Vous aimerez peut-être aussi
- 5.2 Plastics: Called Thermo Sets: 5.2.1 Thermoplastics. Thermoplastics Become Soften When Heated and Hard When CooledDocument4 pages5.2 Plastics: Called Thermo Sets: 5.2.1 Thermoplastics. Thermoplastics Become Soften When Heated and Hard When CooledBereket BlessingPas encore d'évaluation
- Plastics and Related ProductsDocument74 pagesPlastics and Related ProductsRoland CepedaPas encore d'évaluation
- TechDocument21 pagesTechPrajwal KalePas encore d'évaluation
- PLASTICS N RUBBDocument10 pagesPLASTICS N RUBBmickyraycon45Pas encore d'évaluation
- Properties and Uses of Polymeric MaterialsDocument16 pagesProperties and Uses of Polymeric MaterialszaraPas encore d'évaluation
- History of Plastics and RubberDocument7 pagesHistory of Plastics and RubberPamPeñeraSanchezPas encore d'évaluation
- POLYMER PROCESSING HandoutDocument4 pagesPOLYMER PROCESSING HandoutAmabelle SantosPas encore d'évaluation
- Solvent Cast Technology - A Versatile ToolDocument14 pagesSolvent Cast Technology - A Versatile ToolsggdgdPas encore d'évaluation
- Debinding Processes-: Friedherz H. Becker Riedhammer GMBH Klingenhofstrasse 72 90411 NürnbergDocument21 pagesDebinding Processes-: Friedherz H. Becker Riedhammer GMBH Klingenhofstrasse 72 90411 NürnbergAzrul ZafriePas encore d'évaluation
- Polymer Synthesis and Fabrication ReportDocument37 pagesPolymer Synthesis and Fabrication ReportKhuert Jirioz CooperPas encore d'évaluation
- Bubble Wrap Manufacturing ProcessDocument13 pagesBubble Wrap Manufacturing ProcessAnonymous a8rdyKOCPas encore d'évaluation
- Paper and Pulp IndustryDocument54 pagesPaper and Pulp IndustryDanna Eina BitaraPas encore d'évaluation
- Life Cycle AnalysisDocument5 pagesLife Cycle AnalysisSonia YuPas encore d'évaluation
- 202004032240236827nksingh Polymer ProcessingDocument9 pages202004032240236827nksingh Polymer ProcessingMuhammad Umair Akbar GujjarPas encore d'évaluation
- Bubble Wrap Manufacturing ProcessDocument13 pagesBubble Wrap Manufacturing ProcessDebasish Padhy100% (3)
- Unit 4 (BCHE-602)Document14 pagesUnit 4 (BCHE-602)Garima TamtaPas encore d'évaluation
- Naphtha Is A Flammable Liquid MadeDocument2 pagesNaphtha Is A Flammable Liquid Madeed modoPas encore d'évaluation
- Plastics ProcessingDocument19 pagesPlastics ProcessingAnonymous mRBbdopMKfPas encore d'évaluation
- Ceramic Fab Part-I COV21Document11 pagesCeramic Fab Part-I COV21SamPas encore d'évaluation
- How Foam is Made: A Guide to Polyurethane Manufacturing ProcessesDocument4 pagesHow Foam is Made: A Guide to Polyurethane Manufacturing ProcessesRana Afrasyab SaeedPas encore d'évaluation
- Plastic Moulding Processes OverviewDocument28 pagesPlastic Moulding Processes OverviewQUAZI ADYAN AHMAD 160419736049Pas encore d'évaluation
- Unit Vi. Polymeric Materials: Topic OutlineDocument7 pagesUnit Vi. Polymeric Materials: Topic OutlineIvyy Joyce BuanPas encore d'évaluation
- MM454 Lec 31-36 PDFDocument15 pagesMM454 Lec 31-36 PDFAhmad JanPas encore d'évaluation
- Chapter 6 Pulp mouldingsDocument32 pagesChapter 6 Pulp mouldingsshri kanetkarPas encore d'évaluation
- Task Sheet Names USI Task Carried Out in Report: All Members Assisted in Conducting The PresentationDocument11 pagesTask Sheet Names USI Task Carried Out in Report: All Members Assisted in Conducting The PresentationhannaPas encore d'évaluation
- Aircraft Materials, Construction and RepairDocument20 pagesAircraft Materials, Construction and RepairMark Jovince CardenasPas encore d'évaluation
- Civil Plastics Classification and PropertiesDocument6 pagesCivil Plastics Classification and PropertiesFortiter FysproPas encore d'évaluation
- Us5075057 PDFDocument6 pagesUs5075057 PDFPiryaPas encore d'évaluation
- Plastic PackagingDocument117 pagesPlastic PackagingAnthony Cruz0% (1)
- ProjectDocument4 pagesProjectNabin BaskotaPas encore d'évaluation
- Advantages and uses of rotational molding, blow molding, and other plastic forming processesDocument2 pagesAdvantages and uses of rotational molding, blow molding, and other plastic forming processesapril_ian02Pas encore d'évaluation
- Lantano, Justin B. (February 26,2023) PDFDocument2 pagesLantano, Justin B. (February 26,2023) PDFjustin lantanoPas encore d'évaluation
- Glass manufacturing processesDocument2 pagesGlass manufacturing processesjustin lantanoPas encore d'évaluation
- Waste Plastic To FuelDocument10 pagesWaste Plastic To FuelRaghavendra Raghav100% (3)
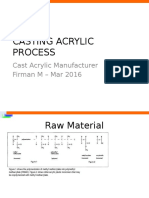
- Casting Acrylic ProcessDocument32 pagesCasting Acrylic ProcessFirman Muttaqin100% (3)
- Essential Paper IndustryDocument6 pagesEssential Paper IndustrySusmita SharmaPas encore d'évaluation
- Lecture 6Document25 pagesLecture 6Ishtiaq AhmedPas encore d'évaluation
- DryingDocument175 pagesDryingtalhawasimPas encore d'évaluation
- ProcessDocument4 pagesProcessYeni AgustiningsihPas encore d'évaluation
- FilmsDocument2 pagesFilmsElisya DiantyPas encore d'évaluation
- General Manufacturing StepsDocument9 pagesGeneral Manufacturing StepsPatricia de LeonPas encore d'évaluation
- Pulp and Paper Industry.Document15 pagesPulp and Paper Industry.Aman TandonPas encore d'évaluation
- Turning Plastic Waste Into OilDocument10 pagesTurning Plastic Waste Into OilSanjana SharmaPas encore d'évaluation
- ThermoplasticDocument26 pagesThermoplasticOsama HasanPas encore d'évaluation
- Slip Casting: An Overview of Ceramic Forming MethodDocument5 pagesSlip Casting: An Overview of Ceramic Forming MethodFaizan MalikPas encore d'évaluation
- 1.0 Mould Intro On PlasticsDocument17 pages1.0 Mould Intro On Plasticsnurul ainiPas encore d'évaluation
- Paper and Pulp ProcessingDocument21 pagesPaper and Pulp ProcessingJeff FernandezPas encore d'évaluation
- BindersDocument4 pagesBindersSariyyaHeydarovaPas encore d'évaluation
- Thermoplastic and ThermosetDocument8 pagesThermoplastic and ThermosetRenzo Cadag MacasilPas encore d'évaluation
- Processing of PolymersDocument36 pagesProcessing of Polymerssaadahmedkalidaas100% (1)
- University of The East College of Engineering: Plate No. 5 PolymersDocument22 pagesUniversity of The East College of Engineering: Plate No. 5 PolymersJOHNEDERSON PABLOPas encore d'évaluation
- Ceramic Tile Manufacturing Process PDFDocument9 pagesCeramic Tile Manufacturing Process PDFAmina CHAHBOUNI100% (2)
- Pulp and Paper IndustryDocument6 pagesPulp and Paper IndustrySaad AhmedPas encore d'évaluation
- Manufacturing Processes Lecture on Plastics Forming and PropertiesDocument36 pagesManufacturing Processes Lecture on Plastics Forming and Propertiesabdullah sulimanPas encore d'évaluation
- Carbon - Production MUY BUENODocument32 pagesCarbon - Production MUY BUENO4familias6253Pas encore d'évaluation
- Plastics: Types, Properties and ApplicationsDocument88 pagesPlastics: Types, Properties and ApplicationsShawn Ann SilanPas encore d'évaluation
- University of The East - Manila Mechanical Engineering DepartmentDocument12 pagesUniversity of The East - Manila Mechanical Engineering DepartmentAngelica AndresPas encore d'évaluation
- Laminates vs Coextruded FilmsDocument12 pagesLaminates vs Coextruded FilmsSagar BadnakhePas encore d'évaluation
- Linear Optimization ProblemDocument2 pagesLinear Optimization ProblemJustin Paul CongePas encore d'évaluation
- Solutions To Chapter 18Document21 pagesSolutions To Chapter 18Justin Paul CongePas encore d'évaluation
- Sheets/chemical-Precipitation - PDF: Phosphorous Removal ProcessDocument1 pageSheets/chemical-Precipitation - PDF: Phosphorous Removal ProcessJustin Paul CongePas encore d'évaluation
- Physical properties data tables and referencesDocument32 pagesPhysical properties data tables and referencesmidooooo198767% (3)
- Power PhrasesDocument20 pagesPower PhrasesUma Maheswari100% (2)
- Set 8 AnsDocument14 pagesSet 8 AnsMuhammad RomzuddinPas encore d'évaluation
- Power PhrasesDocument20 pagesPower PhrasesUma Maheswari100% (2)
- Engine Ex3Document5 pagesEngine Ex3Justin Paul CongePas encore d'évaluation
- Chapter 4 SolutionsDocument23 pagesChapter 4 SolutionsJustin Paul CongePas encore d'évaluation
- Point/Liquid Level Switch Measurement SystemsDocument6 pagesPoint/Liquid Level Switch Measurement SystemsJustin Paul CongePas encore d'évaluation
- An Essential Requirement in CV Based Industrial AppliancesDocument38 pagesAn Essential Requirement in CV Based Industrial AppliancesSiva KumarPas encore d'évaluation
- Chapter 16Document6 pagesChapter 16Justin Paul CongePas encore d'évaluation
- Calculo de EntalpiasDocument10 pagesCalculo de EntalpiasDaniel MontesPas encore d'évaluation
- Atsdr 2013 SPL Toxicity ValuesDocument12 pagesAtsdr 2013 SPL Toxicity ValuesJustin Paul CongePas encore d'évaluation
- Mapeh 8Document18 pagesMapeh 8Justin Paul CongePas encore d'évaluation
- Weekly Planner PDFDocument1 pageWeekly Planner PDFJustin Paul CongePas encore d'évaluation
- ISO Technical Codification PDFDocument170 pagesISO Technical Codification PDFMayo de la Paz0% (1)
- Progress StickerDocument2 pagesProgress StickerJustin Paul CongePas encore d'évaluation
- Memo 3Document1 pageMemo 3Justin Paul CongePas encore d'évaluation
- Memo 2Document1 pageMemo 2Justin Paul CongePas encore d'évaluation
- Document 3Document3 pagesDocument 3Justin Paul CongePas encore d'évaluation
- Structure RelationshipDocument5 pagesStructure RelationshipJustin Paul CongePas encore d'évaluation
- Boiler PicDocument1 pageBoiler PicJustin Paul CongePas encore d'évaluation
- COVER Basic MicrobiologyDocument1 pageCOVER Basic MicrobiologyJustin Paul CongePas encore d'évaluation
- Compound Interest Rates ProblemsDocument10 pagesCompound Interest Rates ProblemsJustin Paul CongePas encore d'évaluation
- Basic Microbiology: Pamantasan NG Lungsod NG MaynilaDocument1 pageBasic Microbiology: Pamantasan NG Lungsod NG MaynilaJustin Paul CongePas encore d'évaluation
- Gas Drying EquipmentDocument6 pagesGas Drying EquipmentJustin Paul CongePas encore d'évaluation
- Conge, Justin Paul N. Villaluna, Edson Valter U. Engr. Denvert Pangayao JANUARY 22, 2016Document1 pageConge, Justin Paul N. Villaluna, Edson Valter U. Engr. Denvert Pangayao JANUARY 22, 2016Justin Paul CongePas encore d'évaluation
- 245 Flux-Cored Wire Data Sheet PDFDocument2 pages245 Flux-Cored Wire Data Sheet PDFtoms4Pas encore d'évaluation
- Production Theory & EstimationDocument26 pagesProduction Theory & EstimationMelyan LhyandPas encore d'évaluation
- Chapter 9: Application: International Trade: 9.1 The Determinants of TradeDocument5 pagesChapter 9: Application: International Trade: 9.1 The Determinants of TradeFarPas encore d'évaluation
- Masina de Spalat Samsung Silver NanoDocument24 pagesMasina de Spalat Samsung Silver Nanoromeo1966Pas encore d'évaluation
- Welcome: K.S.K College of Engineering and Technology Department of Mechanical EngineeringDocument26 pagesWelcome: K.S.K College of Engineering and Technology Department of Mechanical EngineeringRisath AhamedPas encore d'évaluation
- Paper Production: Lester Dave C. Daguyo Rogelyn C. Josol Hazel L. EyanaDocument10 pagesPaper Production: Lester Dave C. Daguyo Rogelyn C. Josol Hazel L. EyanaRogelyn JosolPas encore d'évaluation
- (Corus) SHS Jointing - Flowdrill and Hollo-BoltDocument13 pages(Corus) SHS Jointing - Flowdrill and Hollo-Bolt_at_to_Pas encore d'évaluation
- 1.1 Minimum Wage - PhilippinesDocument6 pages1.1 Minimum Wage - PhilippinesInhenyero TsupiteroPas encore d'évaluation
- طلمبات السحب الطرفية e-NSCDocument3 pagesطلمبات السحب الطرفية e-NSCRheoserve Industrial SolutionsPas encore d'évaluation
- Rizwan Ali Mechanical Engineer ResumeDocument2 pagesRizwan Ali Mechanical Engineer Resumemessi107100% (1)
- Fisa Tehnica PVC Krystal Nou1Document3 pagesFisa Tehnica PVC Krystal Nou1Ioan CovaliovPas encore d'évaluation
- P8g-Ag10 NDocument18 pagesP8g-Ag10 NEwan SutherlandPas encore d'évaluation
- Rapid WallDocument30 pagesRapid Wallbakulharia100% (1)
- MN 304 - Production Economics - 6Document59 pagesMN 304 - Production Economics - 6Nipuna Thushara WijesekaraPas encore d'évaluation
- ACCG 2000 Week 1 homework questionsDocument2 pagesACCG 2000 Week 1 homework questions张嘉雯Pas encore d'évaluation
- Inventory management techniques and objectivesDocument62 pagesInventory management techniques and objectivesKeleti SanthoshPas encore d'évaluation
- Introduction To SAP Production Planning ModuleDocument19 pagesIntroduction To SAP Production Planning ModuleM. N. M. Ashfaque HasanPas encore d'évaluation
- A Seminar On Bharat Pumps & Compressors LTD: Presented by Amit Singh Roll - No. 1110440006Document17 pagesA Seminar On Bharat Pumps & Compressors LTD: Presented by Amit Singh Roll - No. 1110440006madhurauto100% (3)
- Lap Patch Notes (Printed)Document5 pagesLap Patch Notes (Printed)JeganeswaranPas encore d'évaluation
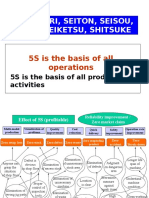
- 5 S Seiri, Seiton, Seisou, Seiketsu, Shitsuke: 5S Is The Basis of All OperationsDocument21 pages5 S Seiri, Seiton, Seisou, Seiketsu, Shitsuke: 5S Is The Basis of All OperationsAtul SharmaPas encore d'évaluation
- Material Martensitic 13%CR M 110Document6 pagesMaterial Martensitic 13%CR M 110Jaya DiPas encore d'évaluation
- Hardening and hardness test methods overviewDocument1 pageHardening and hardness test methods overviewkdalavadi3905Pas encore d'évaluation
- Product ListDocument2 pagesProduct ListMasood TariqPas encore d'évaluation
- Co CreationDocument9 pagesCo CreationManas DasPas encore d'évaluation
- About TVS Logistics PVTDocument4 pagesAbout TVS Logistics PVTSaif Ul IslamPas encore d'évaluation
- Accumulating and Assigning Cost To ProductDocument3 pagesAccumulating and Assigning Cost To ProductAchmad Faizal AzmiPas encore d'évaluation
- Bangalore Company List With ContactsDocument3 pagesBangalore Company List With Contactskiransunsmart67% (15)
- Flow Forming PresentationDocument16 pagesFlow Forming PresentationNaveen C. Bhatia0% (1)
- QCBrochureDocument3 pagesQCBrochureSinan AslanPas encore d'évaluation
- Asmuss Pipes and FittingsDocument106 pagesAsmuss Pipes and FittingsJohn HarkenPas encore d'évaluation