Vous aimerez peut-être aussi
- Used Tire 3Document5 pagesUsed Tire 3iimcaemdwPas encore d'évaluation
- HTL Lignosel BioOilDocument134 pagesHTL Lignosel BioOiliimcaemdwPas encore d'évaluation
- Risk Analysis Sosial Ekonomi ImpactDocument1 pageRisk Analysis Sosial Ekonomi ImpactiimcaemdwPas encore d'évaluation
- SLIDE EXPLANATION No. 36 & 39Document1 pageSLIDE EXPLANATION No. 36 & 39iimcaemdwPas encore d'évaluation
- Perawatan (Maintenance) BoilerDocument4 pagesPerawatan (Maintenance) BoileriimcaemdwPas encore d'évaluation
- Limbah PltuDocument6 pagesLimbah PltuSamsiatun MudzkhiyahPas encore d'évaluation
- BCIT biomass waste projectDocument17 pagesBCIT biomass waste projectiimcaemdwPas encore d'évaluation
- Padina CompositionDocument9 pagesPadina CompositioniimcaemdwPas encore d'évaluation
- Costs and Benefits Analysis of Clean Cooking in GhanaDocument75 pagesCosts and Benefits Analysis of Clean Cooking in GhanaiimcaemdwPas encore d'évaluation
- Bahan - BIOMASS METHODOLOGYDocument1 pageBahan - BIOMASS METHODOLOGYiimcaemdwPas encore d'évaluation
- Text MeetingDocument2 pagesText MeetingiimcaemdwPas encore d'évaluation
- Data TeknisDocument1 pageData TeknisiimcaemdwPas encore d'évaluation
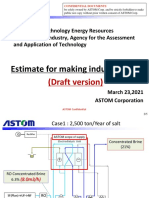
- Estimate Draft Ver AC140 or AC100 ASTOM Corp.Document16 pagesEstimate Draft Ver AC140 or AC100 ASTOM Corp.iimcaemdwPas encore d'évaluation
- Engineering Design Guideline - Furnace Rev02 WebDocument23 pagesEngineering Design Guideline - Furnace Rev02 WebShashank MuduliPas encore d'évaluation
- Pyro 4Document6 pagesPyro 4iimcaemdwPas encore d'évaluation
- Article in Press: Journal of Analytical and Applied PyrolysisDocument6 pagesArticle in Press: Journal of Analytical and Applied PyrolysisiimcaemdwPas encore d'évaluation
- Biomass and Bioenergy: Research PaperDocument7 pagesBiomass and Bioenergy: Research PaperiimcaemdwPas encore d'évaluation
- Brine Effluents: Characteristics, Environmental Impacts, and Their HandlingDocument21 pagesBrine Effluents: Characteristics, Environmental Impacts, and Their HandlingEnrique MartinezPas encore d'évaluation
- Waste Heat Utilization For CO2 Capture in The Cement IndustryDocument6 pagesWaste Heat Utilization For CO2 Capture in The Cement IndustryiimcaemdwPas encore d'évaluation
- Rotary Kiln Cement 1Document13 pagesRotary Kiln Cement 1iimcaemdwPas encore d'évaluation
- Cement Kiln Flue Gas Recovery Scrubber Project: A DOE AssessmentDocument27 pagesCement Kiln Flue Gas Recovery Scrubber Project: A DOE AssessmentiimcaemdwPas encore d'évaluation
- Chapter 19 Membrane FiltrationDocument12 pagesChapter 19 Membrane FiltrationDheeraj ShuklaPas encore d'évaluation
- Project 1Document21 pagesProject 1iimcaemdwPas encore d'évaluation
- 10chapter 5Document17 pages10chapter 5iimcaemdwPas encore d'évaluation
- 14 - Ayu Et AlDocument20 pages14 - Ayu Et AlDurjoy ChakrabortyPas encore d'évaluation
- PBR - LiINPRESSDesign PDFDocument13 pagesPBR - LiINPRESSDesign PDFiimcaemdwPas encore d'évaluation
- A S W H R: Luminum Melter Aste EAT EcoveryDocument68 pagesA S W H R: Luminum Melter Aste EAT EcoveryiimcaemdwPas encore d'évaluation
- 2017.02 Fives-WHRDocument48 pages2017.02 Fives-WHRiimcaemdwPas encore d'évaluation
- Sustainability 11 06433Document21 pagesSustainability 11 06433iimcaemdwPas encore d'évaluation
- Tanaman AglonemaDocument2 pagesTanaman AglonemaiimcaemdwPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Palladium Acetate Trimer - Understanding Its Ligand-Induced Dissociation Thermochemistry AMKDocument10 pagesPalladium Acetate Trimer - Understanding Its Ligand-Induced Dissociation Thermochemistry AMKRaian Yousuf TanmoyPas encore d'évaluation
- ION EXCHANGE COLUMN DESIGN FOR SEPARATION OF NICKEL TRACES FROM COBALT ELECTROLYTEDocument20 pagesION EXCHANGE COLUMN DESIGN FOR SEPARATION OF NICKEL TRACES FROM COBALT ELECTROLYTEsemihoksay100% (1)
- Chemical Engineering ReviewerDocument164 pagesChemical Engineering Reviewerd-fbuser-4965744888% (16)
- EXERCISE - (JEE Main) Chemical Equilibrium - CombinedDocument24 pagesEXERCISE - (JEE Main) Chemical Equilibrium - CombinedKeerthana Reddy DomaPas encore d'évaluation
- Problem Set 3 Due: 10/1/2021 Problem 1:: P RT V B A V A V B VDocument3 pagesProblem Set 3 Due: 10/1/2021 Problem 1:: P RT V B A V A V B VSaúl Guerra RazoPas encore d'évaluation
- Dav School - Adambakkam XI Std Chemistry Practical Manual Concept Based ExperimentsDocument36 pagesDav School - Adambakkam XI Std Chemistry Practical Manual Concept Based ExperimentsRaje SwariPas encore d'évaluation
- ASPEN Tech GuideDocument123 pagesASPEN Tech GuideSajawal Nazir100% (1)
- Design of Industrial Asorption Reactive PDFDocument14 pagesDesign of Industrial Asorption Reactive PDFCatherine CcasaPas encore d'évaluation
- Douglas PDFDocument10 pagesDouglas PDFMateo Moncada CorralesPas encore d'évaluation
- Complete ASPEN PLUS Simulation Guide.Document795 pagesComplete ASPEN PLUS Simulation Guide.Faizan Ahmed100% (7)
- Solubility ProductDocument6 pagesSolubility Productuniquestar100% (1)
- Chemsheets GCSE 1185 Equilibria 1Document2 pagesChemsheets GCSE 1185 Equilibria 1flap4901Pas encore d'évaluation
- Chemical EquilibriumDocument14 pagesChemical EquilibriumAman PDPas encore d'évaluation
- Arihant Bitsat Prep GuideDocument1 367 pagesArihant Bitsat Prep Guideaditi gade100% (3)
- Chemistry s4 Theory and Pract.Document26 pagesChemistry s4 Theory and Pract.kubwimanajeandamour359Pas encore d'évaluation
- Chemistry Class 10 Chapter 9Document11 pagesChemistry Class 10 Chapter 9Rahim BakhshPas encore d'évaluation
- Equivalent Force SystemsDocument28 pagesEquivalent Force SystemsZoe Angel Mhae AnteolaPas encore d'évaluation
- Amont of Substance (Multiple Choice) QPDocument24 pagesAmont of Substance (Multiple Choice) QPlmao lmaoPas encore d'évaluation
- Gas - Laws - WS 3Document10 pagesGas - Laws - WS 3Muskaan ShahPas encore d'évaluation
- CAPE Chemistry Unit 1 June 2012 P2Document12 pagesCAPE Chemistry Unit 1 June 2012 P2Sachin BahadoorsinghPas encore d'évaluation
- Vapour Sorption Studies of Belmadur WoodDocument6 pagesVapour Sorption Studies of Belmadur WoodSEP-PublisherPas encore d'évaluation
- Salicylic Acid Nitration by Means of Nitric Acid/Acetic Acid System: Chemical and Kinetic CharacterizationDocument7 pagesSalicylic Acid Nitration by Means of Nitric Acid/Acetic Acid System: Chemical and Kinetic Characterizationjeonlix 13Pas encore d'évaluation
- High-Pressure Vapor-Liquid Equilibrium For Ethylene+BenzeneDocument2 pagesHigh-Pressure Vapor-Liquid Equilibrium For Ethylene+BenzeneSơn NguyễnPas encore d'évaluation
- Chemical Reaction EquilibriaDocument14 pagesChemical Reaction EquilibriaOmkar DolarePas encore d'évaluation
- 1 s2.0 0584853971800387 Main PDFDocument7 pages1 s2.0 0584853971800387 Main PDFShreetama BhattacharyaPas encore d'évaluation
- Chemistry 10th TestDocument24 pagesChemistry 10th TestMohammad AshfaqPas encore d'évaluation
- IONIC EQUILLIBRIUM FOR IIT-JEE ENTRANCE TEST by S.K.sinha See Chemistry Animations at Http://openchemistry - inDocument31 pagesIONIC EQUILLIBRIUM FOR IIT-JEE ENTRANCE TEST by S.K.sinha See Chemistry Animations at Http://openchemistry - inmyiitchemistry100% (7)
- 2021 JC2 Prelim H1 Chemistry Paper 1 QPDocument12 pages2021 JC2 Prelim H1 Chemistry Paper 1 QPShengxin PanPas encore d'évaluation
- Recitation pH ProblemsDocument11 pagesRecitation pH ProblemsMuhittin ÖzenPas encore d'évaluation
- IGCSE Chemistry - Industrial ProcessesDocument13 pagesIGCSE Chemistry - Industrial ProcessesChemistryKlipz75% (4)