Vous aimerez peut-être aussi
- Machine Vision: Algorithms, Architectures, and SystemsD'EverandMachine Vision: Algorithms, Architectures, and SystemsPas encore d'évaluation
- Us 3995557Document6 pagesUs 3995557drive2345Pas encore d'évaluation
- Arpita Sharma Assignment 5Document9 pagesArpita Sharma Assignment 5Ritesh SinghPas encore d'évaluation
- Artificial Hand Using Embedded SystemDocument8 pagesArtificial Hand Using Embedded SystemSK Sayeed Sid0% (3)
- Micro/bit: Control Vectorial de Motores Síncronos Mediante DSPDocument8 pagesMicro/bit: Control Vectorial de Motores Síncronos Mediante DSPvladialvarezPas encore d'évaluation
- Advances in Control Systems: Theory and ApplicationsD'EverandAdvances in Control Systems: Theory and ApplicationsPas encore d'évaluation
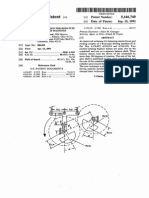
- Us 5146749Document6 pagesUs 5146749Juan Sebastian AguirrePas encore d'évaluation
- Computer Integrated ConstructionD'EverandComputer Integrated ConstructionH. WagterPas encore d'évaluation
- (1987) Bartlett, John T. - Process Simulation and Optimization Using MetsimDocument12 pages(1987) Bartlett, John T. - Process Simulation and Optimization Using MetsimLuis La TorrePas encore d'évaluation
- (Plate Ut Check Procedure (For Lamination Check) - 1Document6 pages(Plate Ut Check Procedure (For Lamination Check) - 1Deepan RajPas encore d'évaluation
- Ieee On TorontoDocument4 pagesIeee On TorontojonathanmartinPas encore d'évaluation
- Tec. Qx. Russell Taylor HumeralDocument32 pagesTec. Qx. Russell Taylor HumeralAlvaro_086Pas encore d'évaluation
- United States Patent (19) : Murata Et Al. (11) Patent NumberDocument12 pagesUnited States Patent (19) : Murata Et Al. (11) Patent NumberCatanescu Alexandru-LaurentiuPas encore d'évaluation
- Hydrocarbonate Reservoir Characterization Constrained To 3D Seismic AttributesDocument10 pagesHydrocarbonate Reservoir Characterization Constrained To 3D Seismic AttributesseanmohdPas encore d'évaluation
- 20-32 Quantitative Prediction of Transformation Hardening in Steels PDFDocument13 pages20-32 Quantitative Prediction of Transformation Hardening in Steels PDFUlises Quintana CarhuanchoPas encore d'évaluation
- United States Patent (191: (11) Patent Number: (45) Date of PatentDocument5 pagesUnited States Patent (191: (11) Patent Number: (45) Date of PatentSalmanPashaPas encore d'évaluation
- United States Patent (191: Bieniosek (45) Date of Patent: May 23, 1989Document4 pagesUnited States Patent (191: Bieniosek (45) Date of Patent: May 23, 1989harishkumarsinghPas encore d'évaluation
- Alt-O. : Indlvlduelly /@Document7 pagesAlt-O. : Indlvlduelly /@drivinerPas encore d'évaluation
- Hidden Factory - Harry - TextDocument13 pagesHidden Factory - Harry - Textashesh5388Pas encore d'évaluation
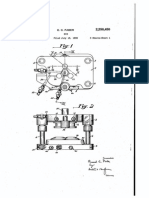
- ¿J Fowuv C'ansn SNR-RW: F Íled April 23, 1943Document8 pages¿J Fowuv C'ansn SNR-RW: F Íled April 23, 1943sorin.dragosPas encore d'évaluation
- Roane, James B. - The Balanced Force Concept, JOE, 11, 5, May 1985Document9 pagesRoane, James B. - The Balanced Force Concept, JOE, 11, 5, May 1985Härôld BäthôryPas encore d'évaluation
- 2840Document231 pages2840Nachawon PrasongthamPas encore d'évaluation
- United States Patent (19) : Gray, SRDocument7 pagesUnited States Patent (19) : Gray, SRMary AndersonPas encore d'évaluation
- Designing A Flex Ible Enga Gem Ent M Odel: CCSM-30 4Document7 pagesDesigning A Flex Ible Enga Gem Ent M Odel: CCSM-30 4Aiden PantryPas encore d'évaluation
- On OperationsDocument57 pagesOn OperationsHANNAH CHARIS CANOYPas encore d'évaluation
- Studies of The Motion of The Brain at A Suddenly Applied Rotation of The SkullDocument8 pagesStudies of The Motion of The Brain at A Suddenly Applied Rotation of The SkullDeepsPas encore d'évaluation
- Acmtos 13Document26 pagesAcmtos 13Kashif SaeedPas encore d'évaluation
- Dev Eloping Persona L Pla Ybooks: CCSM-30 5Document7 pagesDev Eloping Persona L Pla Ybooks: CCSM-30 5Aiden PantryPas encore d'évaluation
- High Intensity Ultrasonic GeneratorDocument10 pagesHigh Intensity Ultrasonic GeneratorHai NguyenPas encore d'évaluation
- Leveragingadvanced Ca Pa City M Odeling: CCSM-30 6Document7 pagesLeveragingadvanced Ca Pa City M Odeling: CCSM-30 6Aiden PantryPas encore d'évaluation
- United States Patent (191: Moriya Et A1Document8 pagesUnited States Patent (191: Moriya Et A1a5216730Pas encore d'évaluation
- RestrictionsDocument5 pagesRestrictionsDhana Jaya WardanaPas encore d'évaluation
- MB0047Document35 pagesMB0047abhishek13481Pas encore d'évaluation
- Shell Omala S2 G 2202Document2 pagesShell Omala S2 G 2202Sholhan AzizPas encore d'évaluation
- 2011 Strehmel MSCDocument139 pages2011 Strehmel MSCrsiqueirasantos5711Pas encore d'évaluation
- Report in Entrep-G2Document25 pagesReport in Entrep-G2AltheaPas encore d'évaluation
- APICS CPIM Study Notes MPR ModuleDocument17 pagesAPICS CPIM Study Notes MPR Modulecwh92770% (10)
- United States Patent (191: Crowder (11) Patent Number: (45) Date of PatentDocument5 pagesUnited States Patent (191: Crowder (11) Patent Number: (45) Date of Patentgtr56Pas encore d'évaluation
- United States Patent (191 4,927,800: Nishiki Et AlDocument7 pagesUnited States Patent (191 4,927,800: Nishiki Et AlchecolonoskiPas encore d'évaluation
- HAARP PatentDocument12 pagesHAARP PatentGordon DuffPas encore d'évaluation
- Jenike108 PDFDocument322 pagesJenike108 PDFHanns Flies KPas encore d'évaluation
- Workbook CCSM103EffectiveOnboardingDocument13 pagesWorkbook CCSM103EffectiveOnboardingsriniPas encore d'évaluation
- A General Unified Approach To Modelling Switching-Converter Power StagesDocument14 pagesA General Unified Approach To Modelling Switching-Converter Power StagesalucardlipknotPas encore d'évaluation
- Modelado de Pymes Con IDEF0Document14 pagesModelado de Pymes Con IDEF0ckruger1Pas encore d'évaluation
- Consumer Online PrivacyDocument14 pagesConsumer Online Privacymabelle901Pas encore d'évaluation
- Thinc - Aloud: - Volume IiDocument13 pagesThinc - Aloud: - Volume Iipushkarsingh27Pas encore d'évaluation
- Introduction To Advance Product Quality Planning (Apqp)Document16 pagesIntroduction To Advance Product Quality Planning (Apqp)mak4funPas encore d'évaluation
- United States Patent: MinetDocument7 pagesUnited States Patent: Minetkees321Pas encore d'évaluation
- Us 2250450Document8 pagesUs 2250450RajVardhanPas encore d'évaluation
- Generator: United States Patent (191Document11 pagesGenerator: United States Patent (191Niki MikiPas encore d'évaluation
- Structural Optimization of Landing Gears Using STARSTRUC: A.M. Elsaie R. Santillan, JRDocument8 pagesStructural Optimization of Landing Gears Using STARSTRUC: A.M. Elsaie R. Santillan, JRManoj Paul JohnPas encore d'évaluation
- Abb Sras 1-07-72dpiDocument100 pagesAbb Sras 1-07-72dpiahmetgumus1900Pas encore d'évaluation
- Rheological Fundamentals of Soil Mechanics - VyalovDocument19 pagesRheological Fundamentals of Soil Mechanics - Vyalovmkon79Pas encore d'évaluation
- Planning and Implementing USDDocument2 pagesPlanning and Implementing USDparama.mPas encore d'évaluation
- Creep - Investigation To Soil Creep1981 - 01 - 0100Document5 pagesCreep - Investigation To Soil Creep1981 - 01 - 0100TONNY LESMANAPas encore d'évaluation
- Deflection of Two-Way Reinforced Concrete Systems: State-Of-Theart ReportDocument24 pagesDeflection of Two-Way Reinforced Concrete Systems: State-Of-Theart ReportKaram AlbarodyPas encore d'évaluation
- Understanding Caspian Region's Role in Ensuring Central Asia's Energy Security Prospects For Cooperation and InterdependenceDocument20 pagesUnderstanding Caspian Region's Role in Ensuring Central Asia's Energy Security Prospects For Cooperation and InterdependenceADBI EventsPas encore d'évaluation
- Apr Id24776Document22 pagesApr Id24776Carlos ArenasPas encore d'évaluation
- Mvjfur 94749843Document2 pagesMvjfur 94749843Carlos ArenasPas encore d'évaluation
- Radial Basis Functional Model of Multi-Point Dieless Forming Process For Springback Reduction and CompensationDocument1 pageRadial Basis Functional Model of Multi-Point Dieless Forming Process For Springback Reduction and CompensationCarlos ArenasPas encore d'évaluation
- 34 FTR 45Document10 pages34 FTR 45Carlos ArenasPas encore d'évaluation
- Mat 6453-9854PDocument78 pagesMat 6453-9854PCarlos ArenasPas encore d'évaluation
- Diels AlderDocument10 pagesDiels AlderJorge LizcanoPas encore d'évaluation
- Rev 04Document32 pagesRev 04Rene Ramos MenesesPas encore d'évaluation
- FG 023Document8 pagesFG 023Carlos ArenasPas encore d'évaluation
- Icmp2014 5014Document3 pagesIcmp2014 5014Carlos ArenasPas encore d'évaluation
- 3D Model Based Boat Hull Design and Manufacturing: - InformatikaDocument3 pages3D Model Based Boat Hull Design and Manufacturing: - InformatikaCarlos ArenasPas encore d'évaluation
- Finite Element Simulation of Residual Stress Profiles in Peen Forming ProcessDocument1 pageFinite Element Simulation of Residual Stress Profiles in Peen Forming ProcessCarlos ArenasPas encore d'évaluation
- Friction Stir Incremental Forming of A2017 Aluminum SheetsDocument6 pagesFriction Stir Incremental Forming of A2017 Aluminum SheetsCarlos ArenasPas encore d'évaluation
- Seamless Superconducting RF CavitiesDocument4 pagesSeamless Superconducting RF CavitiesCarlos ArenasPas encore d'évaluation
- Jamech: Numerical and Experimental Analysis and Optimization of Process Parameters of AA1050 Incremental Sheet FormingDocument11 pagesJamech: Numerical and Experimental Analysis and Optimization of Process Parameters of AA1050 Incremental Sheet FormingCarlos ArenasPas encore d'évaluation
- New Tools For The Selection of Technologies Application To Sheet Metal FormingDocument5 pagesNew Tools For The Selection of Technologies Application To Sheet Metal FormingCarlos ArenasPas encore d'évaluation
- 864565324Document10 pages864565324Carlos ArenasPas encore d'évaluation
- Nmir 20130729161758Document290 pagesNmir 20130729161758Carlos ArenasPas encore d'évaluation
- Dieless Forming Using 3D Printer of Carbon Fibre Reinforced Plastic Parts PDFDocument9 pagesDieless Forming Using 3D Printer of Carbon Fibre Reinforced Plastic Parts PDFIjcemJournalPas encore d'évaluation
- DDM - InstructionsDocument9 pagesDDM - InstructionsCarlos ArenasPas encore d'évaluation
- United States Patent (19) : Park Et Al. (11) Patent NumberDocument10 pagesUnited States Patent (19) : Park Et Al. (11) Patent NumberCarlos ArenasPas encore d'évaluation
- Review On Various Kinds of Die Less Forming Methods: Sayed Mojtaba Tabibian, Maryam Khanian NajafabadiDocument5 pagesReview On Various Kinds of Die Less Forming Methods: Sayed Mojtaba Tabibian, Maryam Khanian NajafabadiCarlos ArenasPas encore d'évaluation
- Design of Metallic Expansion Joints PDFDocument8 pagesDesign of Metallic Expansion Joints PDFASHISH GUPTAPas encore d'évaluation
- 9809 0566Document98 pages9809 0566Carlos ArenasPas encore d'évaluation
- ZV M665Document32 pagesZV M665Carlos ArenasPas encore d'évaluation
- Wyyt 97y4Document16 pagesWyyt 97y4Carlos ArenasPas encore d'évaluation
- Proc Ese 1233Document4 pagesProc Ese 1233Carlos ArenasPas encore d'évaluation
- Z-18 GTTRRDocument12 pagesZ-18 GTTRRCarlos ArenasPas encore d'évaluation
- ZCVN Kiut774Document14 pagesZCVN Kiut774Carlos ArenasPas encore d'évaluation
- ZX 03-TDocument29 pagesZX 03-TCarlos ArenasPas encore d'évaluation
- VMF 096uDocument11 pagesVMF 096uCarlos ArenasPas encore d'évaluation
- Casting notes-EME-1Document23 pagesCasting notes-EME-1AndrewPas encore d'évaluation
- Hes B100-99 Dimensional Tolerances For Threaded FastenerDocument6 pagesHes B100-99 Dimensional Tolerances For Threaded FastenerPreetam KumarPas encore d'évaluation
- Class 2B Internal ThreadsDocument2 pagesClass 2B Internal ThreadsLaural MarshallPas encore d'évaluation
- Introduction of Manufacturing ProcessesDocument44 pagesIntroduction of Manufacturing Processesdhruvmistry300Pas encore d'évaluation
- NPD Parts SheetDocument2 pagesNPD Parts SheetAbhishek DahiyaPas encore d'évaluation
- Permanent Mold Casting Processes: Usually Made From Metal Gas Pressure or A Vacuum UsedDocument57 pagesPermanent Mold Casting Processes: Usually Made From Metal Gas Pressure or A Vacuum UsedJacob KussiaPas encore d'évaluation
- CAT Torque Specifications EnglishDocument5 pagesCAT Torque Specifications EnglishSergeyPas encore d'évaluation
- 3475331Document41 pages3475331Nguyen Trong TanPas encore d'évaluation
- Article - Screw Threads DesignDocument16 pagesArticle - Screw Threads DesignPRADEEPPas encore d'évaluation
- Advance Metal Forming ProcessDocument12 pagesAdvance Metal Forming ProcessRemo RamPas encore d'évaluation
- UNC Thread ANSI/ASME B1.1: Last Chance To Invest at 500kDocument2 pagesUNC Thread ANSI/ASME B1.1: Last Chance To Invest at 500kAtul BedekarPas encore d'évaluation
- Schduled For Month July-2022Document53 pagesSchduled For Month July-2022Bolzen ProductionPas encore d'évaluation
- Casting DefectsDocument12 pagesCasting DefectsPushkar GopalPas encore d'évaluation
- 5113Document4 pages5113jineesha p jPas encore d'évaluation
- Description and Taxonomy of The Manufacturing Processes PDFDocument5 pagesDescription and Taxonomy of The Manufacturing Processes PDFBhupesh GuptaPas encore d'évaluation
- Polymer Processing Operation: "Sheet Extruding Machine"Document9 pagesPolymer Processing Operation: "Sheet Extruding Machine"zarqullah javaidPas encore d'évaluation
- Types of ThreadsDocument20 pagesTypes of Threadsrethinamk50% (2)
- AMT - CastingDocument44 pagesAMT - CastingUddhav ArothePas encore d'évaluation
- Parts List PDP-KitDocument5 pagesParts List PDP-KitMq Sita QuispePas encore d'évaluation
- Sand CastingDocument2 pagesSand CastingAhmad NabilPas encore d'évaluation
- Metal Forming Processes: Dr. Sunil JhaDocument16 pagesMetal Forming Processes: Dr. Sunil JhaarulmuruguPas encore d'évaluation
- Casting - WikipediaDocument4 pagesCasting - WikipediaKyaw Bhone WinPas encore d'évaluation
- Dhanalakshmi College of Engineering Department of Mechanical Engineering Me 6302 Manufacturing Technology - 1 (Question Bank)Document10 pagesDhanalakshmi College of Engineering Department of Mechanical Engineering Me 6302 Manufacturing Technology - 1 (Question Bank)arulPas encore d'évaluation
- MCQS For Manfactering Process PDFDocument10 pagesMCQS For Manfactering Process PDFGet Soon WellPas encore d'évaluation
- Extrusion Blow Molding Process PDFDocument2 pagesExtrusion Blow Molding Process PDFPetePas encore d'évaluation
- Types of Pattern and Its ApplicationDocument27 pagesTypes of Pattern and Its ApplicationKarthik GanesanPas encore d'évaluation
- Tonnage CalculationDocument1 pageTonnage Calculationsumit chatterjeePas encore d'évaluation
- BSP Thread ChartDocument4 pagesBSP Thread ChartSaidas sekaran70% (10)
- 1546 1572Document27 pages1546 1572claudioandrevalverdePas encore d'évaluation
- Shell Mold Casting Is A Metal Casting Process Similar To Sand CastingDocument2 pagesShell Mold Casting Is A Metal Casting Process Similar To Sand Castingria19Pas encore d'évaluation
- Transformed: Moving to the Product Operating ModelD'EverandTransformed: Moving to the Product Operating ModelÉvaluation : 4 sur 5 étoiles4/5 (1)
- Analog Design and Simulation Using OrCAD Capture and PSpiceD'EverandAnalog Design and Simulation Using OrCAD Capture and PSpicePas encore d'évaluation
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tD'EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tÉvaluation : 4.5 sur 5 étoiles4.5/5 (27)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceD'EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceÉvaluation : 4 sur 5 étoiles4/5 (19)
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureD'EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsD'EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsÉvaluation : 5 sur 5 étoiles5/5 (1)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsD'EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsPas encore d'évaluation
- Laws of UX: Using Psychology to Design Better Products & ServicesD'EverandLaws of UX: Using Psychology to Design Better Products & ServicesÉvaluation : 5 sur 5 étoiles5/5 (9)
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneD'EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneÉvaluation : 4.5 sur 5 étoiles4.5/5 (5)
- Design for How People Think: Using Brain Science to Build Better ProductsD'EverandDesign for How People Think: Using Brain Science to Build Better ProductsÉvaluation : 4 sur 5 étoiles4/5 (8)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchD'EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchÉvaluation : 4 sur 5 étoiles4/5 (10)
- Lean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsD'EverandLean vs Agile vs Design Thinking: What You Really Need to Know to Build High-Performing Digital Product TeamsÉvaluation : 4 sur 5 étoiles4/5 (2)
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersD'EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersÉvaluation : 4 sur 5 étoiles4/5 (13)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableD'EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginablePas encore d'évaluation
- 507 Mechanical Movements: Mechanisms and DevicesD'Everand507 Mechanical Movements: Mechanisms and DevicesÉvaluation : 4 sur 5 étoiles4/5 (28)
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsD'EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsPas encore d'évaluation
- Understanding Automotive Electronics: An Engineering PerspectiveD'EverandUnderstanding Automotive Electronics: An Engineering PerspectiveÉvaluation : 3.5 sur 5 étoiles3.5/5 (16)
- Basic Electric Circuits: Pergamon International Library of Science, Technology, Engineering and Social StudiesD'EverandBasic Electric Circuits: Pergamon International Library of Science, Technology, Engineering and Social StudiesÉvaluation : 3 sur 5 étoiles3/5 (1)
- Design Recipes for FPGAs: Using Verilog and VHDLD'EverandDesign Recipes for FPGAs: Using Verilog and VHDLÉvaluation : 2 sur 5 étoiles2/5 (1)