Vous aimerez peut-être aussi
- 4:30:21 PaystubDocument1 page4:30:21 PaystubRhoderlande JosephPas encore d'évaluation
- African Traditional Medicine A PrimerDocument5 pagesAfrican Traditional Medicine A PrimerEditor IJTSRDPas encore d'évaluation
- MicroemulsionsDocument12 pagesMicroemulsionsRicardox_X100% (1)
- Polymer DispersionsDocument25 pagesPolymer Dispersionsmitimas2003Pas encore d'évaluation
- Quick Guide To Cardiopulmonary Care 4th EditionDocument185 pagesQuick Guide To Cardiopulmonary Care 4th EditionLorenzo Romero AlbarranPas encore d'évaluation
- Fertilizer AdditivesDocument7 pagesFertilizer AdditivesmohsanmajeedPas encore d'évaluation
- The Adhesives Journal 2019 01Document22 pagesThe Adhesives Journal 2019 01rishikeshmandawadPas encore d'évaluation
- Food CatalogDocument20 pagesFood Catalogin_angel03Pas encore d'évaluation
- Great Lakes Polymer - StabilisersDocument16 pagesGreat Lakes Polymer - StabilisersRubber Team100% (1)
- Silicones and Structural AdhesivesDocument12 pagesSilicones and Structural AdhesivesDries Seuntjens100% (1)
- Archroma PassionDocument8 pagesArchroma PassionPalashPas encore d'évaluation
- Tego - DeareatorsDocument8 pagesTego - DeareatorsPaoloMMPas encore d'évaluation
- Stepan Formulation 1205Document2 pagesStepan Formulation 1205ricardo navarretePas encore d'évaluation
- BYK B-G1 Wax ENDocument8 pagesBYK B-G1 Wax ENXuân Giang NguyễnPas encore d'évaluation
- New Dimensions of SoftnessDocument9 pagesNew Dimensions of SoftnessEugene PaiPas encore d'évaluation
- Colorants For PolyamidesDocument2 pagesColorants For PolyamidesMuhammad AhmadPas encore d'évaluation
- Cruz v. CA - G.R. No. 122445 - November 18, 1997 - DIGESTDocument2 pagesCruz v. CA - G.R. No. 122445 - November 18, 1997 - DIGESTAaron Ariston80% (5)
- Guar Gum Edicol Data SheetDocument7 pagesGuar Gum Edicol Data SheetfifiPas encore d'évaluation
- Cellulose EthersDocument18 pagesCellulose EthersmghaffarzadehPas encore d'évaluation
- EthersDocument173 pagesEthersConservare RestaurarePas encore d'évaluation
- PCC 2 What Is PCC 2 and Article of Leak Box On Stream RepairGregDocument12 pagesPCC 2 What Is PCC 2 and Article of Leak Box On Stream RepairGregArif Nur AzizPas encore d'évaluation
- Basf Sokalan HP 53 Vs HP 56Document8 pagesBasf Sokalan HP 53 Vs HP 56marcela walterosPas encore d'évaluation
- Guar Gum PDFDocument9 pagesGuar Gum PDFRavindra V. Mokal0% (1)
- Waxes For Engineering PlasticsDocument66 pagesWaxes For Engineering PlasticsOsov Gutim100% (1)
- Glossary and Basic Review of PolyurethanesDocument2 pagesGlossary and Basic Review of Polyurethanesuocmogiandi_aPas encore d'évaluation
- CHT Hydrophilic Hydrophobic Spin FinishDocument21 pagesCHT Hydrophilic Hydrophobic Spin Finishvb_scribd1234100% (2)
- Sparkling Solutions For Home Care: Product GuideDocument16 pagesSparkling Solutions For Home Care: Product GuideSara CastañoPas encore d'évaluation
- Alkoxylates: Promoting Superior PerformanceDocument12 pagesAlkoxylates: Promoting Superior PerformanceChanduSaiHemanthPas encore d'évaluation
- Module 3 Passive Heating 8.3.18Document63 pagesModule 3 Passive Heating 8.3.18Aman KashyapPas encore d'évaluation
- Leucophor BNBDocument4 pagesLeucophor BNBTahir IqbalPas encore d'évaluation
- Leadership Roles and Management Functions in Nursing Theory and ApplicationDocument2 pagesLeadership Roles and Management Functions in Nursing Theory and Applicationivan0% (3)
- HighLights EnergyCuring PDFDocument32 pagesHighLights EnergyCuring PDFEugene PaiPas encore d'évaluation
- HeiQ Product Range 2014-03-25Document37 pagesHeiQ Product Range 2014-03-25Kushagradhi Debnath100% (1)
- Advances in Physicochemical Properties of Biopolymers: Part 2D'EverandAdvances in Physicochemical Properties of Biopolymers: Part 2Pas encore d'évaluation
- 2017 - Biobased Epoxy Resins From Deconstructed Native Softwood LigninDocument9 pages2017 - Biobased Epoxy Resins From Deconstructed Native Softwood Lignincici-oliveiraPas encore d'évaluation
- JSDC Volume 99 (1983) 183-191Document9 pagesJSDC Volume 99 (1983) 183-191Kaio MaxPas encore d'évaluation
- Vanillin, A Potential Carrier For Low Temperature Dyeing of Polyester FabricsDocument7 pagesVanillin, A Potential Carrier For Low Temperature Dyeing of Polyester Fabricshizadan24047Pas encore d'évaluation
- Bio-Based Routes To Synthesize Cyclic Carbonates and Polyamines Precursors of Non-Isocyanate PolyurethanesDocument17 pagesBio-Based Routes To Synthesize Cyclic Carbonates and Polyamines Precursors of Non-Isocyanate PolyurethanesKpopersssPas encore d'évaluation
- ESBO NanyaDocument12 pagesESBO NanyaHuỳnh Thanh HảiPas encore d'évaluation
- Chemical Modification of PolyestersDocument11 pagesChemical Modification of PolyestersVASANHF1Pas encore d'évaluation
- The Big TEGO. Products Services Data Sheets-75-150!1!15Document15 pagesThe Big TEGO. Products Services Data Sheets-75-150!1!15DWI RAHMASARI FATMAWATIPas encore d'évaluation
- 0 B0b004 M ZDocument8 pages0 B0b004 M ZhhedfiPas encore d'évaluation
- Expancel Microspheres BoudDocument14 pagesExpancel Microspheres BoudChris BothaPas encore d'évaluation
- Vegetable Oil Based Polyurethane Coatings A Sustainable ApproachDocument18 pagesVegetable Oil Based Polyurethane Coatings A Sustainable ApproachHamza CinPas encore d'évaluation
- A Perspective Approach To Sustainable Routes For Non-IsocyanateDocument30 pagesA Perspective Approach To Sustainable Routes For Non-IsocyanateThaís FernandaPas encore d'évaluation
- Dyeing of Polyamide FibresDocument53 pagesDyeing of Polyamide FibresParul PrajapatiPas encore d'évaluation
- Tinuvin 292Document3 pagesTinuvin 292Mohammad Doost Mohammadi100% (1)
- 2016 Progress in Non-Isocyanate Polyurethanes Synthesized PDFDocument38 pages2016 Progress in Non-Isocyanate Polyurethanes Synthesized PDFPilar MayaPas encore d'évaluation
- Antifoam PresentationDocument15 pagesAntifoam PresentationAnonymous qLk7qDHfK100% (2)
- Anti Migrasi ReaktifDocument12 pagesAnti Migrasi ReaktifharlanPas encore d'évaluation
- Dye Surfactant InteractionDocument25 pagesDye Surfactant InteractionHirak ChatterjeePas encore d'évaluation
- Increasing Sustainability of Industrial Coatings With Imerys Functional MineralsDocument28 pagesIncreasing Sustainability of Industrial Coatings With Imerys Functional Mineralss0n1907Pas encore d'évaluation
- Passion For Automotive: Best-In-Class Innovation, Application and SolutionsDocument9 pagesPassion For Automotive: Best-In-Class Innovation, Application and SolutionsLuis Gamarra VicunaPas encore d'évaluation
- Polyester Based Hybrid Organic CoatingsDocument206 pagesPolyester Based Hybrid Organic CoatingsUsama AwadPas encore d'évaluation
- Tinopal CBS XDocument2 pagesTinopal CBS XMario Toxqui0% (1)
- New Raw Materials For Cationic UvebDocument8 pagesNew Raw Materials For Cationic UvebArturo RamirezPas encore d'évaluation
- Yellowing of Textiles - Anti Phenolic YellowingDocument20 pagesYellowing of Textiles - Anti Phenolic YellowingL.N.CHEMICAL INDUSTRYPas encore d'évaluation
- Clariant Brochure Emulsion Polymerization Portfolio 2017 EN PDFDocument4 pagesClariant Brochure Emulsion Polymerization Portfolio 2017 EN PDF幸福100% (1)
- Croda Smarter Polymers Guide Sep 2019Document20 pagesCroda Smarter Polymers Guide Sep 2019Keith Tamura100% (1)
- Studies On Cyclohexanone FormaldehydeDocument5 pagesStudies On Cyclohexanone FormaldehydeNanasaheb PatilPas encore d'évaluation
- Tyzor PDFDocument11 pagesTyzor PDFDhruv SevakPas encore d'évaluation
- 2015-2019 NA Market Report For Hot Melt Adhesives - ASC (v1)Document181 pages2015-2019 NA Market Report For Hot Melt Adhesives - ASC (v1)Jorge Forero100% (2)
- Executive Summary: 0.1 National SceneDocument7 pagesExecutive Summary: 0.1 National SceneRSPas encore d'évaluation
- Chap12 PDFDocument44 pagesChap12 PDFYassine OuakkiPas encore d'évaluation
- Hydrophilic Silicones NewDocument11 pagesHydrophilic Silicones NewL.N.CHEMICAL INDUSTRYPas encore d'évaluation
- The Determination of Epoxide Groups: Monographs in Organic Functional Group AnalysisD'EverandThe Determination of Epoxide Groups: Monographs in Organic Functional Group AnalysisPas encore d'évaluation
- Polymer Syntheses: Organic Chemistry: A Series of Monographs, Vol. 3D'EverandPolymer Syntheses: Organic Chemistry: A Series of Monographs, Vol. 3Pas encore d'évaluation
- En CafDocument1 pageEn Caffareedee0% (1)
- Jose de Villa National School: Home Visitation FormDocument3 pagesJose de Villa National School: Home Visitation FormNoli AsuroPas encore d'évaluation
- Respirator LangmanDocument10 pagesRespirator LangmanSavu MalinaPas encore d'évaluation
- Reticular AbscessDocument4 pagesReticular AbscessSasikala KaliapanPas encore d'évaluation
- CHDC8 Cargador de BateriasDocument1 pageCHDC8 Cargador de Bateriasleoscalor6356Pas encore d'évaluation
- Case StudyDocument3 pagesCase StudyMarlon MagtibayPas encore d'évaluation
- Di SilvioDocument47 pagesDi SilviomaryroseengPas encore d'évaluation
- Azure Essentials: Module 5: Azure Cost Management and Service Level AgreementsDocument9 pagesAzure Essentials: Module 5: Azure Cost Management and Service Level Agreementsrajagopalan19Pas encore d'évaluation
- Permatex, Inc - Ultra Gasket Sealant 1ozDocument3 pagesPermatex, Inc - Ultra Gasket Sealant 1ozjaredf@jfelectric.comPas encore d'évaluation
- High Prices Most Unique ProductsDocument1 pageHigh Prices Most Unique ProductsJusteen BalcortaPas encore d'évaluation
- Nutritional Classification of BacteriaDocument7 pagesNutritional Classification of BacteriaRalphpinno SanchezPas encore d'évaluation
- Amirtha ProjectDocument18 pagesAmirtha Projectaeriel judson100% (1)
- Improving Communication Skills of Pharmacy StudentDocument13 pagesImproving Communication Skills of Pharmacy StudentAbdul QadirPas encore d'évaluation
- Denso Tank Base Protection System SpecDocument2 pagesDenso Tank Base Protection System SpecmniteshpPas encore d'évaluation
- Chapter 1 Section 6 Spoon Feeding BasicsDocument9 pagesChapter 1 Section 6 Spoon Feeding Basicskenneth mayaoPas encore d'évaluation
- Medical-Surgical Nursing Assessment and Management of Clinical Problems 9e Chapter 23Document5 pagesMedical-Surgical Nursing Assessment and Management of Clinical Problems 9e Chapter 23sarasjunkPas encore d'évaluation
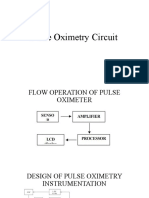
- Pulse Oximetry CircuitDocument19 pagesPulse Oximetry Circuitنواف الجهنيPas encore d'évaluation
- Fpubh 10 1079779Document10 pagesFpubh 10 1079779Dona WirdaningsiPas encore d'évaluation
- TAXATIONDocument18 pagesTAXATIONNadine LumanogPas encore d'évaluation
- TMP DEDADocument8 pagesTMP DEDAFrontiersPas encore d'évaluation
- Myasthenia Gravis DiseaseDocument14 pagesMyasthenia Gravis Diseaseapi-482100632Pas encore d'évaluation
- MCQ Questions For Class 10 Science Periodic Classification of Elements With AnswersDocument30 pagesMCQ Questions For Class 10 Science Periodic Classification of Elements With AnswersAymen WaelPas encore d'évaluation
- Burns Plastic Reconstructive Surgery MSCDocument4 pagesBurns Plastic Reconstructive Surgery MSCCareer VoyagePas encore d'évaluation