Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Book Nursery RhymesDocument5 pagesBook Nursery Rhymeszorro21072107Pas encore d'évaluation
- Hydrocyclone A Solution To Produced WaterDocument8 pagesHydrocyclone A Solution To Produced Waterzorro21072107Pas encore d'évaluation
- BL Aisin (30-40lei) atDocument112 pagesBL Aisin (30-40lei) atmangyan100% (4)
- TM 1-1500-204-23-1, Change 6Document450 pagesTM 1-1500-204-23-1, Change 6"Rufus"Pas encore d'évaluation
- Blue Shark Facts PDFDocument1 pageBlue Shark Facts PDFzorro21072107Pas encore d'évaluation
- Diseño de Separadores Por GravedadDocument4 pagesDiseño de Separadores Por GravedadLuciano SalituriPas encore d'évaluation
- Process Equipment IntegrityDocument29 pagesProcess Equipment Integrityzorro21072107Pas encore d'évaluation
- Quantitative Risk AnalysisDocument15 pagesQuantitative Risk Analysiszorro21072107Pas encore d'évaluation
- Lion and Rat-Bed Time StoryDocument2 pagesLion and Rat-Bed Time Storyzorro21072107Pas encore d'évaluation
- Red Ant Facts PDFDocument1 pageRed Ant Facts PDFzorro21072107Pas encore d'évaluation
- Process Hazard AnalysisDocument34 pagesProcess Hazard Analysiszorro21072107Pas encore d'évaluation
- Hydro CyclonesDocument9 pagesHydro CyclonesBambang HadinugrohoPas encore d'évaluation
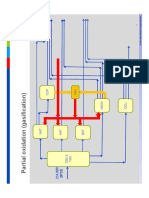
- Refinery Partial OxidationDocument1 pageRefinery Partial Oxidationzorro21072107Pas encore d'évaluation
- CFP BoilerDocument1 pageCFP Boilerzorro21072107Pas encore d'évaluation
- Yankee Doodle Rhyme PDFDocument1 pageYankee Doodle Rhyme PDFzorro21072107Pas encore d'évaluation
- Steam Reforming TechnologyDocument1 pageSteam Reforming Technologyzorro21072107Pas encore d'évaluation
- Terrace Wall Design ReformerDocument1 pageTerrace Wall Design Reformerzorro21072107Pas encore d'évaluation
- Hydrocyclone Mode of OperationDocument1 pageHydrocyclone Mode of Operationzorro21072107Pas encore d'évaluation
- Air Core in HydrocycloneDocument12 pagesAir Core in Hydrocyclonezorro21072107Pas encore d'évaluation
- Tangential VelocityDocument2 pagesTangential Velocityzorro21072107Pas encore d'évaluation
- Cyclone Solid SeparationDocument5 pagesCyclone Solid Separationzorro21072107Pas encore d'évaluation
- Hydrocyclone Areas of ApplicationDocument3 pagesHydrocyclone Areas of Applicationzorro21072107Pas encore d'évaluation
- Hydrocyclone Flow PatternDocument3 pagesHydrocyclone Flow Patternzorro21072107Pas encore d'évaluation
- New Method For Starch ProductionDocument12 pagesNew Method For Starch Productionzorro21072107Pas encore d'évaluation
- Design MethodDocument7 pagesDesign Methodzorro21072107Pas encore d'évaluation
- Reference For MechanicsDocument1 pageReference For Mechanicszorro21072107Pas encore d'évaluation
- HC 6Document2 pagesHC 6zorro21072107Pas encore d'évaluation
- Hydrocyclone A Solution To Produced WaterDocument9 pagesHydrocyclone A Solution To Produced Waterzorro21072107Pas encore d'évaluation
- Hydro Cyclone - Inline SeparationDocument8 pagesHydro Cyclone - Inline Separationzorro21072107Pas encore d'évaluation
- CFU and Improvement of SeparationDocument18 pagesCFU and Improvement of Separationzorro21072107Pas encore d'évaluation
- HC 3Document12 pagesHC 3zorro21072107Pas encore d'évaluation
- Petroleum Science and TechnologyDocument19 pagesPetroleum Science and Technologyzorro21072107Pas encore d'évaluation
- Ac20 135 PDFDocument18 pagesAc20 135 PDFJawariPas encore d'évaluation
- SOP - Operation of Semi-Automatic Capsule Filling MachineDocument3 pagesSOP - Operation of Semi-Automatic Capsule Filling MachineKrishelle Anne Obispo75% (4)
- Course 1 - Raw Material Extraction: 1.2 Water Drainage SystemsDocument26 pagesCourse 1 - Raw Material Extraction: 1.2 Water Drainage SystemsAnonymous iI88LtPas encore d'évaluation
- BP - Tb0002inspection of Small-Bore Fittings and PipeworkDocument4 pagesBP - Tb0002inspection of Small-Bore Fittings and PipeworkMohd Khairul100% (1)
- MJ-1688 Liquidsurgevalve MJDocument8 pagesMJ-1688 Liquidsurgevalve MJguangyu LuPas encore d'évaluation
- StanadyneDocument4 pagesStanadynemurillo_rodriguez8382Pas encore d'évaluation
- Belt Was Her Maintenance ManualDocument28 pagesBelt Was Her Maintenance Manualnaser150Pas encore d'évaluation
- Rafal Living by Kempinski Tower - ATC1Document31 pagesRafal Living by Kempinski Tower - ATC1Marina StankovićPas encore d'évaluation
- Service Manual AUTOLOGDocument157 pagesService Manual AUTOLOGCarolina Diaz Murillas100% (3)
- Diaphragm Valve D100Document10 pagesDiaphragm Valve D100Mohd Khairi Mohd Norzian0% (1)
- McENG 6221-Advanced Fluid Power System (Mechatronics)Document4 pagesMcENG 6221-Advanced Fluid Power System (Mechatronics)duraiprakash83Pas encore d'évaluation
- York BoilerDocument2 pagesYork Boilertaweng11Pas encore d'évaluation
- ScheduleDocument1 pageSchedulevatim70949Pas encore d'évaluation
- Avoiding Seal Contamination With Gas SealDocument9 pagesAvoiding Seal Contamination With Gas Sealashumishra007Pas encore d'évaluation
- Clemco 2452Document8 pagesClemco 2452omarpanchonaffarratePas encore d'évaluation
- TC Manual Fluid PumpsDocument32 pagesTC Manual Fluid Pumpsvickers100% (1)
- Industrial Valves: 150/300UTDZ (M) (G-150UTDZ (M) ) 150/300UTAZM 300UTDZ (M) (G-300UTDZ (M) ) 150/300UTDRZ (M)Document2 pagesIndustrial Valves: 150/300UTDZ (M) (G-150UTDZ (M) ) 150/300UTAZM 300UTDZ (M) (G-300UTDZ (M) ) 150/300UTDRZ (M)EnyPas encore d'évaluation
- PSV Series Valves: Owner's ManualDocument8 pagesPSV Series Valves: Owner's ManualBouzaida MaherPas encore d'évaluation
- GRE Hydrotest Procedure PDFDocument9 pagesGRE Hydrotest Procedure PDFMohammad Saif AliPas encore d'évaluation
- B. Tech Mechanical Engineering Sem VIIDocument18 pagesB. Tech Mechanical Engineering Sem VIIvattuPas encore d'évaluation
- Sauer' CompressorsDocument16 pagesSauer' CompressorsJanPas encore d'évaluation
- Autotrol Performa Valve With 400 Series Control Installation InstructionsDocument24 pagesAutotrol Performa Valve With 400 Series Control Installation InstructionsWattsPas encore d'évaluation
- Texas Oil Tools: "EH34" 3.06" 10M Quad BOPDocument32 pagesTexas Oil Tools: "EH34" 3.06" 10M Quad BOPjose perozo100% (2)
- Bambi Bucket Operations ManualDocument26 pagesBambi Bucket Operations ManualJessica Brown100% (1)
- litdoc18113431AC 20110830173308Document9 pageslitdoc18113431AC 20110830173308rubarb2056Pas encore d'évaluation
- M-101-17. Catalogo ImprimadorDocument137 pagesM-101-17. Catalogo ImprimadorPabloMatiasCPas encore d'évaluation
- Gas Valves Interstage Pressure Between SRV and GCV high-SEP10 PDFDocument4 pagesGas Valves Interstage Pressure Between SRV and GCV high-SEP10 PDFsanjeevchhabraPas encore d'évaluation
- 3 Port Solenoid Valve: Series S070Document24 pages3 Port Solenoid Valve: Series S070kemboenoerPas encore d'évaluation