Vous aimerez peut-être aussi
- Advanced Mathematics: Danielle Joy L. AlcantaraDocument35 pagesAdvanced Mathematics: Danielle Joy L. AlcantaraJhonny English100% (1)
- Gears - General: Shigley's Mechanical Engineering DesignDocument229 pagesGears - General: Shigley's Mechanical Engineering DesignbasitPas encore d'évaluation
- Year 8 Pythagoras Theorem Practice PaperDocument3 pagesYear 8 Pythagoras Theorem Practice Paperjess_h90% (1)
- Inverse Trigonometric FunctionsDocument26 pagesInverse Trigonometric Functionssanskarid94Pas encore d'évaluation
- The Effect of Center Distance Change On Gear Teeth EngagementDocument21 pagesThe Effect of Center Distance Change On Gear Teeth EngagementDavide MaranoPas encore d'évaluation
- Lecture On Gear-MeasurementDocument29 pagesLecture On Gear-MeasurementSachin100% (1)
- Maths Form 1 C1 PDFDocument23 pagesMaths Form 1 C1 PDFMinson SimPas encore d'évaluation
- Gear Inspection TechniqueDocument7 pagesGear Inspection TechniqueRajesh Kumar0% (1)
- Metrology, Gear MeasurementDocument44 pagesMetrology, Gear MeasurementPiu Kundu100% (23)
- Physical Pharmaceutics-II Lab Manual as per the PCI SyllabusD'EverandPhysical Pharmaceutics-II Lab Manual as per the PCI SyllabusPas encore d'évaluation
- GM Gear Inspection Handbook ISO DRAFT FINALDocument39 pagesGM Gear Inspection Handbook ISO DRAFT FINALnestor100% (1)
- Gears, Splines, and Serrations: Unit 24Document8 pagesGears, Splines, and Serrations: Unit 24Satish Dhandole100% (1)
- Math Questions Back Up September 2016Document15 pagesMath Questions Back Up September 2016Dennis Nabor Muñoz, RN,RMPas encore d'évaluation
- Gearthread 120918023938 Phpapp01Document50 pagesGearthread 120918023938 Phpapp01Bakkiya RajPas encore d'évaluation
- July WK 2 Pdf-Plan Procedures For A Smooth First WeekDocument10 pagesJuly WK 2 Pdf-Plan Procedures For A Smooth First Weekapi-324289141Pas encore d'évaluation
- Cuadernillo 4º ESODocument16 pagesCuadernillo 4º ESOAlba Valeria Portillo100% (2)
- Parametric Modelling of Straight Bevel Gearing System and Analyze The Forces and Stresses by Analytical ApproachDocument5 pagesParametric Modelling of Straight Bevel Gearing System and Analyze The Forces and Stresses by Analytical ApproachseventhsensegroupPas encore d'évaluation
- Different Kinds of AnglesDocument4 pagesDifferent Kinds of AnglesLilian Laurel CariquitanPas encore d'évaluation
- Presentation GearDocument18 pagesPresentation Gearsou.bera100% (1)
- Gang ADocument46 pagesGang Aganga6013Pas encore d'évaluation
- Iso 53 Indian StandardsDocument12 pagesIso 53 Indian StandardsErhan GencPas encore d'évaluation
- A Procedure To Determine The Unknown Geometry of External Cylindrical Gears - Gear Solutions Magazine Your Resource To The Gear IndustryDocument11 pagesA Procedure To Determine The Unknown Geometry of External Cylindrical Gears - Gear Solutions Magazine Your Resource To The Gear IndustryChetan PrajapatiPas encore d'évaluation
- Narrative OF Kindergar Ten Class: Limunsudan Bayug Falls Elementary SchoolDocument5 pagesNarrative OF Kindergar Ten Class: Limunsudan Bayug Falls Elementary SchoolRomel Anacleto BalitoPas encore d'évaluation
- Digital Planning and Custom Orthodontic TreatmentD'EverandDigital Planning and Custom Orthodontic TreatmentK. Hero BreuningPas encore d'évaluation
- Solution's Manual Abstract Algebra RotmanDocument152 pagesSolution's Manual Abstract Algebra Rotmanplooshhead60% (25)
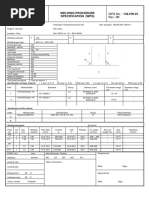
- WPS 136 FWDocument1 pageWPS 136 FWsocaugusto100% (1)
- IS 7504 (1995) - Gears - Cylindrical Gears - Accuracies - Methods of InspectionDocument30 pagesIS 7504 (1995) - Gears - Cylindrical Gears - Accuracies - Methods of InspectionMartin JensenPas encore d'évaluation
- Tolerancias JIS Engranajes PDFDocument8 pagesTolerancias JIS Engranajes PDFAnonymous uL3JlWfhPas encore d'évaluation
- Gear MeasurementDocument12 pagesGear MeasurementCobra BabaPas encore d'évaluation
- Unit 8 Metrology of Gear and Screw ThreadDocument27 pagesUnit 8 Metrology of Gear and Screw Threadbhuyanuttam7Pas encore d'évaluation
- Inspection of Additive Manufactured Spur Gears Using Machine LearningDocument7 pagesInspection of Additive Manufactured Spur Gears Using Machine LearningabcPas encore d'évaluation
- 5.0 GearsDocument9 pages5.0 GearsMaggy IrunguPas encore d'évaluation
- Hypoid Gears With Involute Teeth: David B. DoonerDocument6 pagesHypoid Gears With Involute Teeth: David B. DoonerLibardo Cardenas PPas encore d'évaluation
- Gear MetrologyDocument6 pagesGear MetrologyTapas JenaPas encore d'évaluation
- Gear Measurements:-Mechanical Measurements and MetrologyDocument4 pagesGear Measurements:-Mechanical Measurements and Metrologykathir drayPas encore d'évaluation
- ME 308 Machine Elements Ii: 26.04.2012 Chapter 5 Spur Gears 1Document31 pagesME 308 Machine Elements Ii: 26.04.2012 Chapter 5 Spur Gears 1Nihat YildirimPas encore d'évaluation
- 2 Gear BasicsDocument6 pages2 Gear BasicsMohamed Adel RizkPas encore d'évaluation
- Spur GearsDocument13 pagesSpur GearsVignesh WaranPas encore d'évaluation
- Design of Face-Hobbed Spiral Bevel Gears With Reduced Maximum Tooth Contact Pressure and Transmission ErrorsDocument14 pagesDesign of Face-Hobbed Spiral Bevel Gears With Reduced Maximum Tooth Contact Pressure and Transmission ErrorsBurak KoyuncuogluPas encore d'évaluation
- Elements of Metric Gear Technology: Table 1-5 (Cont.) Spur Gear Design FormulasDocument13 pagesElements of Metric Gear Technology: Table 1-5 (Cont.) Spur Gear Design FormulasRakeshvb10Pas encore d'évaluation
- Faculty Orientation Programme-2017 SAE, Mechanical Department, Kondhwa, PuneDocument57 pagesFaculty Orientation Programme-2017 SAE, Mechanical Department, Kondhwa, Puneraghav maskePas encore d'évaluation
- Gear and Screw Thread MetrologyDocument34 pagesGear and Screw Thread Metrologykunj ranaPas encore d'évaluation
- Design of Spur Gear - Fundamentals - 1Document19 pagesDesign of Spur Gear - Fundamentals - 1Dhyan PatelPas encore d'évaluation
- Construction and Details of Gears: TopicDocument26 pagesConstruction and Details of Gears: TopicAbhishek HorePas encore d'évaluation
- Translated Copy of Translated Copy of DIN 58405-1Document30 pagesTranslated Copy of Translated Copy of DIN 58405-1venkatPas encore d'évaluation
- Assignment 3Document20 pagesAssignment 3Siddhesh RaulPas encore d'évaluation
- Cheking Large GearsDocument9 pagesCheking Large GearsbeiboxPas encore d'évaluation
- What-When-How: of Errors in in GearsDocument6 pagesWhat-When-How: of Errors in in Gearsragilfanofnokia100% (1)
- A New Kind of Gear MeasurementDocument6 pagesA New Kind of Gear Measurementmshebbal2212Pas encore d'évaluation
- Design and Manufacturing of Spiral Bevel Gears UsiDocument11 pagesDesign and Manufacturing of Spiral Bevel Gears Usiducquan1501Pas encore d'évaluation
- Convexidade RadicularDocument8 pagesConvexidade RadicularAlin OdorPas encore d'évaluation
- MODULE 6 - Spur GearDocument13 pagesMODULE 6 - Spur GearBoris PalaoPas encore d'évaluation
- 6-Screw and Gear MeasurementDocument50 pages6-Screw and Gear MeasurementRohit BhangalePas encore d'évaluation
- Measuring Geometrical Parameters of Involute Spur Gears To Sub-Pixel ResolutionDocument7 pagesMeasuring Geometrical Parameters of Involute Spur Gears To Sub-Pixel ResolutionzulfiqaradilPas encore d'évaluation
- Modelling and Analysis of Static Transmission Error. Effect of Wheel Body Deformation and Interactions Between Adjacent Loaded TeethDocument10 pagesModelling and Analysis of Static Transmission Error. Effect of Wheel Body Deformation and Interactions Between Adjacent Loaded TeethcoroPas encore d'évaluation
- WCE2011 pp2361-2363Document3 pagesWCE2011 pp2361-2363yanni73Pas encore d'évaluation
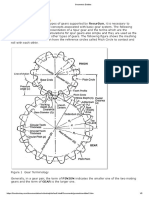
- Gear TerminologyDocument12 pagesGear TerminologyLuis Daniel De La GarzaPas encore d'évaluation
- 0216 GonzaDocument8 pages0216 GonzaSunil AundhekarPas encore d'évaluation
- Chapter#3 Assignment#1Document5 pagesChapter#3 Assignment#1Tilahun WorkuPas encore d'évaluation
- 5.1 Chordal Tooth Thickness MeasurementDocument20 pages5.1 Chordal Tooth Thickness Measurementsharma RISHIPas encore d'évaluation
- Basic Concepts For Methods of Inspection of Gear ParameterDocument2 pagesBasic Concepts For Methods of Inspection of Gear ParameterTokkummaa CimsaaPas encore d'évaluation
- TheoryDocument4 pagesTheoryDavid DjPas encore d'évaluation
- Geometric Entities: Basic Gear TerminologyDocument5 pagesGeometric Entities: Basic Gear TerminologyMatija RepincPas encore d'évaluation
- Me472 10Document0 pageMe472 10dreadwarriorPas encore d'évaluation
- Design of GearsDocument62 pagesDesign of Gearsصبا رياض فتاح الرفاعيPas encore d'évaluation
- Chap-6 Gears 1Document30 pagesChap-6 Gears 1AlysPas encore d'évaluation
- GearsDocument46 pagesGearsNarender NarruPas encore d'évaluation
- Performance-Based Gear Metrology: Kinematic - Transmission - Error Computation and DiagnosisD'EverandPerformance-Based Gear Metrology: Kinematic - Transmission - Error Computation and DiagnosisPas encore d'évaluation
- Fixed Orthodontic Appliances: A Practical GuideD'EverandFixed Orthodontic Appliances: A Practical GuideÉvaluation : 1 sur 5 étoiles1/5 (1)
- Plattendekker Og SkallveggerDocument16 pagesPlattendekker Og SkallveggersocaugustoPas encore d'évaluation
- Leica iCON Robot 60/ iCON Builder 60: User ManualDocument82 pagesLeica iCON Robot 60/ iCON Builder 60: User ManualsocaugustoPas encore d'évaluation
- Is 8000 Part 4Document11 pagesIs 8000 Part 4socaugustoPas encore d'évaluation
- Sections of Solids-TheoryDocument2 pagesSections of Solids-TheoryAryan VaidPas encore d'évaluation
- Maluenda ResumeDocument1 pageMaluenda Resumeapi-202781842Pas encore d'évaluation
- TULUNAN Shoe Size Grade 3 and Grade 6 3Document236 pagesTULUNAN Shoe Size Grade 3 and Grade 6 3Lester Jao SegubanPas encore d'évaluation
- Placement Test 6°Document3 pagesPlacement Test 6°Maribel Santander ValenzuelaPas encore d'évaluation
- Angles NotesDocument9 pagesAngles NotesdoommanPas encore d'évaluation
- Lesson Plans Based On Second Year Bac Syllabus-LibreDocument2 pagesLesson Plans Based On Second Year Bac Syllabus-LibreSarah Etta71% (7)
- Đề KT Unit 2 - Tiếng Anh 2 Smart Start - Ma TrậnDocument2 pagesĐề KT Unit 2 - Tiếng Anh 2 Smart Start - Ma TrậnThuỳ LinhPas encore d'évaluation
- Soal Uts Bingg Kls 4 MIDocument2 pagesSoal Uts Bingg Kls 4 MIMihmidPas encore d'évaluation
- Loci in The Complex PlaneDocument11 pagesLoci in The Complex PlaneAnne ZhangPas encore d'évaluation
- Margaret Smith Resume 1Document1 pageMargaret Smith Resume 1api-324720917Pas encore d'évaluation
- KPMG-Testbooktree - NGDocument117 pagesKPMG-Testbooktree - NGWesPas encore d'évaluation
- CRUXv 46 N 10Document50 pagesCRUXv 46 N 10Macovei LaurentiuPas encore d'évaluation
- Class VII & VIII VISTO - 2 Maths Perimeter & Area - Worksheet-1Document2 pagesClass VII & VIII VISTO - 2 Maths Perimeter & Area - Worksheet-1physicsbooks.storePas encore d'évaluation
- IXL Math and English - Online Math and Language Arts PracticeDocument3 pagesIXL Math and English - Online Math and Language Arts Practicejasan30000% (1)
- Cambridge O Level: Mathematics (Syllabus D) 4024/22Document20 pagesCambridge O Level: Mathematics (Syllabus D) 4024/22محمد مجتبی راحیلPas encore d'évaluation
- BSD S2 Finals Schedule REVDocument2 pagesBSD S2 Finals Schedule REVdibb dabPas encore d'évaluation
- Revision (Mm-Form 5) P2-Section BDocument49 pagesRevision (Mm-Form 5) P2-Section BIlman MohamadPas encore d'évaluation
- Sem - 2 - Engineering Maths - III & IVDocument336 pagesSem - 2 - Engineering Maths - III & IVnirmal_inboxPas encore d'évaluation
- A+ Blog-std-9-Mathematics Second Term Exam 2023-Em AnsDocument8 pagesA+ Blog-std-9-Mathematics Second Term Exam 2023-Em AnsniranjanthuvasseryPas encore d'évaluation
- Latex Cheat SheetDocument2 pagesLatex Cheat SheetJay JayPas encore d'évaluation