reliable Drive-Up On Shaft SeatingsDocument4 pagesSensormount For Easy To Use, Fast and Reliable Drive-Up On Shaft Seatingsmans2014Pas encore d'évaluation
- FA Tapered enDocument5 pagesFA Tapered enjbalageePas encore d'évaluation
- FA Tapered enDocument5 pagesFA Tapered enjbalageePas encore d'évaluation
- Effect of Surface Hardening Technique and Case Depth On Rolling Contact Fatigue Behaviour of Alloy SteelsDocument12 pagesEffect of Surface Hardening Technique and Case Depth On Rolling Contact Fatigue Behaviour of Alloy Steelsmans2014Pas encore d'évaluation
- FA Tapered enDocument5 pagesFA Tapered enjbalageePas encore d'évaluation
- Passport Appointment PDFDocument5 pagesPassport Appointment PDFRitu AgarwalPas encore d'évaluation
- Types of CCTVDocument12 pagesTypes of CCTVpradeeplava950Pas encore d'évaluation
- BTD-Final Lesson PlanDocument22 pagesBTD-Final Lesson PlanSunil BajantriPas encore d'évaluation
- Fireplace ManualDocument40 pagesFireplace Manualresistancebeta6Pas encore d'évaluation
- CHAPTER 2 Eff Comm ModelsDocument9 pagesCHAPTER 2 Eff Comm ModelsSubhash SoniPas encore d'évaluation
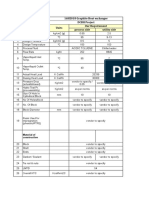
- 16HE018 Graphite Heat Exchanger DCBH Project Sr. No. Particulars Units Our Requirement Process Side Utility SideDocument2 pages16HE018 Graphite Heat Exchanger DCBH Project Sr. No. Particulars Units Our Requirement Process Side Utility SideBhaumik BhuvaPas encore d'évaluation
- Algorithmic Versus Human AdviceDocument31 pagesAlgorithmic Versus Human AdviceDaqiang ChenPas encore d'évaluation
- Co-Ordinate Measuring Machines & It's Applications: Introduction ToDocument65 pagesCo-Ordinate Measuring Machines & It's Applications: Introduction Toshiva dPas encore d'évaluation
- Harden's Spices Model For Biochemistry in Medical CurriculumDocument10 pagesHarden's Spices Model For Biochemistry in Medical CurriculumGlobal Research and Development Services100% (1)
- Russian Codes: Catalog of Regulations Available To OrderDocument2 pagesRussian Codes: Catalog of Regulations Available To OrderHpafin54Pas encore d'évaluation
- Project Plan TemplateDocument4 pagesProject Plan TemplateEricKangPas encore d'évaluation
- SP2000 COD Testkits 2014Document5 pagesSP2000 COD Testkits 2014Andres FalmacelPas encore d'évaluation
- CFD Analysis of Free Cooling of Modular Data CentersDocument4 pagesCFD Analysis of Free Cooling of Modular Data CentersEmad AbdelsamadPas encore d'évaluation
- Tutorial 9Document4 pagesTutorial 9fawwazfauzi2004Pas encore d'évaluation
- TM - A5ck, CC, CM - y PDFDocument102 pagesTM - A5ck, CC, CM - y PDFslipargolokPas encore d'évaluation
- Company in India" DTDC Constantly Endeavours To Meet & Exceed Customers'Document7 pagesCompany in India" DTDC Constantly Endeavours To Meet & Exceed Customers'Vinod KumarPas encore d'évaluation
- Lecture 1 - Auditing & Internal ControlDocument63 pagesLecture 1 - Auditing & Internal ControlLei CasiplePas encore d'évaluation
- Pump Installation Report: 30 Damascus Road, Suite 115 Bedford, Nova Scotia B4A 0C1Document1 pagePump Installation Report: 30 Damascus Road, Suite 115 Bedford, Nova Scotia B4A 0C1Yosif BabekerPas encore d'évaluation
- Emd-Mi928 Sistema de LubricacionDocument6 pagesEmd-Mi928 Sistema de LubricacionVictor Raul Tobosque Muñoz100% (1)
- StetindDocument6 pagesStetindGiovanniPas encore d'évaluation
- Sheet 3Document5 pagesSheet 3Yasmin RedaPas encore d'évaluation
- TMH 2019 2020 Mail PasswordDocument7 pagesTMH 2019 2020 Mail PasswordAni AbrahamyanPas encore d'évaluation
- Careers 2Document1 pageCareers 2CityPressPas encore d'évaluation
- Civil Engineering Interview QuestionsDocument12 pagesCivil Engineering Interview Questionsjadgug100% (1)
- SFTP Certificate Handling in BISDocument18 pagesSFTP Certificate Handling in BISkemoT1990TM100% (1)
- Document R0908A - Complete Guide To Reach OnAir! V3.0Document33 pagesDocument R0908A - Complete Guide To Reach OnAir! V3.0scribdlertooPas encore d'évaluation
- Barrett Light 50Document23 pagesBarrett Light 50Zayd Iskandar Dzolkarnain Al-HadramiPas encore d'évaluation