Vous aimerez peut-être aussi
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Chapter 10 Powders For Porous Powder Metallurgy TechnologyDocument12 pagesChapter 10 Powders For Porous Powder Metallurgy TechnologyUlises Quintana CarhuanchoPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- Chapter 9 Electrochemical Methods of Metal Powder ProductionDocument31 pagesChapter 9 Electrochemical Methods of Metal Powder ProductionUlises Quintana CarhuanchoPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Chapter 4 NanopowdersDocument22 pagesChapter 4 NanopowdersUlises Quintana CarhuanchoPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Chapter 6 Gas-Phase Method of Metal Powder ProductionDocument11 pagesChapter 6 Gas-Phase Method of Metal Powder ProductionUlises Quintana CarhuanchoPas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Chapter 7 Carbonyl Method of Metal Powder ProductionDocument9 pagesChapter 7 Carbonyl Method of Metal Powder ProductionUlises Quintana CarhuanchoPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Fluidity of Aluminum in Green Sand MoldsDocument77 pagesFluidity of Aluminum in Green Sand MoldsUlises Quintana CarhuanchoPas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Extraction of Nuclear and Non-Ferrous Metals by Sujay Kumar Dutta, DharmeshDocument247 pagesExtraction of Nuclear and Non-Ferrous Metals by Sujay Kumar Dutta, DharmeshUlises Quintana Carhuancho0% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- A Large-Scale Impact Spalling TestDocument13 pagesA Large-Scale Impact Spalling TestUlises Quintana CarhuanchoPas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- RT-119 ASTM G65 Dry Sand Rubber Wheel Aabrasion TesterDocument2 pagesRT-119 ASTM G65 Dry Sand Rubber Wheel Aabrasion TesterUlises Quintana CarhuanchoPas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Introduction To Refractories For Iron - and Steelmaking by Subir BiswasDocument469 pagesIntroduction To Refractories For Iron - and Steelmaking by Subir BiswasUlises Quintana Carhuancho100% (3)
- Metallurgical Benefits of Vanadium Microalloying in Producing High Strength Seismic Grade RebarDocument12 pagesMetallurgical Benefits of Vanadium Microalloying in Producing High Strength Seismic Grade RebarUlises Quintana CarhuanchoPas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- AAR - M 107 - M 208 2009 Wheels, Carbon SteeLDocument36 pagesAAR - M 107 - M 208 2009 Wheels, Carbon SteeLUlises Quintana Carhuancho100% (1)
- Acticated Atmosfere Case Hardening of SteelsDocument127 pagesActicated Atmosfere Case Hardening of SteelsUlises Quintana CarhuanchoPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Use of Vanadium in Long Steel Products Yu Li and David Milbourn 最终版本)Document6 pagesUse of Vanadium in Long Steel Products Yu Li and David Milbourn 最终版本)Ulises Quintana CarhuanchoPas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- A Review of Vanadium Microalloying in Hot Rolled Steel Sheet ProductsDocument9 pagesA Review of Vanadium Microalloying in Hot Rolled Steel Sheet ProductsUlises Quintana CarhuanchoPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
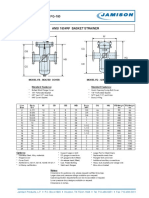
- FB-150 FQ-150 Basket StrainerDocument1 pageFB-150 FQ-150 Basket Strainerklich77Pas encore d'évaluation
- Processing Sequence When Posting An EventDocument5 pagesProcessing Sequence When Posting An EventSrinivas ManchiPas encore d'évaluation
- Beration of LightDocument7 pagesBeration of LightAnonymous i71HvPXPas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Performance Evaluation of Existing Sunshine-Based Computing Models For Estimating Global Solar Radiation at Lagos, NigeriaDocument12 pagesPerformance Evaluation of Existing Sunshine-Based Computing Models For Estimating Global Solar Radiation at Lagos, NigeriasamuelPas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Modern Age Waste Water ProblemsDocument364 pagesModern Age Waste Water Problemsromaehab201912Pas encore d'évaluation
- FPM 2004Document257 pagesFPM 2004Srikant SuruPas encore d'évaluation
- Lec.5 (Prameters of OHTL Pt.2)Document10 pagesLec.5 (Prameters of OHTL Pt.2)AbdullahPas encore d'évaluation
- The Whys and Wherefores of Microphone Array Crosstalk in Multichannel Microphone Array DesignDocument6 pagesThe Whys and Wherefores of Microphone Array Crosstalk in Multichannel Microphone Array DesignmewarulesPas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- AMC Measurement ProblemsDocument2 pagesAMC Measurement ProblemseltoPas encore d'évaluation
- Digital - 123328-R010818-Analisa Balik-BibliografiDocument5 pagesDigital - 123328-R010818-Analisa Balik-BibliografiEncep Septian CaturPas encore d'évaluation
- Water Level Sensor (Submersible)Document4 pagesWater Level Sensor (Submersible)anon_975837510Pas encore d'évaluation
- Engineering Properties of Soil PDFDocument55 pagesEngineering Properties of Soil PDFJam Apizara Chaizalee100% (1)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Microsoft OfficeDocument1 pageMicrosoft OfficesavinaumarPas encore d'évaluation
- 2015-NBLUCK LK260 Engine Part ListDocument16 pages2015-NBLUCK LK260 Engine Part ListPedroPas encore d'évaluation
- Midterm rp - Nguyễn Phú Minh Nhật - 20202795Document1 pageMidterm rp - Nguyễn Phú Minh Nhật - 20202795Minh Nhật100% (1)
- What Is Lincdoc?Document2 pagesWhat Is Lincdoc?Daniel O'Leary0% (1)
- EARTH AND LIFE SCIENCE II Answer KeyDocument4 pagesEARTH AND LIFE SCIENCE II Answer Keyjelena jorgeoPas encore d'évaluation
- WDH-SL3 Iom M01M40N13-07 - 1542713324932Document72 pagesWDH-SL3 Iom M01M40N13-07 - 1542713324932irwantino susilo100% (1)
- An Isogeometric Analysis Approach For The Study of Structural VibrationsDocument59 pagesAn Isogeometric Analysis Approach For The Study of Structural VibrationsBharti SinghPas encore d'évaluation
- AMC2019 StudentsResults Indonesia 8JDocument4 pagesAMC2019 StudentsResults Indonesia 8JWinety Kristiana DewiPas encore d'évaluation
- Maharashtra State Board of Technical Education (Autonomous) (ISO/IEC - 27001 - 2005 Certified) Winter - 2022 Examination Model Answer Subject: 22619Document22 pagesMaharashtra State Board of Technical Education (Autonomous) (ISO/IEC - 27001 - 2005 Certified) Winter - 2022 Examination Model Answer Subject: 22619Pratiksha JadhavPas encore d'évaluation
- Linear Algebra Cheat SheetDocument2 pagesLinear Algebra Cheat SheetBrian WilliamsonPas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Manual Dimmer BukeDocument10 pagesManual Dimmer BukeJavi KatzPas encore d'évaluation
- Acn CSDocument4 pagesAcn CSLeo100% (1)
- Design Method of 6-Element Boundary Gain For LLC Resonant Converter of Electric VehicleDocument11 pagesDesign Method of 6-Element Boundary Gain For LLC Resonant Converter of Electric VehicleSh M AaqibPas encore d'évaluation
- Circuits in MatlabDocument38 pagesCircuits in MatlabRana UsmanPas encore d'évaluation
- Clipping Clamping CircuitsDocument7 pagesClipping Clamping CircuitsPavan SaiPas encore d'évaluation
- Unit 1Document29 pagesUnit 1Biswajit MishraPas encore d'évaluation
- Unit 2 MCB Key PDFDocument19 pagesUnit 2 MCB Key PDFDafne Fertig88% (32)
- Active Mathematics PDFDocument22 pagesActive Mathematics PDFgoingforward77Pas encore d'évaluation