Vous aimerez peut-être aussi
- Reliability Calculations: What, Why, When & How Do We Benefit From Them?Document16 pagesReliability Calculations: What, Why, When & How Do We Benefit From Them?Jayson SoguilonPas encore d'évaluation
- Rome Laboratory Reliability Engineer's Toolkit, April 1993Document255 pagesRome Laboratory Reliability Engineer's Toolkit, April 1993goldpanr8222100% (4)
- WPS For Different Materail by BhelDocument176 pagesWPS For Different Materail by Bhelsaisssms911691% (46)
- DoD FMECA From Reliability Analysis CenterDocument127 pagesDoD FMECA From Reliability Analysis Centerpozolab100% (7)
- E127Document13 pagesE127UTshooterPas encore d'évaluation
- Sample - Solution Manual Reliability Engineering by Singiresu RaoDocument18 pagesSample - Solution Manual Reliability Engineering by Singiresu RaoManish SawaiyanPas encore d'évaluation
- CMMS computerized maintenance management system The Ultimate Step-By-Step GuideD'EverandCMMS computerized maintenance management system The Ultimate Step-By-Step GuidePas encore d'évaluation
- Chem 105 Lab Manual 08 EKIM 1Document42 pagesChem 105 Lab Manual 08 EKIM 1hooraPas encore d'évaluation
- 13 38 Casing Preparation and Running ChecklistDocument3 pages13 38 Casing Preparation and Running ChecklistrajkumarfPas encore d'évaluation
- Reliability Block Diagram and Calculation of A Complex SystemDocument6 pagesReliability Block Diagram and Calculation of A Complex SystemknurjanniPas encore d'évaluation
- Maths - 2B Imp QuestionsDocument93 pagesMaths - 2B Imp QuestionsBandaru Chiranjeevi100% (1)
- Reliability Best Practices: Review TheseDocument18 pagesReliability Best Practices: Review TheseSV SANKARAMOORTHYPas encore d'évaluation
- Weibulls Model and System ReliabilityDocument18 pagesWeibulls Model and System ReliabilityZackSamPas encore d'évaluation
- Reliability and Maintenance (MANE 4015) : Instructor: Dr. Sayyed Ali Hosseini Winter 2015 Lecture #4Document26 pagesReliability and Maintenance (MANE 4015) : Instructor: Dr. Sayyed Ali Hosseini Winter 2015 Lecture #4FelipePas encore d'évaluation
- Design For ReliabilityDocument18 pagesDesign For Reliabilityvedpal75Pas encore d'évaluation
- Reliability Block Diagrams PDFDocument16 pagesReliability Block Diagrams PDFLuis Eduardo VielmaPas encore d'évaluation
- Fmeca ProcedureDocument11 pagesFmeca Procedurewarigiyatno100% (1)
- RBD Reliability Block DiagramDocument6 pagesRBD Reliability Block DiagramfdolopezPas encore d'évaluation
- Failure Mode and Effects Analysis (FMEA)Document37 pagesFailure Mode and Effects Analysis (FMEA)Charlie Tubaon100% (3)
- Basic Reliability Concepts and Analysis Chapter 2Document34 pagesBasic Reliability Concepts and Analysis Chapter 2Sundar Kumar Vasantha GovindarajuluPas encore d'évaluation
- Reliability CGG1, Weibull, Exponential, Log-Normal DistributionsDocument15 pagesReliability CGG1, Weibull, Exponential, Log-Normal Distributionscgg1115572100% (1)
- Reliability For BegineersDocument341 pagesReliability For Begineersblitzrags100% (12)
- Fundamentals of Reliability Engineering and ApplicationsDocument63 pagesFundamentals of Reliability Engineering and ApplicationsHanum Febriliani ValentinPas encore d'évaluation
- FMEA & Reliability Block Diagram For Dishwasher System - 061011Document11 pagesFMEA & Reliability Block Diagram For Dishwasher System - 061011Sha MaPas encore d'évaluation
- TM 5-698-6 - Reliability - Data - Collection - 2006 PDFDocument118 pagesTM 5-698-6 - Reliability - Data - Collection - 2006 PDFWurzel1946Pas encore d'évaluation
- Reliability Block DiagramsDocument9 pagesReliability Block DiagramspkannanPas encore d'évaluation
- Rome Laboratory Reliability Engineers ToolkitDocument274 pagesRome Laboratory Reliability Engineers Toolkitbrockwell496Pas encore d'évaluation
- CMMS Best Practices Study - ReliabilitywebDocument49 pagesCMMS Best Practices Study - Reliabilitywebfrank naranjo100% (1)
- Failure Mode Effects and Criticality Analysis PDFDocument2 pagesFailure Mode Effects and Criticality Analysis PDFMacPas encore d'évaluation
- Dodig m2 Quality D 2010 035Document54 pagesDodig m2 Quality D 2010 035MotherboardTVPas encore d'évaluation
- Reliability PredictionDocument7 pagesReliability PredictionbederinadmlPas encore d'évaluation
- MPLS-TP Testing PDFDocument2 pagesMPLS-TP Testing PDFAhsan Mohiuddin100% (1)
- Reliability and Probabilistic Safety Assessment in Multi-Unit Nuclear Power PlantsD'EverandReliability and Probabilistic Safety Assessment in Multi-Unit Nuclear Power PlantsÉvaluation : 5 sur 5 étoiles5/5 (1)
- AMSAA Design For Reliability HandbookDocument50 pagesAMSAA Design For Reliability HandbookEkoFujisyahMaulwantoPas encore d'évaluation
- PFD CalculationDocument6 pagesPFD CalculationFordPas encore d'évaluation
- Reliability Centred MaintenanceDocument19 pagesReliability Centred Maintenancefaraherh amberPas encore d'évaluation
- TPM Reliability FormulasDocument35 pagesTPM Reliability FormulasjapelePas encore d'évaluation
- Design For Reliability of Complex System With Limited Failure Data PDFDocument8 pagesDesign For Reliability of Complex System With Limited Failure Data PDFAbdelkader TayebiPas encore d'évaluation
- Reliability Test HBD851-DDocument24 pagesReliability Test HBD851-Dzanghm100% (1)
- Reliability SoftwareDocument19 pagesReliability SoftwareFerOlivares100% (1)
- Reliability Block DiagramsDocument16 pagesReliability Block Diagramsteitorxc100% (2)
- AvailabilityWorkbench A4Document501 pagesAvailabilityWorkbench A4Rodrigo Vargas100% (1)
- Reliability Blueprint PDFDocument30 pagesReliability Blueprint PDFFabioPaixaoPas encore d'évaluation
- Lab Report Welding (SMAW) - FizaDocument13 pagesLab Report Welding (SMAW) - FizaCheng Yee71% (7)
- Reliability Block DiagramsDocument21 pagesReliability Block Diagramslingesh1892Pas encore d'évaluation
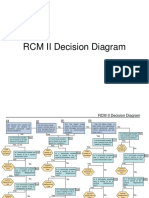
- RCM II Decision Diagram - v2Document2 pagesRCM II Decision Diagram - v2Javier Gutierrez100% (1)
- Alkane and AlkeneDocument40 pagesAlkane and AlkenePawankumar Gupta91% (11)
- Reliability Centered Maintenance Rcm A Complete Guide - 2020 EditionD'EverandReliability Centered Maintenance Rcm A Complete Guide - 2020 EditionPas encore d'évaluation
- Reliability Centered Maintenance Rcm A Complete Guide - 2019 EditionD'EverandReliability Centered Maintenance Rcm A Complete Guide - 2019 EditionPas encore d'évaluation
- Understanding The Reliability Block DiagramDocument5 pagesUnderstanding The Reliability Block DiagramHugh cabPas encore d'évaluation
- Reliability Block Diagram of Mechanic PenDocument3 pagesReliability Block Diagram of Mechanic Penknurjanni100% (1)
- A Two-Stage Failure Mode and Effect Analysis of Offshore Wind Turbines - 2020Document24 pagesA Two-Stage Failure Mode and Effect Analysis of Offshore Wind Turbines - 2020johnPas encore d'évaluation
- Evaluating FMEA, FMECA and FMEDADocument6 pagesEvaluating FMEA, FMECA and FMEDAZakaria RadaPas encore d'évaluation
- Lecture 14 - Reliability Centered Maintenance-2012Document31 pagesLecture 14 - Reliability Centered Maintenance-2012Falak Khan100% (1)
- Rel CodeDocument148 pagesRel CodeJorge FracaroPas encore d'évaluation
- Lessons Learned For Effective FMEAs PDFDocument120 pagesLessons Learned For Effective FMEAs PDFSanjay ParelkarPas encore d'évaluation
- Condition-Based Fault Tree AnalysisDocument11 pagesCondition-Based Fault Tree AnalysisDamir Kapidzic100% (1)
- Availability Simulation - IsographDocument1 pageAvailability Simulation - IsographsaospiePas encore d'évaluation
- RAM Guide 080305Document266 pagesRAM Guide 080305Ned H. CriscimagnaPas encore d'évaluation
- RCA-Adapting 5-Whys, Fishbone, and Other Methods in PROACT - Reliability Center IncDocument7 pagesRCA-Adapting 5-Whys, Fishbone, and Other Methods in PROACT - Reliability Center IncHafsa JalalPas encore d'évaluation
- Reliability DistributionsDocument21 pagesReliability DistributionsAhmedBassyouniPas encore d'évaluation
- Mechanical ReliabilityDocument3 pagesMechanical ReliabilityAndre MarsPas encore d'évaluation
- Optimal Strategy For Inspection and Repair of Structural Systems PDFDocument8 pagesOptimal Strategy For Inspection and Repair of Structural Systems PDFSai RamPas encore d'évaluation
- KPS Alignment Procedure & FormulaDocument4 pagesKPS Alignment Procedure & FormulaWidhyatmika RestuPas encore d'évaluation
- Computer GraphicsDocument14 pagesComputer GraphicsNitish SandPas encore d'évaluation
- Software Engineering 2Document9 pagesSoftware Engineering 2ch muneeb0% (1)
- Dental CementDocument74 pagesDental CementAisha samreenPas encore d'évaluation
- Iconnect v3.1 User ManualDocument105 pagesIconnect v3.1 User Manualcjamiz2006Pas encore d'évaluation
- DP3L1-224 Open Loop Stepping Driver ManualDocument17 pagesDP3L1-224 Open Loop Stepping Driver ManualNguyen QuanPas encore d'évaluation
- AndroidDocument61 pagesAndroidNamithaPas encore d'évaluation
- Day 4 and 5 - Deductive Reasoning and Two Column Proofs AnswersDocument4 pagesDay 4 and 5 - Deductive Reasoning and Two Column Proofs Answersapi-253195113Pas encore d'évaluation
- On The Coupling of Mechanics With Bioelectricity and Its Role in MorphogenesisDocument12 pagesOn The Coupling of Mechanics With Bioelectricity and Its Role in MorphogenesisVishvendraPas encore d'évaluation
- FOCSWATER.C Water Cooled Chiller - R134a - 2012!01!01Document15 pagesFOCSWATER.C Water Cooled Chiller - R134a - 2012!01!01ntt_121987Pas encore d'évaluation
- DRG ch4Document33 pagesDRG ch4Muhammad Ashiqur Rahaman NoorPas encore d'évaluation
- KEIYU NDT Ultrasonic TransducerDocument6 pagesKEIYU NDT Ultrasonic TransducersrgokuPas encore d'évaluation
- Data Communication: By:Eng - Alaa I.HaniyDocument8 pagesData Communication: By:Eng - Alaa I.Haniypömo cPas encore d'évaluation
- More Than One Answer Is CorrectDocument182 pagesMore Than One Answer Is CorrectNikhil GandhiPas encore d'évaluation
- All About FTP Must ReadDocument7 pagesAll About FTP Must ReadPINOY EUTSECPas encore d'évaluation
- RBH AxiomV Catalog v2011Document16 pagesRBH AxiomV Catalog v2011Sundar RamasamyPas encore d'évaluation
- Spray-Agglomeration of NPK-fertilizer in A Rotating Drum Granulator PDFDocument8 pagesSpray-Agglomeration of NPK-fertilizer in A Rotating Drum Granulator PDFKhoa TrầnPas encore d'évaluation
- Lasal: Laser Cutting SolutionsDocument4 pagesLasal: Laser Cutting SolutionsGeorge ZiovasPas encore d'évaluation
- Catalogo Tarifa Hisense 2016Document37 pagesCatalogo Tarifa Hisense 2016David GarciaPas encore d'évaluation
- Info Sphere Information Analyzer - Methodology and Best PracticesDocument127 pagesInfo Sphere Information Analyzer - Methodology and Best PracticesRoshava KratunaPas encore d'évaluation
- 9.coordination CompoundsDocument46 pages9.coordination CompoundsSeenu MPas encore d'évaluation
- King Fahd University of Petroleum & Minerals Department of Chemical EngineeringDocument5 pagesKing Fahd University of Petroleum & Minerals Department of Chemical Engineeringgood musicPas encore d'évaluation