Vous aimerez peut-être aussi
- 7motor Vib. SpectraDocument3 pages7motor Vib. SpectrazaidbismaPas encore d'évaluation
- Cage DamageDocument4 pagesCage DamagezaidbismaPas encore d'évaluation
- Babbitt - The Other Bearing LubricationDocument5 pagesBabbitt - The Other Bearing LubricationzaidbismaPas encore d'évaluation
- Power Factor Correction CapacitorDocument1 pagePower Factor Correction CapacitorzaidbismaPas encore d'évaluation
- Phasor Diagram: July 13, 2009Document1 pagePhasor Diagram: July 13, 2009zaidbismaPas encore d'évaluation
- Creep-Rupture Assessment of Super Heater TubesDocument6 pagesCreep-Rupture Assessment of Super Heater Tubeskangsungjin100% (1)
- Field Troubleshooting ManualDocument12 pagesField Troubleshooting ManualzaidbismaPas encore d'évaluation
- Tutorial Chumaceras de John Nicholas t23179-194Document0 pageTutorial Chumaceras de John Nicholas t23179-194Chay CortesPas encore d'évaluation
- Understanding Centrifugal PumpDocument7 pagesUnderstanding Centrifugal PumpjokishPas encore d'évaluation
- Resistance Vs InductanceDocument1 pageResistance Vs InductancezaidbismaPas encore d'évaluation
- Unbalanced Voltages and Electric Motors: Causes and ConsequencesDocument4 pagesUnbalanced Voltages and Electric Motors: Causes and ConsequenceszaidbismaPas encore d'évaluation
- DGA Transformer Incipient FaultDocument11 pagesDGA Transformer Incipient FaultzaidbismaPas encore d'évaluation
- Balancing Speed Selection PDFDocument0 pageBalancing Speed Selection PDFzaidbismaPas encore d'évaluation
- Balancing TolerancesDocument7 pagesBalancing TolerancesAnonymous 7aN0oYUm7v100% (2)
- Softsummarychart Ird PDFDocument2 pagesSoftsummarychart Ird PDFzaidbismaPas encore d'évaluation
- Uncertainty Tranformer Using Konvensional Testing Methode PDFDocument5 pagesUncertainty Tranformer Using Konvensional Testing Methode PDFzaidbismaPas encore d'évaluation
- DIS 20806 Balancing PDFDocument30 pagesDIS 20806 Balancing PDFzaidbismaPas encore d'évaluation
- Ruehs - Advantages of High Speed Balancing PDFDocument2 pagesRuehs - Advantages of High Speed Balancing PDFzaidbismaPas encore d'évaluation
- Previews IEEE C57 104-1991 Pre PDFDocument7 pagesPreviews IEEE C57 104-1991 Pre PDFzaidbismaPas encore d'évaluation
- Uncertainty Tranformer Using Konvensional Testing Methode PDFDocument5 pagesUncertainty Tranformer Using Konvensional Testing Methode PDFzaidbismaPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Soil Physics Soil Water MovmentDocument5 pagesSoil Physics Soil Water Movmentmajeda hadidiPas encore d'évaluation
- Torsion 91Document1 pageTorsion 91bagmass0% (1)
- Capacidades de Modelamiento No Lineal de ETABSDocument36 pagesCapacidades de Modelamiento No Lineal de ETABSAsherdafth WatshdPas encore d'évaluation
- Evaluation of The Pull-Through Capacity For Steel Cladding Systems in The PhilippinesDocument49 pagesEvaluation of The Pull-Through Capacity For Steel Cladding Systems in The PhilippinesJeo CacalPas encore d'évaluation
- NPTEL Phase II - Physics - Nonequilibrium Statistical MechanicsDocument4 pagesNPTEL Phase II - Physics - Nonequilibrium Statistical MechanicsSHUBHAM JAISWALPas encore d'évaluation
- Metal FormingDocument80 pagesMetal FormingIbrahim Mehkri100% (1)
- Experiment 2: Brinell Hardness TestDocument5 pagesExperiment 2: Brinell Hardness TestseifPas encore d'évaluation
- Welding Process Related DefectsDocument1 pageWelding Process Related DefectskapsarcPas encore d'évaluation
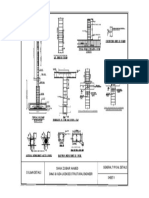
- Lapping and splicing details for reinforced concrete columnsDocument1 pageLapping and splicing details for reinforced concrete columnsVinod Masani100% (1)
- Single Correct Choice Type (1-11) Physics ProblemsDocument4 pagesSingle Correct Choice Type (1-11) Physics Problemschaitanya goyalPas encore d'évaluation
- SolarDocument33 pagesSolaranon_983696239100% (1)
- Chapter 6 DryingDocument34 pagesChapter 6 DryingPMPas encore d'évaluation
- Operating Manual: Sensor Shelters (8141)Document2 pagesOperating Manual: Sensor Shelters (8141)honeyPas encore d'évaluation
- Monograph - Carbon Dioxide - 1996Document3 pagesMonograph - Carbon Dioxide - 1996CARLOS IGNACIO OLIVARES HERRERAPas encore d'évaluation
- ch5 PDFDocument42 pagesch5 PDFJalen Malorae TaclawanPas encore d'évaluation
- Stage-8-Science-Paper-2 JJKBBDocument6 pagesStage-8-Science-Paper-2 JJKBBTarek FaramawyPas encore d'évaluation
- Tugas 09 MEH - Pembahasan MAT FEMDocument157 pagesTugas 09 MEH - Pembahasan MAT FEMEristra ErnawanPas encore d'évaluation
- Circ BaseDocument8 pagesCirc BaseMario Sajulga Dela Cuadra100% (1)
- Flow Stress or True StressDocument7 pagesFlow Stress or True StressRajshekar NagarajPas encore d'évaluation
- Tos Notes 1,2,3Document13 pagesTos Notes 1,2,3Star Youtuber Prashant100% (1)
- MSC 337Document36 pagesMSC 337Alfred Esquillio MontealtoPas encore d'évaluation
- Is 14331 1995Document11 pagesIs 14331 1995shamrajjPas encore d'évaluation
- Unit 3Document74 pagesUnit 3ronnie199288% (8)
- Condenser Flow Calculation Using PEPSEDocument56 pagesCondenser Flow Calculation Using PEPSEponmanikandan1Pas encore d'évaluation
- Essential Element of LaserDocument3 pagesEssential Element of LaserZurainul Mardihah Zainul AbiddinPas encore d'évaluation
- Melting and Solidification of A Metal System in A Rectangular CavityDocument11 pagesMelting and Solidification of A Metal System in A Rectangular CavityLucas SantosPas encore d'évaluation
- 1614416439961ronald Reales OriginalDocument9 pages1614416439961ronald Reales OriginalEstrada Guillan JoyPas encore d'évaluation
- Purwanchal Vidyamandir Session: 2020 - 2021 Class: IX Subject: Geography Study Material - 3 Chapter - 8 EarthquakesDocument4 pagesPurwanchal Vidyamandir Session: 2020 - 2021 Class: IX Subject: Geography Study Material - 3 Chapter - 8 EarthquakesKartavya Jhunjhunwala 9APas encore d'évaluation
- Asme Material SpecsDocument4 pagesAsme Material SpecsRajwinder Singh100% (1)
- Every Day Science PDFDocument115 pagesEvery Day Science PDFmuhammad ihtishamPas encore d'évaluation