Vous aimerez peut-être aussi
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Plasma Technology Systems - PTSDocument9 pagesPlasma Technology Systems - PTSEub EuPas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Dielectric Mijloc IntreelectroziDocument11 pagesDielectric Mijloc IntreelectroziEub EuPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- Plastics Consultancy Network - Corona1Document4 pagesPlastics Consultancy Network - Corona1Eub EuPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Corona EffectDocument4 pagesCorona EffectArturo MartinezPas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Astronomical Optics Pag63Document198 pagesAstronomical Optics Pag63Eub Eu100% (1)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Ferroelectrics: To Cite This Article: Qian Zhang & Peter A. Lewin (1995) : PVDF Polymers: Imaging Transducers andDocument24 pagesFerroelectrics: To Cite This Article: Qian Zhang & Peter A. Lewin (1995) : PVDF Polymers: Imaging Transducers andEub EuPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- 1999 Reneker Fong Chun Beaded Nanofibers Formed During ElectrospinningDocument8 pages1999 Reneker Fong Chun Beaded Nanofibers Formed During ElectrospinningEub EuPas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Ph12c Sam Elder NotesDocument50 pagesPh12c Sam Elder NotesVictor Chijioke DuribePas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- ME 501: Statistical Thermodynamics Lecture 18: Population Distributions For Diatomic MoleculesDocument18 pagesME 501: Statistical Thermodynamics Lecture 18: Population Distributions For Diatomic MoleculesEub EuPas encore d'évaluation
- Pla Electric Prop3Document11 pagesPla Electric Prop3Eub EuPas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Electrospinning Doc-32 PDFDocument10 pagesElectrospinning Doc-32 PDFEub EuPas encore d'évaluation
- Rezisdual Charge PBT ElectrospinningDocument5 pagesRezisdual Charge PBT ElectrospinningEub EuPas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- AstaInfrared SpectrosDocument14 pagesAstaInfrared SpectrosEub EuPas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Polarizing Light MicrosDocument5 pagesPolarizing Light MicrosEub EuPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- Pla Electric Prop2Document5 pagesPla Electric Prop2Eub EuPas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Pla Electric PropDocument8 pagesPla Electric PropEub EuPas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Electronic SpectrosDocument82 pagesElectronic SpectrosEub EuPas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- DesignModifications in ElectrospinningDocument18 pagesDesignModifications in ElectrospinningEub EuPas encore d'évaluation
- Fresnel Diffraction PDFDocument31 pagesFresnel Diffraction PDFWeimar QuirogaPas encore d'évaluation
- Basic UV-Vis Theory, Concepts and ApplicationsDocument28 pagesBasic UV-Vis Theory, Concepts and ApplicationsBroderick Mike100% (1)
- Rezisdual Charge PBT ElectrospinningDocument5 pagesRezisdual Charge PBT ElectrospinningEub EuPas encore d'évaluation
- Synthesis and Phase Evolution of Electrospun Antiferroelectric Lead Zirconate PDFDocument8 pagesSynthesis and Phase Evolution of Electrospun Antiferroelectric Lead Zirconate PDFEub EuPas encore d'évaluation
- Forensic Application of Fluorescence - Fiber PowerPointDocument15 pagesForensic Application of Fluorescence - Fiber PowerPointEub EuPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Appl FTIR Sugar-Honey 06D enDocument2 pagesAppl FTIR Sugar-Honey 06D enEub EuPas encore d'évaluation
- Procedures For Hair AnalysisDocument7 pagesProcedures For Hair AnalysisEub EuPas encore d'évaluation
- Microscopy HandoutDocument6 pagesMicroscopy HandoutEub Eu100% (1)
- Procedures For Hair AnalysisDocument7 pagesProcedures For Hair AnalysisEub EuPas encore d'évaluation
- Microscopy HandoutDocument6 pagesMicroscopy HandoutEub Eu100% (1)
- Hairbirefringencep00411 p00431Document21 pagesHairbirefringencep00411 p00431Eub EuPas encore d'évaluation
- Static ElectricityDocument9 pagesStatic ElectricityEssraa KhamisPas encore d'évaluation
- PFT Practice Excercise 11Document4 pagesPFT Practice Excercise 11Biniyam hailePas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- 6 Emission AbsorptionDocument6 pages6 Emission AbsorptionArya RaoPas encore d'évaluation
- Unit 1 - Part 2 (Chemical Bond)Document30 pagesUnit 1 - Part 2 (Chemical Bond)Maguy H.Pas encore d'évaluation
- Glyphosate Goker MSDS 1Document7 pagesGlyphosate Goker MSDS 1Bima SitorusPas encore d'évaluation
- Hapter: Conceptual QuestionsDocument16 pagesHapter: Conceptual QuestionsadelPas encore d'évaluation
- Human Respiratory System Based On Law of ThermodynamicsDocument9 pagesHuman Respiratory System Based On Law of ThermodynamicsfatimahPas encore d'évaluation
- Civil Fiber Reinforced Concrete ReportDocument12 pagesCivil Fiber Reinforced Concrete ReportPANKAJ KUMAR BTechPas encore d'évaluation
- Conceptual Density Functional Theory PDFDocument82 pagesConceptual Density Functional Theory PDFAurélio Moreira100% (1)
- Saudi Arabian Standard SASO-443E Plug Pin 220V TestDocument21 pagesSaudi Arabian Standard SASO-443E Plug Pin 220V TestPusertif PengadaanPas encore d'évaluation
- Merck Chemicals - Advantages For The EnvironmentDocument4 pagesMerck Chemicals - Advantages For The EnvironmentMerck ChemicalsPas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- UV-Curing Screen InksDocument2 pagesUV-Curing Screen InksJavier RealPas encore d'évaluation
- Will Silver Bromide PrecipitateDocument14 pagesWill Silver Bromide PrecipitateLeonidasPas encore d'évaluation
- FTIR Analysis of Rapeseed Oil and Biodiesel Methyl EstersDocument2 pagesFTIR Analysis of Rapeseed Oil and Biodiesel Methyl Estersrgx1120% (1)
- GATE-Architecture Sample QuestionsDocument6 pagesGATE-Architecture Sample QuestionsCharan ReddyPas encore d'évaluation
- READYMIX Safety Data SheetDocument9 pagesREADYMIX Safety Data Sheetalbarajeel forwarding001Pas encore d'évaluation
- Cup Lump Modified Bitumen BuntingDocument8 pagesCup Lump Modified Bitumen Buntingcamrule85Pas encore d'évaluation
- VS-HS Storage Systems Product Manual Ws PDFDocument38 pagesVS-HS Storage Systems Product Manual Ws PDFmehmacarPas encore d'évaluation
- AQUACID 101 EX Lote 1020015695 & BPY0021-01Document1 pageAQUACID 101 EX Lote 1020015695 & BPY0021-01Julio . CPas encore d'évaluation
- Monoproof Pu 1000: Single Component, Aliphatic, Water Based Exterior Pu Modified, Flexible Water Proofing MembraneDocument5 pagesMonoproof Pu 1000: Single Component, Aliphatic, Water Based Exterior Pu Modified, Flexible Water Proofing MembraneMonarch DigitalPas encore d'évaluation
- Niton XRF V Fire Assay App NoteDocument2 pagesNiton XRF V Fire Assay App Notedarioharloc2272Pas encore d'évaluation
- TebuconazoleDocument195 pagesTebuconazoleKen EspinoPas encore d'évaluation
- Grignard Reactions: Preparation, Properties and ApplicationsDocument15 pagesGrignard Reactions: Preparation, Properties and ApplicationsHamed IjazPas encore d'évaluation
- 4013 Stability TestingDocument5 pages4013 Stability TestingtghonsPas encore d'évaluation
- Matriculation Chemistry (Reaction Kinetics) Part 1Document13 pagesMatriculation Chemistry (Reaction Kinetics) Part 1ridwan100% (2)
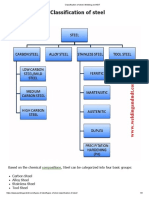
- Classification of Steel - Welding and NDTDocument3 pagesClassification of Steel - Welding and NDTAshif Iqubal100% (1)
- Amb Jul Aug 2015Document100 pagesAmb Jul Aug 2015unityminePas encore d'évaluation
- BASF Poligen Wax Application GuideDocument9 pagesBASF Poligen Wax Application Guideneil smithiesPas encore d'évaluation
- Lecture - 3 Dosimetric Quantities and Biological EffectsDocument33 pagesLecture - 3 Dosimetric Quantities and Biological Effectsmz2v8rs7srPas encore d'évaluation
- JEE Main 2020 Question Paper Solutions 9 January MorningDocument45 pagesJEE Main 2020 Question Paper Solutions 9 January MorningDishant ShahPas encore d'évaluation
- A Brief History of Time: From the Big Bang to Black HolesD'EverandA Brief History of Time: From the Big Bang to Black HolesÉvaluation : 4 sur 5 étoiles4/5 (2193)
- Quantum Physics for Beginners Who Flunked Math And Science: Quantum Mechanics And Physics Made Easy Guide In Plain Simple EnglishD'EverandQuantum Physics for Beginners Who Flunked Math And Science: Quantum Mechanics And Physics Made Easy Guide In Plain Simple EnglishÉvaluation : 4.5 sur 5 étoiles4.5/5 (18)
- Summary and Interpretation of Reality TransurfingD'EverandSummary and Interpretation of Reality TransurfingÉvaluation : 5 sur 5 étoiles5/5 (5)
- The Magick of Physics: Uncovering the Fantastical Phenomena in Everyday LifeD'EverandThe Magick of Physics: Uncovering the Fantastical Phenomena in Everyday LifePas encore d'évaluation
- When the Earth Had Two Moons: Cannibal Planets, Icy Giants, Dirty Comets, Dreadful Orbits, and the Origins of the Night SkyD'EverandWhen the Earth Had Two Moons: Cannibal Planets, Icy Giants, Dirty Comets, Dreadful Orbits, and the Origins of the Night SkyÉvaluation : 3 sur 5 étoiles3/5 (7)
- Quantum Spirituality: Science, Gnostic Mysticism, and Connecting with Source ConsciousnessD'EverandQuantum Spirituality: Science, Gnostic Mysticism, and Connecting with Source ConsciousnessÉvaluation : 4 sur 5 étoiles4/5 (6)
- The Tao of Physics: An Exploration of the Parallels between Modern Physics and Eastern MysticismD'EverandThe Tao of Physics: An Exploration of the Parallels between Modern Physics and Eastern MysticismÉvaluation : 4 sur 5 étoiles4/5 (500)