Vous aimerez peut-être aussi
- CNC DS0300 ProblemDocument7 pagesCNC DS0300 ProblemHairedinPas encore d'évaluation
- Yasnac Mx-3 Fault Finding GuideDocument70 pagesYasnac Mx-3 Fault Finding Guidechidambaram kasi100% (1)
- Sec6 TroubleshootingDocument26 pagesSec6 TroubleshootingRudyardo MartinezPas encore d'évaluation
- Using The Monarch10ee Stanford PDFDocument5 pagesUsing The Monarch10ee Stanford PDFddPas encore d'évaluation
- AMT System Troubleshooting PDFDocument40 pagesAMT System Troubleshooting PDFsadiqPas encore d'évaluation
- Transmission Diagnostic Trouble Codes-Limp Home Mode and Inchless Power ShiftDocument2 pagesTransmission Diagnostic Trouble Codes-Limp Home Mode and Inchless Power ShiftLupin GonzalezPas encore d'évaluation
- Transmission Diagnostic Trouble Codes-Limp Home Mode and Inchless Power ShiftDocument2 pagesTransmission Diagnostic Trouble Codes-Limp Home Mode and Inchless Power ShiftBer HonzaPas encore d'évaluation
- Manual de Servicio Haas VF-1 1996Document246 pagesManual de Servicio Haas VF-1 1996Alejandro Rivera Vega100% (1)
- List Alarm MitsubishiDocument58 pagesList Alarm Mitsubishitfmy.0620Pas encore d'évaluation
- Machine Reference Recovery - All Forms - AddendedDocument21 pagesMachine Reference Recovery - All Forms - AddendedCarlos MottaPas encore d'évaluation
- Auto ClutchDocument28 pagesAuto Clutchgnana_guruPas encore d'évaluation
- Full Race Unit C-S1R Installation Manual-Feb-2023Document6 pagesFull Race Unit C-S1R Installation Manual-Feb-2023kafayaPas encore d'évaluation
- Installation Manual: Model APS 400Document24 pagesInstallation Manual: Model APS 400Yorvic GodoyPas encore d'évaluation
- RE5R05A Overview 2007Document4 pagesRE5R05A Overview 2007Alfonso100% (1)
- Autometer Sport Comp 3904Document3 pagesAutometer Sport Comp 3904Eaky Chiengpradit100% (1)
- 3906Document3 pages3906Gonzalo AsenjoPas encore d'évaluation
- Electrical Manual-APOLLO - 2014 - 00 PDFDocument270 pagesElectrical Manual-APOLLO - 2014 - 00 PDFAayushKumar33% (3)
- 95-125677 Sat BM ADE MotortestDocument5 pages95-125677 Sat BM ADE MotortestJon CornishPas encore d'évaluation
- Ladder Logic Latch / Unlatch Instructions: Example 1Document2 pagesLadder Logic Latch / Unlatch Instructions: Example 1Diego Castañares YapurPas encore d'évaluation
- Deep Sea Electronics PLC: 705 Automatic Transfer Switch Operating InstructionsDocument13 pagesDeep Sea Electronics PLC: 705 Automatic Transfer Switch Operating InstructionsdennyPas encore d'évaluation
- RAS Rot2ProgDocument12 pagesRAS Rot2ProgAlen JefryPas encore d'évaluation
- Torque Wrench Snap-OnDocument5 pagesTorque Wrench Snap-Onilmu2100% (1)
- Harlan's Shift LightDocument6 pagesHarlan's Shift LightRafael SerbiaPas encore d'évaluation
- C K11 Manual 2020Document7 pagesC K11 Manual 2020RadPas encore d'évaluation
- PS2 Positioner Calibration ProcedureDocument6 pagesPS2 Positioner Calibration ProcedureSakthi Sekar Cbi100% (1)
- Manuale Service ML Em9250 Em9350 4-119446B 05-2018 en PDFDocument50 pagesManuale Service ML Em9250 Em9350 4-119446B 05-2018 en PDFJuan Fernando Domínguez TapiaPas encore d'évaluation
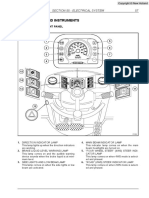
- Controls and Instruments: 3.1 Front Instrument PanelDocument7 pagesControls and Instruments: 3.1 Front Instrument PanelAdamPas encore d'évaluation
- Cruise ControlDocument14 pagesCruise Controlposlovni2Pas encore d'évaluation
- 338 Tachometer InstructionsDocument3 pages338 Tachometer InstructionsjuanPas encore d'évaluation
- Procedimiento en TabularDocument6 pagesProcedimiento en Tabularhenry gavancho cutiPas encore d'évaluation
- D h1dc h6dc Manual Mar.2019Document7 pagesD h1dc h6dc Manual Mar.2019Ahmad Khair Bin YahayaPas encore d'évaluation
- C H1 H6 Manual Jan.2021Document7 pagesC H1 H6 Manual Jan.2021RadPas encore d'évaluation
- Metal Roof Roll Forming MachineDocument6 pagesMetal Roof Roll Forming MachineDarío Fernando LemaPas encore d'évaluation
- Futaba MC30CR FET Speed Controller Futm0932-ManualDocument1 pageFutaba MC30CR FET Speed Controller Futm0932-Manualxlam99Pas encore d'évaluation
- Yasnac MX 3 Fault Finding GuideDocument70 pagesYasnac MX 3 Fault Finding GuideBaldev SinghPas encore d'évaluation
- NB 34AS 5R55W S N Installation GuideDocument8 pagesNB 34AS 5R55W S N Installation GuideCuentas RedproPas encore d'évaluation
- Section 55 - Electrical System - Chapter 2Document10 pagesSection 55 - Electrical System - Chapter 2Cristian SteriePas encore d'évaluation
- Alignment Light AdjustmentDocument11 pagesAlignment Light AdjustmentNooruddin DeroPas encore d'évaluation
- Microsoft Word - MC 704 H-LC - BA - ENDocument2 pagesMicrosoft Word - MC 704 H-LC - BA - ENRuben OscarPas encore d'évaluation
- User's Manual: ZDJ-SRIII MicrocontrollerDocument8 pagesUser's Manual: ZDJ-SRIII MicrocontrollerHernando Fang PedrozaPas encore d'évaluation
- Version Changes in Ver 3.5B: Mercury2 4cyl Ver3.5B GP Output Priority LayoutDocument4 pagesVersion Changes in Ver 3.5B: Mercury2 4cyl Ver3.5B GP Output Priority LayoutFluke RanzaPas encore d'évaluation
- 3 PhaseDocument9 pages3 PhaseArnulfo LavaresPas encore d'évaluation
- Fanuc: 5 Series ControllerDocument10 pagesFanuc: 5 Series ControllerHoangvinh DuongPas encore d'évaluation
- Wpre6100 Wpre8100 Ge Profile WasherDocument12 pagesWpre6100 Wpre8100 Ge Profile WasherJim HarmkePas encore d'évaluation
- Controlling Stepper Motor Using 8051 MicrocontrollerDocument14 pagesControlling Stepper Motor Using 8051 MicrocontrollerAnkush AgarwalPas encore d'évaluation
- TroubleshootingDocument84 pagesTroubleshootingbhaskarjalanPas encore d'évaluation
- Crank and Cam Angle SensorsDocument21 pagesCrank and Cam Angle SensorsalooookiPas encore d'évaluation
- Exp 5Document6 pagesExp 5Aryan KumarPas encore d'évaluation
- DC Motor Controller With IR RemoteDocument3 pagesDC Motor Controller With IR RemoteArka DasGuptaPas encore d'évaluation
- Profi V80R: Bedienungsanleitung Instruction Manual Notice D InstructionsDocument13 pagesProfi V80R: Bedienungsanleitung Instruction Manual Notice D Instructions-Pas encore d'évaluation
- Quickshifter MAGNUM M-HS-KY Installation Manual-May-2023Document6 pagesQuickshifter MAGNUM M-HS-KY Installation Manual-May-2023kafayaPas encore d'évaluation
- Ucm03 034231Document8 pagesUcm03 034231Cláudio LimaPas encore d'évaluation
- C604 VVVFDocument39 pagesC604 VVVFWander Gomes100% (2)
- Gecko Drive g340 - 815e28e418 PDFDocument7 pagesGecko Drive g340 - 815e28e418 PDFRemus PopescuPas encore d'évaluation
- C K1 Manual 2020Document6 pagesC K1 Manual 2020Jon PadliPas encore d'évaluation
- Manual Guide For Thysseen Door Controller IMS-DS20P2B1540370583512Document14 pagesManual Guide For Thysseen Door Controller IMS-DS20P2B1540370583512aziz faizPas encore d'évaluation
- Delco Radio Owner's Manual Model 633; Delcotron Generator InstallationD'EverandDelco Radio Owner's Manual Model 633; Delcotron Generator InstallationPas encore d'évaluation
- Delco Manuals: Radio Model 633, Delcotron Generator Delco Radio Owner's Manual Model 633, Delcotron Generator InstallationD'EverandDelco Manuals: Radio Model 633, Delcotron Generator Delco Radio Owner's Manual Model 633, Delcotron Generator InstallationPas encore d'évaluation
- A Through Zs of Learning to Drive, Accident Free!: Drivers HandbookD'EverandA Through Zs of Learning to Drive, Accident Free!: Drivers HandbookPas encore d'évaluation
- Standards & Practices - Signalling and TelecommunicationDocument72 pagesStandards & Practices - Signalling and Telecommunicationjashobanta_sahooPas encore d'évaluation
- How Do You Tell If A Lithium Ion Battery Is Bad PDFDocument1 pageHow Do You Tell If A Lithium Ion Battery Is Bad PDFEhab MohamedPas encore d'évaluation
- Standards & Practices - Signalling and TelecommunicationDocument72 pagesStandards & Practices - Signalling and Telecommunicationjashobanta_sahooPas encore d'évaluation
- Lithium Cell and Battery Test Summary: New Rule and Long TransitionDocument2 pagesLithium Cell and Battery Test Summary: New Rule and Long TransitionEhab MohamedPas encore d'évaluation
- CRT TV Repair Course by Humphrey-PreviewDocument33 pagesCRT TV Repair Course by Humphrey-PreviewRichard Bermal Magalona76% (25)
- Types of Lithium-Ion Batteries - Battery UniversityDocument27 pagesTypes of Lithium-Ion Batteries - Battery UniversityEhab MohamedPas encore d'évaluation
- Printed ElectrDocument146 pagesPrinted ElectrEhab MohamedPas encore d'évaluation
- Projects in ElectronicsDocument216 pagesProjects in ElectronicsSathiya Moorthy C A92% (39)
- Page Description: Terminal PlatingDocument39 pagesPage Description: Terminal PlatingTan Bui100% (3)
- Of The Nuclear Safety Standards Commission (KTA)Document41 pagesOf The Nuclear Safety Standards Commission (KTA)Ehab MohamedPas encore d'évaluation
- Charging TechniquesDocument14 pagesCharging TechniquesEhab MohamedPas encore d'évaluation
- 5758df29-3039-4129-b78d-593ce186cc68Document137 pages5758df29-3039-4129-b78d-593ce186cc68volvarosPas encore d'évaluation
- Mkotion ControlDocument97 pagesMkotion ControlEhab MohamedPas encore d'évaluation
- Lithium Ion Based Rechargeable Energy Storage System (RESS) Safety Performance Measurement in Automotive Applications Test Plan Phillip A. GorneyDocument5 pagesLithium Ion Based Rechargeable Energy Storage System (RESS) Safety Performance Measurement in Automotive Applications Test Plan Phillip A. GorneyEhab MohamedPas encore d'évaluation
- f1 - nd1 Servicing ManualDocument36 pagesf1 - nd1 Servicing ManualEhab MohamedPas encore d'évaluation
- Stepper Motors VsServo MotorsDocument2 pagesStepper Motors VsServo MotorsEhab MohamedPas encore d'évaluation
- Idam RDDM de enDocument106 pagesIdam RDDM de enEhab MohamedPas encore d'évaluation
- CCTV Tech HBK - 0713 508Document66 pagesCCTV Tech HBK - 0713 508me11110% (1)
- الانتحار الجماعيDocument732 pagesالانتحار الجماعيEhab MohamedPas encore d'évaluation
- Italian Study Guide PDFDocument32 pagesItalian Study Guide PDFPayam TamehPas encore d'évaluation
- PD 25 Spec PDFDocument2 pagesPD 25 Spec PDFEhab MohamedPas encore d'évaluation
- Catalog RASOMA - FZSengl 2014 - 2 PDFDocument2 pagesCatalog RASOMA - FZSengl 2014 - 2 PDFEhab MohamedPas encore d'évaluation
- BMT Event 19033 PDFDocument4 pagesBMT Event 19033 PDFEhab MohamedPas encore d'évaluation
- Iec61215 PDFDocument37 pagesIec61215 PDFpvamanPas encore d'évaluation
- Learning The Dutch Language CompletedDocument22 pagesLearning The Dutch Language CompletedSandra Deaconu0% (1)
- Chap009 PDFDocument33 pagesChap009 PDFEhab MohamedPas encore d'évaluation
- Veritas CNC Technology White PaperDocument17 pagesVeritas CNC Technology White PaperEhab MohamedPas encore d'évaluation
- 8 Qa-QcDocument17 pages8 Qa-QcEhab MohamedPas encore d'évaluation
- Chapter 06Document29 pagesChapter 06Ehab MohamedPas encore d'évaluation
- IRT Drive 4005 Manual-1Document17 pagesIRT Drive 4005 Manual-1herbiklaPas encore d'évaluation
- FT Wix551859Document1 pageFT Wix551859percivalczPas encore d'évaluation
- Sencore Parts ListDocument7 pagesSencore Parts ListForrestWeaverPas encore d'évaluation
- Terex Spare Parts List PDFDocument256 pagesTerex Spare Parts List PDFTadas P75% (4)
- Section 7 Electrical SystemDocument3 pagesSection 7 Electrical Systemmohamed omerPas encore d'évaluation
- Deep TargetDocument12 pagesDeep TargetadelPas encore d'évaluation
- Kitchen Equipment Use and CareDocument25 pagesKitchen Equipment Use and CareDanny Ramos100% (1)
- Produk PT. KP E-Katalog (TM-PD-2021)Document64 pagesProduk PT. KP E-Katalog (TM-PD-2021)wawan1010Pas encore d'évaluation
- Itx Max: Home Broadcast Tube Am Transmitter KitDocument8 pagesItx Max: Home Broadcast Tube Am Transmitter KitA Daniel LazarescuPas encore d'évaluation
- Transport Incubator Ventelator MVP10Document41 pagesTransport Incubator Ventelator MVP10Ehsan AbbasiPas encore d'évaluation
- Eaton ATSDocument2 pagesEaton ATShassan329Pas encore d'évaluation
- Eaton Motor Controls FlashGuard CenterDocument2 pagesEaton Motor Controls FlashGuard Centeringdimitriospino_110Pas encore d'évaluation
- Owner'S Manual: X-POWER DC Inverter (K Series) Outdoor UnitDocument10 pagesOwner'S Manual: X-POWER DC Inverter (K Series) Outdoor UnitFred GarciaPas encore d'évaluation
- IDEATIVE's Complete Line of Power ProductsDocument9 pagesIDEATIVE's Complete Line of Power ProductsIDEATIVE Product Ventures, Inc.Pas encore d'évaluation
- 3CX2500F3Document2 pages3CX2500F3yansrinPas encore d'évaluation
- Conductive Sensors Level Probes Types VT, VTI: Product Description Ordering Key Vti 4Document1 pageConductive Sensors Level Probes Types VT, VTI: Product Description Ordering Key Vti 4Amc Forklift ElektrikPas encore d'évaluation
- WW PDFDocument86 pagesWW PDFalexPas encore d'évaluation
- 1009-S1-EL-EAR-4001 - 0 - SV1 - Electrical Outdoor Earthing LayoutDocument1 page1009-S1-EL-EAR-4001 - 0 - SV1 - Electrical Outdoor Earthing LayoutRashmi Ranjan MohantyPas encore d'évaluation
- Autoclave 30000 PsiDocument3 pagesAutoclave 30000 Psihisaj4uPas encore d'évaluation
- Service Manual Whirlpool Arg 774 IxDocument9 pagesService Manual Whirlpool Arg 774 IxVladanMovies0% (1)
- Strand Century Lighting 5911-5912-5913-5914 Iris Cyclorama Lighting System Spec Sheet 6-77Document2 pagesStrand Century Lighting 5911-5912-5913-5914 Iris Cyclorama Lighting System Spec Sheet 6-77Alan MastersPas encore d'évaluation
- Types of ComputerDocument10 pagesTypes of ComputerRalphieyxa RashidPas encore d'évaluation
- DW03195104 PDFDocument146 pagesDW03195104 PDFUmar Shamsudin100% (1)
- AstroCompass ManualDocument16 pagesAstroCompass ManualEnrico959100% (5)
- Sistema ElectricoDocument156 pagesSistema ElectricocristianPas encore d'évaluation
- Crosman 1322 1377C PC77 Multi Pump Pistol User ManualDocument2 pagesCrosman 1322 1377C PC77 Multi Pump Pistol User ManualVkPas encore d'évaluation
- Surge Arresters and Surge Suppressors in TransformerDocument22 pagesSurge Arresters and Surge Suppressors in TransformerMegan ChaiPas encore d'évaluation
- 30149215.902.1116.understandingfo - Po.fop - Tm.ae PDFDocument1 page30149215.902.1116.understandingfo - Po.fop - Tm.ae PDFSalman AkhtarPas encore d'évaluation
- Metal Seated: Gate ValveDocument11 pagesMetal Seated: Gate ValveAhmed TalaatPas encore d'évaluation
- Info - Iecieee62271 37 013 (Ed2.0) enDocument17 pagesInfo - Iecieee62271 37 013 (Ed2.0) enrajfabPas encore d'évaluation