Vous aimerez peut-être aussi
- Power System Study 1 of 2Document2 pagesPower System Study 1 of 2JOYDEEP DASGUPTAPas encore d'évaluation
- Formula Booklet Physics XIDocument35 pagesFormula Booklet Physics XIsreenatpppp84% (147)
- What Is The Formula Used To Calculate Mass?Document1 pageWhat Is The Formula Used To Calculate Mass?JOYDEEP DASGUPTAPas encore d'évaluation
- Answer: The Highest Point of A Wave Is Known As Its Crest While The Trough Is The Lowest Point of The WaveDocument1 pageAnswer: The Highest Point of A Wave Is Known As Its Crest While The Trough Is The Lowest Point of The WaveJOYDEEP DASGUPTAPas encore d'évaluation
- Buoyancy For Hs PDFDocument2 pagesBuoyancy For Hs PDFJOYDEEP DASGUPTAPas encore d'évaluation
- Generator Bus - Swing Bus - Disconnected Bus - Voltage Dependent - Frequency Dependent - Load Schedule Between Reactor & CapacitorDocument3 pagesGenerator Bus - Swing Bus - Disconnected Bus - Voltage Dependent - Frequency Dependent - Load Schedule Between Reactor & CapacitorJOYDEEP DASGUPTAPas encore d'évaluation
- Natsci 8Document30 pagesNatsci 8JOYDEEP DASGUPTAPas encore d'évaluation
- New Microsoft Office Word DocumentDocument5 pagesNew Microsoft Office Word DocumentJOYDEEP DASGUPTAPas encore d'évaluation
- Hs Model Physcs Ben Ver2Document7 pagesHs Model Physcs Ben Ver2JOYDEEP DASGUPTAPas encore d'évaluation
- MP PDFDocument6 pagesMP PDFJOYDEEP DASGUPTAPas encore d'évaluation
- Daman & Diu (25) : Housing ProfileDocument6 pagesDaman & Diu (25) : Housing ProfileJOYDEEP DASGUPTAPas encore d'évaluation
- JulyDocument2 pagesJulyJOYDEEP DASGUPTAPas encore d'évaluation
- Dadra & Nagar Haveli (26) : Housing ProfileDocument6 pagesDadra & Nagar Haveli (26) : Housing ProfileJOYDEEP DASGUPTAPas encore d'évaluation
- Chan Dig HarDocument6 pagesChan Dig HarJOYDEEP DASGUPTAPas encore d'évaluation
- Nagaland (13) : Housing ProfileDocument6 pagesNagaland (13) : Housing ProfileJOYDEEP DASGUPTAPas encore d'évaluation
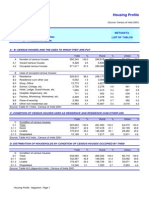
- Housing Profile: Subjects Covered: A - K: Housing L - V: Household Amenities W - Y: Household AssetsDocument6 pagesHousing Profile: Subjects Covered: A - K: Housing L - V: Household Amenities W - Y: Household AssetsJOYDEEP DASGUPTAPas encore d'évaluation
- Poetry Analysis Essay POWERPOINTDocument19 pagesPoetry Analysis Essay POWERPOINTJOYDEEP DASGUPTA100% (1)
- Import-Export Scenario in India: Source: Recommendations For 12th Five Year Plan For Capital Goods & Engineering SectorDocument4 pagesImport-Export Scenario in India: Source: Recommendations For 12th Five Year Plan For Capital Goods & Engineering SectorJOYDEEP DASGUPTAPas encore d'évaluation
- Sl. No Description Type/make Etc. I: Survey EquipmentDocument1 pageSl. No Description Type/make Etc. I: Survey EquipmentJOYDEEP DASGUPTAPas encore d'évaluation
- Smart CityDocument9 pagesSmart CityJOYDEEP DASGUPTAPas encore d'évaluation
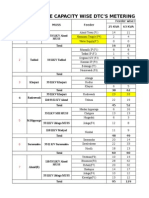
- Feeder Wise DTC of Aland SDDocument4 pagesFeeder Wise DTC of Aland SDJOYDEEP DASGUPTAPas encore d'évaluation
- What Is A 'Smart City'?Document5 pagesWhat Is A 'Smart City'?JOYDEEP DASGUPTAPas encore d'évaluation
- Electrically Operated Travelling Crane: Engineering DepartmentDocument6 pagesElectrically Operated Travelling Crane: Engineering DepartmentJOYDEEP DASGUPTA33% (3)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Combustion FundamentalsDocument30 pagesCombustion FundamentalsPrem SagarPas encore d'évaluation
- Durham E-ThesesDocument203 pagesDurham E-ThesesH Man SharifPas encore d'évaluation
- K. Subramanya - Engineering Hy-Hill Education (India) (2009) 76Document1 pageK. Subramanya - Engineering Hy-Hill Education (India) (2009) 76ramsinghmahatPas encore d'évaluation
- 1422-Article Text-3684-1-10-20211104Document57 pages1422-Article Text-3684-1-10-20211104f.kpobi1473Pas encore d'évaluation
- Annex 1: Homeroom Guidance Monitoring Tool (School Level) Homeroom Guidance Monitoring ToolDocument2 pagesAnnex 1: Homeroom Guidance Monitoring Tool (School Level) Homeroom Guidance Monitoring ToolMariel Gregore0% (1)
- 1.4 BG00381946 - ADocument1 page1.4 BG00381946 - AAnand KesarkarPas encore d'évaluation
- Sheiko 13week Beginner ProgramDocument16 pagesSheiko 13week Beginner ProgramAnders DahlPas encore d'évaluation
- Future Scope and ConclusionDocument13 pagesFuture Scope and ConclusionGourab PalPas encore d'évaluation
- CERADocument10 pagesCERAKeren Margarette AlcantaraPas encore d'évaluation
- Xiaopan OS: DescriptionDocument1 pageXiaopan OS: DescriptionMan SavliPas encore d'évaluation
- School Earthquake Preparedness Evaluation FormDocument2 pagesSchool Earthquake Preparedness Evaluation FormAdrin Mejia75% (4)
- Performace Task 2 Electric Field LinesDocument31 pagesPerformace Task 2 Electric Field LinesStephanie Nichole Ian CasemPas encore d'évaluation
- Can J Chem Eng - 2022 - Mocellin - Experimental Methods in Chemical Engineering Hazard and Operability Analysis HAZOPDocument20 pagesCan J Chem Eng - 2022 - Mocellin - Experimental Methods in Chemical Engineering Hazard and Operability Analysis HAZOPbademmaliPas encore d'évaluation
- Ifrs 15Document24 pagesIfrs 15Madhu Sudan DarjeePas encore d'évaluation
- High Performance ComputingDocument294 pagesHigh Performance Computingsorinbazavan100% (1)
- Utah Vaccine AdministrationDocument1 pageUtah Vaccine AdministrationOffice of Utah Gov. Spencer J. CoxPas encore d'évaluation
- Global Title Format: ITU-T Recommendation Q.713Document4 pagesGlobal Title Format: ITU-T Recommendation Q.713Pravesh Kumar ThakurPas encore d'évaluation
- Unit 6 Selected and Short AnswersDocument19 pagesUnit 6 Selected and Short Answersbebepic355Pas encore d'évaluation
- Exercise Chapter 4 This Is How You Do ItDocument10 pagesExercise Chapter 4 This Is How You Do ItAgustina WidiyantiPas encore d'évaluation
- Admission Prspectus English 2021-2022Document9 pagesAdmission Prspectus English 2021-2022A.B. SiPas encore d'évaluation
- Low Voltage Alternator - 4 Pole: 25 To 60 kVA - 50 HZ / 31.5 To 75 kVA - 60 HZ Electrical and Mechanical DataDocument12 pagesLow Voltage Alternator - 4 Pole: 25 To 60 kVA - 50 HZ / 31.5 To 75 kVA - 60 HZ Electrical and Mechanical DataDjamel BeddarPas encore d'évaluation
- E-Catalog 2021 Jan JMI Dan KimDocument52 pagesE-Catalog 2021 Jan JMI Dan KimbobPas encore d'évaluation
- Lac MapehDocument4 pagesLac MapehChristina Yssabelle100% (1)
- Lesson Plan - Organization and ManagementDocument5 pagesLesson Plan - Organization and ManagementBilly Joe80% (15)
- M 3 Nceog 2Document110 pagesM 3 Nceog 2Bharti SinghalPas encore d'évaluation
- Concept MapDocument1 pageConcept Mapapi-402935758Pas encore d'évaluation
- Chemistry Module 3Document14 pagesChemistry Module 3MASHPas encore d'évaluation
- Free Vibration of SDOFDocument2 pagesFree Vibration of SDOFjajajajPas encore d'évaluation
- Fluid Management in NicuDocument56 pagesFluid Management in NicuG Venkatesh100% (2)
- IELTS Materials ReadingDocument9 pagesIELTS Materials ReadingßläcklìsètèdTȜè0% (1)