Vous aimerez peut-être aussi
- Gold Refining (How To)Document40 pagesGold Refining (How To)adiomanovic193% (14)
- ASTM A686 T72301 W1A 9.5 Steel Plate, ASTM T72301 W1A 9.5 Tool SteelDocument2 pagesASTM A686 T72301 W1A 9.5 Steel Plate, ASTM T72301 W1A 9.5 Tool SteelBernice JohnsonPas encore d'évaluation
- Second Quarter Test With Answer in Grade 9 ScienceDocument5 pagesSecond Quarter Test With Answer in Grade 9 ScienceRenalyn F. Andres80% (15)
- Design Charts For Bolts With Combined Shear and Tension: MechanicalfastenerswhicharesubjecttoacombinedDocument4 pagesDesign Charts For Bolts With Combined Shear and Tension: MechanicalfastenerswhicharesubjecttoacombinedcmkohPas encore d'évaluation
- A4-80 Stainless Steel Grade Specification - Midland Bright SteelsDocument4 pagesA4-80 Stainless Steel Grade Specification - Midland Bright SteelsramonagherghePas encore d'évaluation
- Grades of Steel ChartDocument3 pagesGrades of Steel ChartKimPas encore d'évaluation
- ASTM A572 Grade 50 Plate: AnalysisDocument2 pagesASTM A572 Grade 50 Plate: Analysisdaniel moreno jassoPas encore d'évaluation
- Mech Malleable Iron Fittings Catalogue PDFDocument12 pagesMech Malleable Iron Fittings Catalogue PDFics companyPas encore d'évaluation
- Outokumpu Forta Range Stainless Steel DatasheetDocument16 pagesOutokumpu Forta Range Stainless Steel DatasheetNicola D'ettolePas encore d'évaluation
- Super Duplex Stainless SteelDocument3 pagesSuper Duplex Stainless SteelNisa_nishePas encore d'évaluation
- Astm A6 A6m 22Document15 pagesAstm A6 A6m 22Ruman IrfaniPas encore d'évaluation
- Fusion Bead XRFDocument6 pagesFusion Bead XRFAnindya RoyPas encore d'évaluation
- Steel StandardsDocument63 pagesSteel StandardsNagarjun ReddyPas encore d'évaluation
- Aplicações em Fábrica de Cloro.Document72 pagesAplicações em Fábrica de Cloro.marketing engezerPas encore d'évaluation
- DS45A - (1972) Compilation and Index of Trade Names, Specifications, and Producers of Stainless Alloys and Superalloys PDFDocument60 pagesDS45A - (1972) Compilation and Index of Trade Names, Specifications, and Producers of Stainless Alloys and Superalloys PDFJacques BlueqPas encore d'évaluation
- Rubber FillersDocument28 pagesRubber FillersD.W.W.SewwandiPas encore d'évaluation
- Stainless Steel Bars and Shapes: Standard Specification ForDocument8 pagesStainless Steel Bars and Shapes: Standard Specification ForkrkmurthyPas encore d'évaluation
- Asme B18.2.6 2003Document11 pagesAsme B18.2.6 2003Jesse ChenPas encore d'évaluation
- Astm A29Document16 pagesAstm A29Nacer KisyPas encore d'évaluation
- Chapter 3 Study Guide KeyDocument3 pagesChapter 3 Study Guide KeyKaren YPas encore d'évaluation
- Kaiser Aluminum Soft Alloy Tube PDFDocument31 pagesKaiser Aluminum Soft Alloy Tube PDFgerrzen64Pas encore d'évaluation
- Aisi 1008Document2 pagesAisi 1008GANESH GPas encore d'évaluation
- Astm A312 PDFDocument12 pagesAstm A312 PDFStephen TilleyPas encore d'évaluation
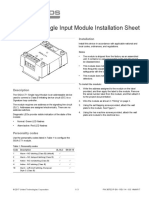
- SIGA CT1 Est Manual Instalacion SH IngenieriaDocument3 pagesSIGA CT1 Est Manual Instalacion SH IngenieriaedgarPas encore d'évaluation
- ASME SA240 304 (S30400) Stainless Steel Plate - A516Gr70 - S355J2 - SA516GR70 - A516 Grade 70 - SA516 Grade 70 - A572GR50 Steel Plate PDFDocument7 pagesASME SA240 304 (S30400) Stainless Steel Plate - A516Gr70 - S355J2 - SA516GR70 - A516 Grade 70 - SA516 Grade 70 - A572GR50 Steel Plate PDFJA KPas encore d'évaluation
- Astm A192 Asme Sa192Document4 pagesAstm A192 Asme Sa192Mingo EvaPas encore d'évaluation
- GB T 699 1988 Quality Carbon Structural SteelsDocument17 pagesGB T 699 1988 Quality Carbon Structural SteelsPHUONGPas encore d'évaluation
- Astm F3125 F3125M 18Document6 pagesAstm F3125 F3125M 18Amine ait talebPas encore d'évaluation
- A434Document3 pagesA434alirioPas encore d'évaluation
- Specification For Seamless Medium-Carbon Steel Boiler and Superheater TubesDocument4 pagesSpecification For Seamless Medium-Carbon Steel Boiler and Superheater TubesMauricio Esteban Fernandez RamirezPas encore d'évaluation
- A500 Vs A513Document2 pagesA500 Vs A513Angelo CubillosPas encore d'évaluation
- Hot-Rolled Carbon, Low-Alloy, High-Strength Low-Alloy, and Alloy Steel Floor PlatesDocument11 pagesHot-Rolled Carbon, Low-Alloy, High-Strength Low-Alloy, and Alloy Steel Floor PlatesNilton Santillan OrtegaPas encore d'évaluation
- IFRDocument27 pagesIFRneerajtrvPas encore d'évaluation
- 011-Astm A 131 2008 Structural Steel For Ships PDFDocument7 pages011-Astm A 131 2008 Structural Steel For Ships PDFgraduatePas encore d'évaluation
- AISI Type 304L Stainless Steel Material Data - 12676Document1 pageAISI Type 304L Stainless Steel Material Data - 12676Ian Pillay100% (1)
- General Requirements For Steel Sheet, Metallic-Coated by The Hot-Dip ProcessDocument9 pagesGeneral Requirements For Steel Sheet, Metallic-Coated by The Hot-Dip ProcessCarlos Ramirez BaltazarPas encore d'évaluation
- Astm A53Document2 pagesAstm A53DeepakPas encore d'évaluation
- Carbon Steel Piping Comp. StandardsDocument2 pagesCarbon Steel Piping Comp. StandardsSoumitra GuptaPas encore d'évaluation
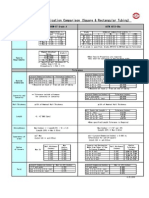
- Comparisons of Materials Between JIS and Foreign Standards 1Document1 pageComparisons of Materials Between JIS and Foreign Standards 1kittikhun_simleePas encore d'évaluation
- B729Document3 pagesB729LambertWaynePas encore d'évaluation
- AISI Steel Code TablesDocument12 pagesAISI Steel Code TablesWahyu DiPas encore d'évaluation
- ISO1133 Melt Volume Flow Rate MVRDocument2 pagesISO1133 Melt Volume Flow Rate MVRMichele Preghenella100% (1)
- Astm A240 Uns S32205Document3 pagesAstm A240 Uns S32205Mintone Sajayah BekabekaPas encore d'évaluation
- Aisi 4140 Alloy Steel (Uns g41400)Document4 pagesAisi 4140 Alloy Steel (Uns g41400)Deepak ChaurasiaPas encore d'évaluation
- Domex 100 XF Data SheetDocument2 pagesDomex 100 XF Data Sheetzubblwump5063Pas encore d'évaluation
- Jis G3466Document9 pagesJis G3466魏雨辰Pas encore d'évaluation
- Steel, Sheet, Hot Rolled, Carbon, Commercial, Structural, and High-Strength Low-Alloy, Produced by Twin-Roll Casting ProcessDocument9 pagesSteel, Sheet, Hot Rolled, Carbon, Commercial, Structural, and High-Strength Low-Alloy, Produced by Twin-Roll Casting ProcessDarwin DarmawanPas encore d'évaluation
- Astm 434Document3 pagesAstm 434Fabián MartínezPas encore d'évaluation
- A 1008 - A 1008M - 02 Qtewmdgtmdjfmq - PDFDocument7 pagesA 1008 - A 1008M - 02 Qtewmdgtmdjfmq - PDFTiến Lượng NguyễnPas encore d'évaluation
- JIS C 3406 (1971) - Auto CablesDocument1 pageJIS C 3406 (1971) - Auto CablesBrandon BroPas encore d'évaluation
- En 10025 S235JR SteelDocument2 pagesEn 10025 S235JR SteelAgung Nak OtomotifPas encore d'évaluation
- Astm A659-18Document3 pagesAstm A659-18Ryan ZhangPas encore d'évaluation
- TCVN7571-11 - 2019 - Thép CDocument14 pagesTCVN7571-11 - 2019 - Thép CBui Chi TamPas encore d'évaluation
- S275JRDocument1 pageS275JRpsaayoPas encore d'évaluation
- ASM Material Data SheetDocument2 pagesASM Material Data SheetShankar PranavPas encore d'évaluation
- Steel IndexDocument24 pagesSteel IndexAnonymous AlhzFE9EVNPas encore d'évaluation
- Stainless Steel, cf8, cf3, cf8m, cf3m, Ca15, Ca40, 17 - 4, 15 - 5, cd4m 1a, cg8mDocument2 pagesStainless Steel, cf8, cf3, cf8m, cf3m, Ca15, Ca40, 17 - 4, 15 - 5, cd4m 1a, cg8mDewandanuPas encore d'évaluation
- Tabla Torqueo de PernosDocument1 pageTabla Torqueo de PernosErnesto LinaresPas encore d'évaluation
- A 488A 488M 01 Welding Qualifications of Procedures and Personnel PDFDocument16 pagesA 488A 488M 01 Welding Qualifications of Procedures and Personnel PDFshakeelahmadjsrPas encore d'évaluation
- ASTM D 2000: Specification NumberDocument3 pagesASTM D 2000: Specification NumberjanarthananPas encore d'évaluation
- 010 Sa29 Sa29mDocument26 pages010 Sa29 Sa29mWeniton OliveiraPas encore d'évaluation
- Steel Grades HandbookDocument6 pagesSteel Grades Handbookbhavin178Pas encore d'évaluation
- Ansteel Product CatalogueDocument13 pagesAnsteel Product Cataloguerashid isaarPas encore d'évaluation
- 304 DDQ SpecificationDocument1 page304 DDQ Specificationdac_angelovPas encore d'évaluation
- Tata Steel - YMPRESS S500MC - Data SheetDocument2 pagesTata Steel - YMPRESS S500MC - Data SheetpnagarajjPas encore d'évaluation
- Age-Hardening Alloy Steel Forgings For Pressure Vessel ComponentsDocument4 pagesAge-Hardening Alloy Steel Forgings For Pressure Vessel ComponentsGustavo SuarezPas encore d'évaluation
- Headings and Subheadings - Word 2007Document20 pagesHeadings and Subheadings - Word 2007neerajtrvPas encore d'évaluation
- 1.3.4. PRODUCT: at Shop and Inspection and Test Plan at SiteDocument1 page1.3.4. PRODUCT: at Shop and Inspection and Test Plan at SiteneerajtrvPas encore d'évaluation
- Improper Painting On Weld JointsDocument3 pagesImproper Painting On Weld JointsneerajtrvPas encore d'évaluation
- Quality Assurance PlanDocument1 pageQuality Assurance Planneerajtrv100% (1)
- Sample Paper-2013 Class - XIIDocument5 pagesSample Paper-2013 Class - XIIneerajtrvPas encore d'évaluation
- R X Fof: Sample Paper - 2012 Class - XII MathematicsDocument6 pagesR X Fof: Sample Paper - 2012 Class - XII MathematicsneerajtrvPas encore d'évaluation
- Test 1 FormulasDocument1 pageTest 1 FormulasneerajtrvPas encore d'évaluation
- Marking Scheme Science XIIDocument342 pagesMarking Scheme Science XIIneerajtrvPas encore d'évaluation
- Formula SheetDocument2 pagesFormula SheetneerajtrvPas encore d'évaluation
- Clxichewk 091Document7 pagesClxichewk 091neerajtrvPas encore d'évaluation
- Answer Key HMWK - 1 CHPT 9 - 10Document11 pagesAnswer Key HMWK - 1 CHPT 9 - 10jts399Pas encore d'évaluation
- Mock 1Document14 pagesMock 1محمد زعبلاوىPas encore d'évaluation
- Nucleon Number ReferenceDocument6 pagesNucleon Number ReferenceNazihah NordinPas encore d'évaluation
- UK Manufacturer of Steel Strip - Ben Bennett JR - Spring SteelDocument2 pagesUK Manufacturer of Steel Strip - Ben Bennett JR - Spring SteelVivek GoudPas encore d'évaluation
- Gal Val Um East M Steel PropertiesDocument5 pagesGal Val Um East M Steel PropertiesAhmed BelalPas encore d'évaluation
- 1ionic Reactions2Document2 pages1ionic Reactions2Michael MitchellPas encore d'évaluation
- Chapter 7Document5 pagesChapter 7Choco LocoPas encore d'évaluation
- Chm4701 Catalysis Methanol SynthesisDocument27 pagesChm4701 Catalysis Methanol SynthesisErwinnie EllyiaPas encore d'évaluation
- Or IngDocument160 pagesOr IngvinibePas encore d'évaluation
- Definition and Classification of RefractoriesDocument2 pagesDefinition and Classification of RefractoriesFahad AhmmedPas encore d'évaluation
- Corson AlloyDocument4 pagesCorson AlloyPhung Tuan AnhPas encore d'évaluation
- Analysis of Fruit and Vegetable JuicesDocument3 pagesAnalysis of Fruit and Vegetable JuicesAditya Rajendran50% (2)
- Thesis DefenseDocument22 pagesThesis Defenseleamagana967Pas encore d'évaluation
- SF 0654Document4 pagesSF 0654QA LAB ISMPas encore d'évaluation
- Cambridge Assessment International Education: Combined Science 0653/31 May/June 2019Document10 pagesCambridge Assessment International Education: Combined Science 0653/31 May/June 2019Kristina FilipovićPas encore d'évaluation
- 2023 Specimen Paper 1Document18 pages2023 Specimen Paper 1maryy.army.77Pas encore d'évaluation
- Influence of Lead Zinc Iron III and ChroDocument7 pagesInfluence of Lead Zinc Iron III and ChroFrancisco GarayoPas encore d'évaluation
- Rail CorrosionDocument71 pagesRail CorrosionkishanrwtPas encore d'évaluation
- Kineski Limovi Q PDFDocument10 pagesKineski Limovi Q PDFssteticPas encore d'évaluation
- Chemistry: Classification of MatterDocument29 pagesChemistry: Classification of MatterRamzen Raphael DomingoPas encore d'évaluation
- CH 8. P-Block (Chem - 2)Document77 pagesCH 8. P-Block (Chem - 2)Pradeep KumarPas encore d'évaluation
- Chromic Acid Chromium Trioxide Flake: PropertiesDocument3 pagesChromic Acid Chromium Trioxide Flake: PropertiesAnggiPas encore d'évaluation
- Element Baby Book ProjectDocument8 pagesElement Baby Book ProjectLauryn100% (1)