Vous aimerez peut-être aussi
- D1412-Standard Test Method For Equilibrium Moisture of Coal at 96 To 97 Percent Relative Humidity and 30 Deg CelciusDocument5 pagesD1412-Standard Test Method For Equilibrium Moisture of Coal at 96 To 97 Percent Relative Humidity and 30 Deg CelciusWelsinsin Kevin SinPas encore d'évaluation
- EML2322L-Engineering Change NoticeDocument5 pagesEML2322L-Engineering Change NoticeJohn MelvinPas encore d'évaluation
- Improve Phase: Implementation Reducing Fuel On HD785-5/7 by Dimention of ManDocument29 pagesImprove Phase: Implementation Reducing Fuel On HD785-5/7 by Dimention of ManDidik Sugiantoro100% (1)
- CoalDocument43 pagesCoalmek00sPas encore d'évaluation
- Refrigeration and Air Conditioning Questions AnswersDocument8 pagesRefrigeration and Air Conditioning Questions Answersrupak504100% (1)
- Sedimentation & FiltrationDocument14 pagesSedimentation & FiltrationAlexPas encore d'évaluation
- Calculation of Heat and Mass BalanceDocument18 pagesCalculation of Heat and Mass BalanceJitendra Bhatia100% (3)
- SPE Papers Well DeliverabilityDocument279 pagesSPE Papers Well DeliverabilitySyed Ahmed FlarePas encore d'évaluation
- Coal Handling Maintenance ManualDocument80 pagesCoal Handling Maintenance ManualAndinata Sitepu100% (2)
- Nkana Cobalt Cu SXDocument7 pagesNkana Cobalt Cu SXKroya HunPas encore d'évaluation
- Handbook On Coal QualityDocument64 pagesHandbook On Coal QualitykING100% (1)
- Astm Standard For Coal TestingDocument8 pagesAstm Standard For Coal TestingHaider ZaidiPas encore d'évaluation
- Underground Coal MineDocument17 pagesUnderground Coal MineFavorSea Industrial Channel Limited100% (1)
- Coal Quality DeterminationDocument17 pagesCoal Quality DeterminationWulan Dwikusuma Asih100% (1)
- Holcim Material Bulk Density PDFDocument1 pageHolcim Material Bulk Density PDFEdgar Raul RomeroPas encore d'évaluation
- Coal Quality Management ProcedureDocument58 pagesCoal Quality Management ProcedureMudabbirPas encore d'évaluation
- Calorific Value of CoalDocument10 pagesCalorific Value of CoalAditya Sekhar100% (1)
- 0737 Open Pit Mining Sys EquipDocument28 pages0737 Open Pit Mining Sys EquipSivaraman SelvapandianPas encore d'évaluation
- ZeolitesDocument35 pagesZeolitesRizwan Khan100% (2)
- 9-Coal Mining CompleteDocument60 pages9-Coal Mining CompleteAchmad Rasyidi89% (9)
- Method of Working CoalDocument262 pagesMethod of Working CoalanupamkherPas encore d'évaluation
- Hydrogen IcsDocument16 pagesHydrogen IcsVũ PhươngPas encore d'évaluation
- Rumus Blending Batubara ADocument16 pagesRumus Blending Batubara AEka Setia0% (1)
- Chapter 9 Coal Properties PDFDocument26 pagesChapter 9 Coal Properties PDFAudhinna ZuffyPas encore d'évaluation
- KPC - Productivity Improvement 2014Document37 pagesKPC - Productivity Improvement 2014fransdaun100% (1)
- 01 Thiess Mining Plan - Tom CooneyDocument30 pages01 Thiess Mining Plan - Tom CooneyDwik Thesoulof VillianoPas encore d'évaluation
- SOP Coal Loss Accounting Qualitative (Part II)Document124 pagesSOP Coal Loss Accounting Qualitative (Part II)api-26261217100% (2)
- Astm E1269 Standard Test Method For CP by DSCDocument6 pagesAstm E1269 Standard Test Method For CP by DSCWMJPas encore d'évaluation
- Understanding Longwall Mining Process and TechniquesDocument40 pagesUnderstanding Longwall Mining Process and TechniquesyohanaPas encore d'évaluation
- Mine Plan Flow Chart & ScheduleDocument5 pagesMine Plan Flow Chart & ScheduleFebriansyah Nurdin100% (6)
- Coal ClassificationDocument13 pagesCoal ClassificationAnonymous a19X9GHZPas encore d'évaluation
- Damage Analysis of Catalyst Tube of Reformer FurnaceDocument9 pagesDamage Analysis of Catalyst Tube of Reformer FurnaceAnonymous xmSWrWbUKGPas encore d'évaluation
- Belt Conveyor Idler LifeDocument19 pagesBelt Conveyor Idler LifehimanshumalPas encore d'évaluation
- Spontaneous Combustion of CoalDocument31 pagesSpontaneous Combustion of CoalEstradove SatheeshPas encore d'évaluation
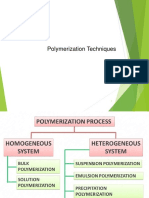
- Polymerisation Practice TEPEDocument39 pagesPolymerisation Practice TEPEDr. Dure Najaf Iqbal100% (3)
- 3.20 Removal of Conveyor Belt With New BeltDocument2 pages3.20 Removal of Conveyor Belt With New Beltvinodsn100% (1)
- Cyanide DestructionDocument11 pagesCyanide DestructionISMAEL RAMIREZPas encore d'évaluation
- Mechanical Availability, Physical Availability, Use of Availability and Effective UtilizationDocument1 pageMechanical Availability, Physical Availability, Use of Availability and Effective UtilizationBeldimanaftobingPas encore d'évaluation
- BS en 12255-14-2003-12 Wastewater Treatment Plants-Part 14 DisinfectionDocument16 pagesBS en 12255-14-2003-12 Wastewater Treatment Plants-Part 14 DisinfectionAbey VettoorPas encore d'évaluation
- Silo Protection PDFDocument4 pagesSilo Protection PDFjovanivanPas encore d'évaluation
- Coal Stockpile ManagementDocument18 pagesCoal Stockpile Managementsathish kumarPas encore d'évaluation
- Mine SchedullingDocument58 pagesMine SchedullinggarawahyucPas encore d'évaluation
- Longitudinal Stock Pile Calculations: Holnam Midlothian 10121Document2 pagesLongitudinal Stock Pile Calculations: Holnam Midlothian 10121jannumitsPas encore d'évaluation
- Determining The Capacity Constraint Resource of An Underground Production SectionDocument14 pagesDetermining The Capacity Constraint Resource of An Underground Production SectionKroya HunPas encore d'évaluation
- Enhancing Power Plant Productivity Through Effective Coal Stock Yard ManagementDocument19 pagesEnhancing Power Plant Productivity Through Effective Coal Stock Yard Managementmanoj983@gmail.com50% (2)
- Coal SopDocument8 pagesCoal SopRizal TengkuPas encore d'évaluation
- Sukses Berkarir Di Industri TambangDocument32 pagesSukses Berkarir Di Industri TambangFaishol UmarPas encore d'évaluation
- Best Practice - Env MGT - PT Adaro PDFDocument22 pagesBest Practice - Env MGT - PT Adaro PDFchaikal alghifari100% (1)
- Manual Book Coal HandlingDocument19 pagesManual Book Coal Handlingfelix asade100% (1)
- Quality ControlDocument17 pagesQuality ControlZulfa HabibinurPas encore d'évaluation
- Kaltim Prima CoalDocument41 pagesKaltim Prima CoalMeyyer Christopher Lumembang100% (2)
- AUSTRALIAN GUIDELINES FOR ESTIMATING COAL RESOURCESDocument48 pagesAUSTRALIAN GUIDELINES FOR ESTIMATING COAL RESOURCESSoumen BhadraPas encore d'évaluation
- KilnDocument20 pagesKilnzabira50% (2)
- 140-Coal Handling & PreparationDocument12 pages140-Coal Handling & Preparationagai09Pas encore d'évaluation
- Lahat Mine - Typical Mining ProjectDocument46 pagesLahat Mine - Typical Mining ProjectAgus Budiluhur100% (3)
- Coal Handling OperationalDocument12 pagesCoal Handling Operationalmugiraharjo7Pas encore d'évaluation
- Sampling dan Preparasi BatubaraDocument32 pagesSampling dan Preparasi BatubaraogiPas encore d'évaluation
- Murray River Coal Washing Plant Preliminary DesignDocument176 pagesMurray River Coal Washing Plant Preliminary DesignKhaliunaa Iderbat100% (1)
- Coal Blending: Business Value, Analysis, and OptimizationDocument7 pagesCoal Blending: Business Value, Analysis, and OptimizationJamesPas encore d'évaluation
- Mining Quality Planning AdaroDocument12 pagesMining Quality Planning AdaroFebriansyah NurdinPas encore d'évaluation
- Quality of Adaro Energy Coal Resources ReportDocument2 pagesQuality of Adaro Energy Coal Resources ReportDiego Martínez FernándezPas encore d'évaluation
- Managing Coal Stockpile TemperaturesDocument4 pagesManaging Coal Stockpile Temperaturesfranco_2010100% (1)
- Adaro Energy Coal Reserves and Resources Summary 2012Document1 pageAdaro Energy Coal Reserves and Resources Summary 2012albab onyonPas encore d'évaluation
- KDW Coaltrans Singapore 2011.SMGC - Webs - 2Document41 pagesKDW Coaltrans Singapore 2011.SMGC - Webs - 2Gardo PrasetyoPas encore d'évaluation
- The JORC Code and the Reporting of Coal Resources and ReservesDocument42 pagesThe JORC Code and the Reporting of Coal Resources and ReservesKun Hadipati Kusuma NegaraPas encore d'évaluation
- Wet Dust Control System Fundamentals: Key ConsiderationsDocument3 pagesWet Dust Control System Fundamentals: Key Considerations9964355812Pas encore d'évaluation
- 05 Wilpinjong Coal Inventory Management - James Anderson &Document14 pages05 Wilpinjong Coal Inventory Management - James Anderson &Dwik Thesoulof VillianoPas encore d'évaluation
- 1.1 - Sampling HandbookDocument28 pages1.1 - Sampling HandbookAndrés Castillo NavarroPas encore d'évaluation
- Melak Coal Mine ProjectDocument1 pageMelak Coal Mine ProjectAchmad Bachtiar FirmanPas encore d'évaluation
- EXCUTIVE SUMMARY KP PT. NUSA BARA - (New Updated 2019)Document1 pageEXCUTIVE SUMMARY KP PT. NUSA BARA - (New Updated 2019)agus rukmagaPas encore d'évaluation
- Coal Sampling ProcedureDocument16 pagesCoal Sampling ProcedureSyarif Muhammad Hikmatyar100% (1)
- Case Study MineSched at SebukuDocument27 pagesCase Study MineSched at SebukuDadanPas encore d'évaluation
- Chemistry in The Coal Industry: VII-Energy-E-Coal-1Document4 pagesChemistry in The Coal Industry: VII-Energy-E-Coal-1Pushp DuttPas encore d'évaluation
- Coal Storage QualitativeriskassessmentDocument7 pagesCoal Storage Qualitativeriskassessmentjithu_1986Pas encore d'évaluation
- Woehwa Loading Chute Type 17 1Document2 pagesWoehwa Loading Chute Type 17 1Kroya HunPas encore d'évaluation
- Pond DesignDocument5 pagesPond DesignKroya HunPas encore d'évaluation
- AA-Talon HV SD UM 60 X 10 Above Grade Setting Plan - IllustrativeDocument1 pageAA-Talon HV SD UM 60 X 10 Above Grade Setting Plan - IllustrativeKroya HunPas encore d'évaluation
- PlacerHandbook SettlingPonds PDFDocument16 pagesPlacerHandbook SettlingPonds PDFRaju SeptianPas encore d'évaluation
- SedmentationDocument6 pagesSedmentationJorge Olortiga OrtizPas encore d'évaluation
- Sediment ManagementDocument13 pagesSediment ManagementKroya HunPas encore d'évaluation
- Philips Asc DapDocument1 pagePhilips Asc DapMuafi HakimPas encore d'évaluation
- Agglomerator Paper ALTA 2005-MillermetDocument28 pagesAgglomerator Paper ALTA 2005-MillermetKroya HunPas encore d'évaluation
- Engineering Change Notice SampleDocument1 pageEngineering Change Notice SampleKroya HunPas encore d'évaluation
- HP L17690 002 User ManualDocument78 pagesHP L17690 002 User ManualKroya HunPas encore d'évaluation
- The Impact of Silica On Solvent ExtractionDocument16 pagesThe Impact of Silica On Solvent ExtractionGeorgi SavovPas encore d'évaluation
- The Diffrence Between Rotary and Vibratory Drum TechnologyDocument1 pageThe Diffrence Between Rotary and Vibratory Drum TechnologyKroya HunPas encore d'évaluation
- Zaldivar Agglomeration DrumDocument1 pageZaldivar Agglomeration DrumKroya Hun100% (1)
- Theory of Dynamic Interactions - Laws of MotionDocument11 pagesTheory of Dynamic Interactions - Laws of MotionKroya HunPas encore d'évaluation
- Choosing The Best Shakeout Technology For Your Process.Document1 pageChoosing The Best Shakeout Technology For Your Process.Kroya HunPas encore d'évaluation
- Choosing The Best Shakeout Technology For Your Process.Document1 pageChoosing The Best Shakeout Technology For Your Process.Kroya HunPas encore d'évaluation
- Vibration Control of A Plate Subjected To Impulsive Force by Plate-Type Dynamic Vibration AbsorbersDocument9 pagesVibration Control of A Plate Subjected To Impulsive Force by Plate-Type Dynamic Vibration AbsorbersKroya HunPas encore d'évaluation
- PP 148-152 Design and Analysis of Two Roller Sugar Mill Using FEA Techniques ChetanDocument5 pagesPP 148-152 Design and Analysis of Two Roller Sugar Mill Using FEA Techniques ChetanEditorijset Ijset100% (1)
- The Consequence of Particle Crushing in Engineering Properties of Granular MaterialsDocument6 pagesThe Consequence of Particle Crushing in Engineering Properties of Granular MaterialsKroya HunPas encore d'évaluation
- Chosen Indexes of Technological Assessment of Mineral ResourcesDocument5 pagesChosen Indexes of Technological Assessment of Mineral ResourcesKroya HunPas encore d'évaluation
- Dynamic Transverse Deflection of A Free Mild-Steel PlateDocument11 pagesDynamic Transverse Deflection of A Free Mild-Steel PlateKroya HunPas encore d'évaluation
- Theory of Dynamic Interactions - Laws of MotionDocument11 pagesTheory of Dynamic Interactions - Laws of MotionKroya HunPas encore d'évaluation
- PP 148-152 Design and Analysis of Two Roller Sugar Mill Using FEA Techniques ChetanDocument5 pagesPP 148-152 Design and Analysis of Two Roller Sugar Mill Using FEA Techniques ChetanEditorijset Ijset100% (1)
- Microsoft Word - Technical Paper-No.4Document2 pagesMicrosoft Word - Technical Paper-No.4Kroya HunPas encore d'évaluation
- Light & Heavy Duty Steel Skid and Frame Solutions: Capacity & CapabilitiesDocument2 pagesLight & Heavy Duty Steel Skid and Frame Solutions: Capacity & CapabilitiesKroya HunPas encore d'évaluation
- Iso 13438 2018Document9 pagesIso 13438 2018Phạm Hùng CườngPas encore d'évaluation
- Bio 112 Exp 3 RajnishDocument9 pagesBio 112 Exp 3 RajnishRajnish ShreerajPas encore d'évaluation
- Batch, Fed-Batch, CSTR & PFR Reactor Design EquationsDocument12 pagesBatch, Fed-Batch, CSTR & PFR Reactor Design EquationsRicky LeePas encore d'évaluation
- CONSTRUCTION CHEMISTRY ROOF WATERPROOFINGDocument2 pagesCONSTRUCTION CHEMISTRY ROOF WATERPROOFINGAmar WadoodPas encore d'évaluation
- Heat and Free Energy of Formation of Deuterium OxideDocument20 pagesHeat and Free Energy of Formation of Deuterium OxiderifikoPas encore d'évaluation
- CVDocument2 pagesCVyadse100% (1)
- Terluran GP-22: Acrylonitrile Butadiene Styrene (ABS)Document3 pagesTerluran GP-22: Acrylonitrile Butadiene Styrene (ABS)Mahdi VolgarPas encore d'évaluation
- Le 3000 Sostanze Controverse Che Neways Non UtilizzaDocument122 pagesLe 3000 Sostanze Controverse Che Neways Non UtilizzaGiorgio FerracinPas encore d'évaluation
- Am95 PDFDocument43 pagesAm95 PDFgarridolopezPas encore d'évaluation
- PHYSICAL PROPERTIES OF MATERIALS Review QuestionsDocument2 pagesPHYSICAL PROPERTIES OF MATERIALS Review Questionsprince stevenPas encore d'évaluation
- Khaled El Deeb Aquence 866 Process - ManualDocument39 pagesKhaled El Deeb Aquence 866 Process - ManualNew Wrld100% (1)
- Nama: Rodiatul Jannah No Absen: 28 Kelas: Xi-Mipa 3 Guru Mapel: Widisuwita Sumadia, M.PDDocument10 pagesNama: Rodiatul Jannah No Absen: 28 Kelas: Xi-Mipa 3 Guru Mapel: Widisuwita Sumadia, M.PDrodiatul jannahPas encore d'évaluation
- Эластомер 9045 MSDSDocument17 pagesЭластомер 9045 MSDSElena KhotulevaPas encore d'évaluation
- WS3Document2 pagesWS3dextercitomanPas encore d'évaluation
- Ch E 441 - Chemical Kinetics and Reaction Engineering Residence Time DistributionsDocument35 pagesCh E 441 - Chemical Kinetics and Reaction Engineering Residence Time Distributionsbenjy8769Pas encore d'évaluation
- Lecturer Chemistry Model QuestionDocument11 pagesLecturer Chemistry Model QuestionPrathana Vidya100% (1)
- Chem 16 LE-1 AnswerKeyDocument4 pagesChem 16 LE-1 AnswerKeyAntonette OngPas encore d'évaluation
- STM 124 Electronic Configuration and Quantum NumbersDocument18 pagesSTM 124 Electronic Configuration and Quantum NumbersIvana BalanoPas encore d'évaluation
- Callister Ch09Document90 pagesCallister Ch09Nemish KanwarPas encore d'évaluation
- Newton's Law of CoolingDocument5 pagesNewton's Law of Coolingjim1234uPas encore d'évaluation