Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Relationships, 365 Day Devotional Mylesunroe 377pgDocument377 pagesRelationships, 365 Day Devotional Mylesunroe 377pgEla100% (7)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- SR6 Core Rulebook Errata Feb 2020Document6 pagesSR6 Core Rulebook Errata Feb 2020yrtalienPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Banachek UnlimitedDocument34 pagesBanachek UnlimitedserenaPas encore d'évaluation
- ASCE Snow Loads On Solar-Paneled RoofsDocument61 pagesASCE Snow Loads On Solar-Paneled RoofsBen100% (1)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Iron Ore ProcessDocument52 pagesIron Ore Processjafary448067% (3)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Intro Slow Keyofg: Em7 G5 A7Sus4 G C/G D/F# AmDocument2 pagesIntro Slow Keyofg: Em7 G5 A7Sus4 G C/G D/F# Ammlefev100% (1)
- Gold Recovery TechniquesDocument3 pagesGold Recovery Techniquesarvin4dPas encore d'évaluation
- 40 RT-flex Control-System Rev01Document68 pages40 RT-flex Control-System Rev01Mayvon Botelho100% (2)
- Accsap 10 VHDDocument94 pagesAccsap 10 VHDMuhammad Javed Gaba100% (2)
- Overall Method StatementDocument33 pagesOverall Method Statementsaranga100% (1)
- Matematik ForexDocument3 pagesMatematik Forexarvin4d100% (1)
- Dust Control in MiningDocument132 pagesDust Control in MiningFakhrur RaziPas encore d'évaluation
- Prawn ProcessingDocument21 pagesPrawn ProcessingKrishnaPas encore d'évaluation
- Priceline Forex TeknikDocument11 pagesPriceline Forex TeknikShawal Abu Samah67% (3)
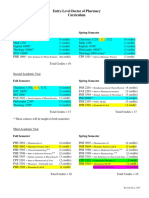
- Pharmd CurriculumDocument18 pagesPharmd Curriculum5377773Pas encore d'évaluation
- All About PlantsDocument14 pagesAll About Plantsapi-234860390Pas encore d'évaluation
- Mass Balance WTPDocument2 pagesMass Balance WTParvin4dPas encore d'évaluation
- Detox & Effulent Chemist SupervisorDocument2 pagesDetox & Effulent Chemist Supervisorarvin4dPas encore d'évaluation
- Non Farm PayrollsDocument1 pageNon Farm Payrollsarvin4dPas encore d'évaluation
- Hilib Ari Duban (Spice Encrusted Roast Goat Meat) - SOMALI RECIPEDocument1 pageHilib Ari Duban (Spice Encrusted Roast Goat Meat) - SOMALI RECIPEarvin4dPas encore d'évaluation
- Gulai Lemak Telur AsinDocument2 pagesGulai Lemak Telur Asinarvin4dPas encore d'évaluation
- Roti Goreng CheeseDocument1 pageRoti Goreng Cheesearvin4dPas encore d'évaluation
- Nickel Recovery From WasteDocument6 pagesNickel Recovery From Wastearvin4dPas encore d'évaluation
- Copper Tit RationsDocument2 pagesCopper Tit Rationsarvin4dPas encore d'évaluation
- Bread LasagnaDocument1 pageBread Lasagnaarvin4dPas encore d'évaluation
- Lab 06 Sewage Treatment Plant PDFDocument4 pagesLab 06 Sewage Treatment Plant PDFarvin4dPas encore d'évaluation
- Detoxification: Beaker After 10 Minutes of Mixing. Result On The WaterDocument2 pagesDetoxification: Beaker After 10 Minutes of Mixing. Result On The Waterarvin4dPas encore d'évaluation
- Synthesis (Copper Hydroxide)Document1 pageSynthesis (Copper Hydroxide)arvin4dPas encore d'évaluation
- Sustainable Recovery of By-Products in The Mining IndustryDocument16 pagesSustainable Recovery of By-Products in The Mining Industryarvin4dPas encore d'évaluation
- Copper Recovery From PCBsDocument7 pagesCopper Recovery From PCBsarvin4dPas encore d'évaluation
- Gold Stripping ProcessDocument1 pageGold Stripping Processarvin4dPas encore d'évaluation
- Omaha Wastewater Treatment Plant - Process Flow Diagram: WWW - Watercare.co - NZDocument1 pageOmaha Wastewater Treatment Plant - Process Flow Diagram: WWW - Watercare.co - NZarvin4dPas encore d'évaluation
- Instructions For Large Scale Gold RefiningDocument10 pagesInstructions For Large Scale Gold Refiningarvin4dPas encore d'évaluation
- Birthday CalendarDocument4 pagesBirthday Calendararvin4dPas encore d'évaluation
- Treatment of Process Water From Molybdenum FlotationDocument8 pagesTreatment of Process Water From Molybdenum Flotationarvin4dPas encore d'évaluation
- Remover Hierro y ManganesoDocument4 pagesRemover Hierro y ManganesoYomiMariuPas encore d'évaluation
- Waste Water Treatment System For MMSBDocument2 pagesWaste Water Treatment System For MMSBarvin4dPas encore d'évaluation
- Current Information On Mine Waste Treatment Technologies PDFDocument19 pagesCurrent Information On Mine Waste Treatment Technologies PDFarvin4dPas encore d'évaluation
- Business Plan ManualDocument45 pagesBusiness Plan Manualarvin4dPas encore d'évaluation
- Sodium Carbonate LabDocument5 pagesSodium Carbonate Labarvin4dPas encore d'évaluation
- Dust Suppression System - KaveriDocument2 pagesDust Suppression System - Kaverivivek_chavda4101Pas encore d'évaluation
- Germania Agenturinfo enDocument4 pagesGermania Agenturinfo enДушан СтепановићPas encore d'évaluation
- Fentanyl - Wikipedia, The Free EncyclopediaDocument13 pagesFentanyl - Wikipedia, The Free EncyclopediaKeren SingamPas encore d'évaluation
- A Tired BrainDocument3 pagesA Tired BrainSivasonPas encore d'évaluation
- Conformational Analysis: Carey & Sundberg: Part A Chapter 3Document53 pagesConformational Analysis: Carey & Sundberg: Part A Chapter 3Dr-Dinesh Kumar100% (1)
- Is 4031 Part 4 - ConsistencyDocument4 pagesIs 4031 Part 4 - ConsistencyCrypto AbhishekPas encore d'évaluation
- Class 12 Maths Project On Prime NumbersDocument13 pagesClass 12 Maths Project On Prime Numbersanon_3835245630% (1)
- Astm A194 2020Document12 pagesAstm A194 2020rolando cuadro blancoPas encore d'évaluation
- Full Download Short Term Financial Management 3rd Edition Maness Test BankDocument35 pagesFull Download Short Term Financial Management 3rd Edition Maness Test Bankcimanfavoriw100% (31)
- Quarter 4 English As Grade 4Document28 pagesQuarter 4 English As Grade 4rubyneil cabuangPas encore d'évaluation
- Updating - MTO I - Unit 2 ProblemsDocument3 pagesUpdating - MTO I - Unit 2 ProblemsmaheshPas encore d'évaluation
- Upaam 1135891 202105060749199700Document18 pagesUpaam 1135891 202105060749199700Kartik KapoorPas encore d'évaluation
- Opex and CapexDocument5 pagesOpex and CapexATM Shafiq Ul AlamPas encore d'évaluation
- Complete Processing Lines For Extruded Pet FoodDocument13 pagesComplete Processing Lines For Extruded Pet FoodденисPas encore d'évaluation
- Uji Efektivitas Mikroba Rumpun BambuDocument7 pagesUji Efektivitas Mikroba Rumpun BambuUse Real ProjectPas encore d'évaluation
- QuantAssay Software Manual 11-Mar-2019Document51 pagesQuantAssay Software Manual 11-Mar-2019LykasPas encore d'évaluation
- Mullā Ṣadrā and Causation - Rethinking A Problem in Later Islamic Philosophy AuthorDocument15 pagesMullā Ṣadrā and Causation - Rethinking A Problem in Later Islamic Philosophy AuthorKadag LhundrupPas encore d'évaluation
- In-Service Welding of Pipelines Industry Action PlanDocument13 pagesIn-Service Welding of Pipelines Industry Action Planعزت عبد المنعم100% (1)
- Salem RPGDocument16 pagesSalem RPGabstockingPas encore d'évaluation