Vous aimerez peut-être aussi
- Module 4Document32 pagesModule 4ARJUN BEDI204005Pas encore d'évaluation
- IIT Gandhinagar Vibrations Lab ExperimentsDocument5 pagesIIT Gandhinagar Vibrations Lab ExperimentsRohit ChoukseyPas encore d'évaluation
- Experimental Modal Analysis: (A Simple Non-Mathematical Presentation)Document15 pagesExperimental Modal Analysis: (A Simple Non-Mathematical Presentation)maitoravi78100% (1)
- Condition Monitoring and Fault DiagnosticsDocument43 pagesCondition Monitoring and Fault DiagnosticsskdfPas encore d'évaluation
- JM02001 - Introduction Guide To Vibration MonitoringDocument30 pagesJM02001 - Introduction Guide To Vibration MonitoringSachin PanwarPas encore d'évaluation
- SKF-SKF Traijning On Reliability PDFDocument57 pagesSKF-SKF Traijning On Reliability PDFMatias NicolasPas encore d'évaluation
- Vibration Analysis-A Proven Technique Predictive MaintenanceDocument9 pagesVibration Analysis-A Proven Technique Predictive MaintenanceJolito RamosPas encore d'évaluation
- Vibration Analysis PDFDocument5 pagesVibration Analysis PDFMan HumanPas encore d'évaluation
- SKF Introduction Guide To Vibration MonitoringDocument33 pagesSKF Introduction Guide To Vibration MonitoringAPas encore d'évaluation
- VibrationDocument24 pagesVibrationDaniel Codina100% (1)
- PM540WCDocument6 pagesPM540WCMiron ShikulaPas encore d'évaluation
- Department of Mechatronics EngineeringDocument9 pagesDepartment of Mechatronics EngineeringDibya joyPas encore d'évaluation
- Lecture 1Document10 pagesLecture 1am1998jedPas encore d'évaluation
- Myotonometer ManualDocument30 pagesMyotonometer ManualRucsandra Avirvarei100% (1)
- Experimental Modal AnalysisDocument11 pagesExperimental Modal Analysisrs0004Pas encore d'évaluation
- Essay in VibrationDocument7 pagesEssay in VibrationReynalene PanaliganPas encore d'évaluation
- 01 Introduction To Vibration 2018Document39 pages01 Introduction To Vibration 2018Ahmed SolimanPas encore d'évaluation
- Vibration AnalysisDocument4 pagesVibration Analysisrishan33100% (1)
- Vibration Application DataDocument44 pagesVibration Application DataSaurabh PanditPas encore d'évaluation
- HP-DSA Aplication Note 243-1Document42 pagesHP-DSA Aplication Note 243-1Andres Felipe Loaiza PatiñoPas encore d'évaluation
- Condition monitoring techniques for detecting early-stage faults in power plant systemsDocument13 pagesCondition monitoring techniques for detecting early-stage faults in power plant systemsjerome okoyePas encore d'évaluation
- 2019-ME-104 MV Laboratory Report Part 2Document26 pages2019-ME-104 MV Laboratory Report Part 2abubakarshoaib008Pas encore d'évaluation
- Practical Vibration Analysis GuideDocument57 pagesPractical Vibration Analysis GuideCarlos Alberto Angarita MaldonadoPas encore d'évaluation
- A Brief Tutorial On Machine VibrationDocument12 pagesA Brief Tutorial On Machine VibrationTushar AhujaPas encore d'évaluation
- Vibration Analysis GuideDocument40 pagesVibration Analysis Guidealxmaas100% (3)
- Chapter 1Document12 pagesChapter 1YoniPas encore d'évaluation
- Project Proposal Guide & Sample ProjectDocument7 pagesProject Proposal Guide & Sample ProjectajohariPas encore d'évaluation
- Fundamentals of Machinery Vibration Analysis: Condition MonitoringDocument162 pagesFundamentals of Machinery Vibration Analysis: Condition Monitoringsujith kumarPas encore d'évaluation
- Stepped Hulls - Feb07Document13 pagesStepped Hulls - Feb07JuniorJavier Olivo FarreraPas encore d'évaluation
- 6 - Condition Monitoring and Dynamic Balancing of A Hot Air Circulation Blower by Vibration Tool PDFDocument10 pages6 - Condition Monitoring and Dynamic Balancing of A Hot Air Circulation Blower by Vibration Tool PDFaddinulichsanPas encore d'évaluation
- EM76 - Modal Testing Part 1 - Introduction & Impact TestingDocument4 pagesEM76 - Modal Testing Part 1 - Introduction & Impact TestingChad HuntPas encore d'évaluation
- Utilizing Vibration Analysis in Preventive MaintenanceDocument13 pagesUtilizing Vibration Analysis in Preventive Maintenancewildan amaludinPas encore d'évaluation
- TECH ChoosingAConsultantDocument5 pagesTECH ChoosingAConsultantAhmed El-ShafeiPas encore d'évaluation
- A Home-Based Functional Hand-Extremity Assessment System For Stroke RehabilitationDocument2 pagesA Home-Based Functional Hand-Extremity Assessment System For Stroke Rehabilitationwijaya ajaaPas encore d'évaluation
- Familiarization With and Performance Check Of, Vibration Testing & Measuring EquipmentDocument33 pagesFamiliarization With and Performance Check Of, Vibration Testing & Measuring EquipmentOmar Saleem100% (1)
- FmeaDocument45 pagesFmeaAli HassanPas encore d'évaluation
- Vibratin JudgementDocument9 pagesVibratin Judgementtovinny14159Pas encore d'évaluation
- Fault Diagnostics - Report-2Document12 pagesFault Diagnostics - Report-2Mohamed MostafaPas encore d'évaluation
- Phase MeasurementDocument8 pagesPhase MeasurementEmir Nezirić100% (1)
- Using Short-Time Fourier Transform in MachineryDocument8 pagesUsing Short-Time Fourier Transform in MachineryhendranatjPas encore d'évaluation
- Analisis de Vibraciones Mecanicas SKFDocument31 pagesAnalisis de Vibraciones Mecanicas SKFJhonathan GarciaPas encore d'évaluation
- Phase Analysis: Making Vibration Analysis Easier: Tony DematteoDocument11 pagesPhase Analysis: Making Vibration Analysis Easier: Tony DematteoSrinivas BudatiPas encore d'évaluation
- Johnson PDFDocument9 pagesJohnson PDFJHON ANGEL VARGAS HUAHUASONCCOPas encore d'évaluation
- Vibration Measurement and Frequency AnalysisDocument16 pagesVibration Measurement and Frequency AnalysisIpui UPPas encore d'évaluation
- Phase Analysis: Making Vibration Analysis Easier: SearchDocument4 pagesPhase Analysis: Making Vibration Analysis Easier: Searchdillipsh123Pas encore d'évaluation
- Inspection and CMDocument16 pagesInspection and CMExynos SamPas encore d'évaluation
- Toma de Informacion Cualitativa para ProcesosDocument6 pagesToma de Informacion Cualitativa para Procesosvictorpalacio19Pas encore d'évaluation
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisD'EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisÉvaluation : 4 sur 5 étoiles4/5 (2)
- Machine Reliability and Condition Monitoring: A Comprehensive Guide to Predictive Maintenance PlanningD'EverandMachine Reliability and Condition Monitoring: A Comprehensive Guide to Predictive Maintenance PlanningÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Neuroscientific based therapy of dysfunctional cognitive overgeneralizations caused by stimulus overload with an "emotionSync" methodD'EverandNeuroscientific based therapy of dysfunctional cognitive overgeneralizations caused by stimulus overload with an "emotionSync" methodPas encore d'évaluation
- Spectral method for fatigue damage estimation with non-zero mean stressD'EverandSpectral method for fatigue damage estimation with non-zero mean stressPas encore d'évaluation
- Mechanical Vibrations and Condition MonitoringD'EverandMechanical Vibrations and Condition MonitoringÉvaluation : 5 sur 5 étoiles5/5 (1)
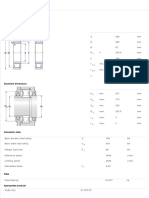
- SKF Roller Bearing Nu 328 - EcmDocument2 pagesSKF Roller Bearing Nu 328 - EcmAndinata SitepuPas encore d'évaluation
- 2.turbin PT 102 MW Part 2 (Extraction, HPH, LPH Drain, Current Equipment All Turbin, Energy)Document32 pages2.turbin PT 102 MW Part 2 (Extraction, HPH, LPH Drain, Current Equipment All Turbin, Energy)Andinata SitepuPas encore d'évaluation
- Sop Sinkron 1Document1 pageSop Sinkron 1Andinata SitepuPas encore d'évaluation
- Equipment Inventory ListingDocument740 pagesEquipment Inventory ListingAndinata SitepuPas encore d'évaluation
- Chemical OperationDocument62 pagesChemical OperationAndinata SitepuPas encore d'évaluation
- Spreadsheet Calculations of Thermodynamic PropertiesDocument14 pagesSpreadsheet Calculations of Thermodynamic PropertiesKALATUSPas encore d'évaluation
- CitrixDocument20 pagesCitrixsasidhar10% (1)
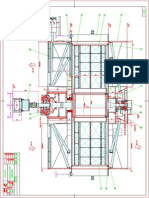
- Air Heater53YR 0GWDocument3 pagesAir Heater53YR 0GWAndinata SitepuPas encore d'évaluation
- Ees ManualDocument237 pagesEes ManualNestor Plasencia PradoPas encore d'évaluation
- Single line diagram PLTU Banjarsari power plantDocument1 pageSingle line diagram PLTU Banjarsari power plantAndinata SitepuPas encore d'évaluation
- Seawater Seaclor SanilecDocument8 pagesSeawater Seaclor SanilecAndinata Sitepu100% (1)
- Free Shipping On Hand ToolDocument9 pagesFree Shipping On Hand ToolAndinata SitepuPas encore d'évaluation
- Circulating Water Pump GuideDocument3 pagesCirculating Water Pump GuideAndinata SitepuPas encore d'évaluation
- Dry Gas SealDocument15 pagesDry Gas Seal5skyPas encore d'évaluation
- Contoh SoalDocument4 pagesContoh SoalAndinata SitepuPas encore d'évaluation
- 05 BEI-Update AIHce06Document21 pages05 BEI-Update AIHce06Andinata SitepuPas encore d'évaluation
- Shaft Centerline T500Document6 pagesShaft Centerline T500Andinata SitepuPas encore d'évaluation
- DYNAMIC BALANCING COURSE TEACH PROPER DIAGNOSISDocument1 pageDYNAMIC BALANCING COURSE TEACH PROPER DIAGNOSISAndinata SitepuPas encore d'évaluation
- BEI Sample ReportDocument16 pagesBEI Sample ReportAndinata SitepuPas encore d'évaluation
- Pioneer Phase Analysis CourseDocument1 pagePioneer Phase Analysis CourseAndinata SitepuPas encore d'évaluation
- Construction Maintenance Department: Mechanical Technician Qualification ModuleDocument109 pagesConstruction Maintenance Department: Mechanical Technician Qualification ModuleAndinata Sitepu100% (1)
- Steam Surface Condenser SpecificationsDocument2 pagesSteam Surface Condenser SpecificationsAndinata SitepuPas encore d'évaluation
- What's New in API 610 11th EditionDocument4 pagesWhat's New in API 610 11th Editionshyam_anupPas encore d'évaluation
- The Importance of Understanding A CommunityDocument23 pagesThe Importance of Understanding A Communityra sPas encore d'évaluation
- Barco High Performance MonitorsDocument34 pagesBarco High Performance Monitorskishore13Pas encore d'évaluation
- Catalogo Novik NeoDocument32 pagesCatalogo Novik NeorafaelciceliniPas encore d'évaluation
- Kent Lawrence LORDAN Grade-1Document1 pageKent Lawrence LORDAN Grade-1Kent Lawrence LordanPas encore d'évaluation
- Telescopic sight basics and reticle typesDocument18 pagesTelescopic sight basics and reticle typesKoala LumpurPas encore d'évaluation
- Mechanical Vapor RecompressionDocument9 pagesMechanical Vapor Recompressionnarayana reddy0% (1)
- Plagiarized Bio-Nanoelectronics in "Journal of The American Chemical Society"Document7 pagesPlagiarized Bio-Nanoelectronics in "Journal of The American Chemical Society"Rostyslav SKLYAR, Dr. (Eng)Pas encore d'évaluation
- Animated Film Techniques for Phrasing Action and DialogueDocument10 pagesAnimated Film Techniques for Phrasing Action and Dialoguevall-ePas encore d'évaluation
- Cylindrical Plug Gage DesignsDocument3 pagesCylindrical Plug Gage DesignskkphadnisPas encore d'évaluation
- Corporate Presentation Codex International Fev 2022Document9 pagesCorporate Presentation Codex International Fev 2022Stephane SeguierPas encore d'évaluation
- EPABX User's Guide for Making Calls and Using FeaturesDocument4 pagesEPABX User's Guide for Making Calls and Using FeaturesPraveen KumarPas encore d'évaluation
- School Uniforms Argumentative EssayDocument6 pagesSchool Uniforms Argumentative Essayfllahvwhd100% (2)
- Assignment 5: Building More Complex Tasks: 1 BackgroundDocument3 pagesAssignment 5: Building More Complex Tasks: 1 Backgroundt_hoffmannPas encore d'évaluation
- Laboratory Activity No. 01 - Properties of LiquidDocument2 pagesLaboratory Activity No. 01 - Properties of LiquidCzarina Relleve0% (1)
- Concept MappingDocument8 pagesConcept MappingRashid LatiefPas encore d'évaluation
- Aadhaar is proof of identity, not citizenshipDocument1 pageAadhaar is proof of identity, not citizenshipPARTAPPas encore d'évaluation
- BATAM Selco Amprah Agustus (@) 2021Document31 pagesBATAM Selco Amprah Agustus (@) 2021rentalkiosPas encore d'évaluation
- A. Soriano Corporation 2009 Annual Stockholders Meeting Notice and AgendaDocument47 pagesA. Soriano Corporation 2009 Annual Stockholders Meeting Notice and AgendaGabriel uyPas encore d'évaluation
- GITAM Guidelines For MBA Project Work - 2018Document6 pagesGITAM Guidelines For MBA Project Work - 2018Telika RamuPas encore d'évaluation
- Research Proposal of SheepDocument37 pagesResearch Proposal of SheepDabalo Garama67% (3)
- Calicut University: B. A PhilosophyDocument6 pagesCalicut University: B. A PhilosophyEjaz KazmiPas encore d'évaluation
- C146-94a (2014) Standard Test Methods For Chemical Analysis of Glass SandDocument12 pagesC146-94a (2014) Standard Test Methods For Chemical Analysis of Glass SandAhmed AlzubaidiPas encore d'évaluation
- Exp# 1c Exec System Call Aim: CS2257 Operating System LabDocument3 pagesExp# 1c Exec System Call Aim: CS2257 Operating System LabAbuzar ShPas encore d'évaluation
- Format Question Bank RevisedDocument21 pagesFormat Question Bank RevisedkhananuPas encore d'évaluation
- Checklist of Bats From Iraq-Mammalian Biology 2020Document14 pagesChecklist of Bats From Iraq-Mammalian Biology 2020Adil DalafPas encore d'évaluation
- Jason Cafer Biosketch 8-2009Document3 pagesJason Cafer Biosketch 8-2009Jason CaferPas encore d'évaluation
- Grade 10 Illustration Q3 Week3Document6 pagesGrade 10 Illustration Q3 Week3NetsuPas encore d'évaluation
- Desktop HDD, Processors, and Memory DocumentDocument13 pagesDesktop HDD, Processors, and Memory DocumentsonydearpalPas encore d'évaluation
- Electrical Design Analysis: 3 Storey Commercial BuildingDocument6 pagesElectrical Design Analysis: 3 Storey Commercial Buildingcjay ganir0% (1)
- Noritz N-063 Installation ManualDocument66 pagesNoritz N-063 Installation ManualbondsupplyPas encore d'évaluation