Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Toyota NR Series EnginesDocument18 pagesToyota NR Series EnginesHortodoxocs50% (2)
- 140KDocument63 pages140KRuben Chumacero100% (3)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Bi Toroid Transformer DiscussionDocument781 pagesBi Toroid Transformer DiscussionLuisLazoPas encore d'évaluation
- HDPE EloallitasaDocument34 pagesHDPE EloallitasaCraigUnderwood100% (1)
- HDPE EloallitasaDocument34 pagesHDPE EloallitasaCraigUnderwood100% (1)
- SHS Core - Earth and Life Science CGDocument13 pagesSHS Core - Earth and Life Science CGShendy AcostaPas encore d'évaluation
- L1 - Introduction To AlcoaDocument58 pagesL1 - Introduction To AlcoaCraigUnderwoodPas encore d'évaluation
- Improve Control: Level LoopsDocument8 pagesImprove Control: Level LoopsCraigUnderwoodPas encore d'évaluation
- Gate Questions On MosfetDocument16 pagesGate Questions On MosfetEsakkiPonniah100% (1)
- Innovations in LNG TechnologyDocument15 pagesInnovations in LNG TechnologyCraigUnderwoodPas encore d'évaluation
- Merlin Gerin Masterpact (00689992a) PDFDocument161 pagesMerlin Gerin Masterpact (00689992a) PDFyerut0130100% (4)
- Ethylene BalanceDocument29 pagesEthylene BalanceCraigUnderwood100% (2)
- Large Span Timber StructuresDocument34 pagesLarge Span Timber StructuresAnonymous 8f2veZf100% (1)
- 25 HP & 20 HP Solar Pump QuatationDocument5 pages25 HP & 20 HP Solar Pump QuatationAmodPas encore d'évaluation
- ABBDocument133 pagesABBIulian Luncan100% (3)
- HJ-March National Voucher Voucher PDFDocument2 pagesHJ-March National Voucher Voucher PDFCraigUnderwoodPas encore d'évaluation
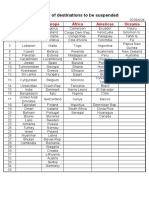
- List of Destinations To Be Suspended: Asia Europe Africa Americas OceaniaDocument1 pageList of Destinations To Be Suspended: Asia Europe Africa Americas OceaniaCraigUnderwoodPas encore d'évaluation
- As 1548-2008 - Fine Grained, Weldable Steel Plates For Pressure EquipmentDocument37 pagesAs 1548-2008 - Fine Grained, Weldable Steel Plates For Pressure EquipmentCraigUnderwoodPas encore d'évaluation
- As 1548-2008 - Fine Grained, Weldable Steel Plates For Pressure EquipmentDocument37 pagesAs 1548-2008 - Fine Grained, Weldable Steel Plates For Pressure EquipmentCraigUnderwoodPas encore d'évaluation
- Profile On The Production of Low Desnsity Polyethylene (Ldpe)Document25 pagesProfile On The Production of Low Desnsity Polyethylene (Ldpe)CraigUnderwoodPas encore d'évaluation
- Profile On The Production of Low Desnsity Polyethylene (Ldpe)Document25 pagesProfile On The Production of Low Desnsity Polyethylene (Ldpe)CraigUnderwoodPas encore d'évaluation
- Burrup Industiral EstateDocument2 pagesBurrup Industiral EstateCraigUnderwoodPas encore d'évaluation
- Che415 Explosion HazardsDocument63 pagesChe415 Explosion HazardsCraigUnderwoodPas encore d'évaluation
- Notes FlamephotometryDocument19 pagesNotes FlamephotometryKaFiAliMirzaPas encore d'évaluation
- FTPDocument10 pagesFTPMichael ParkerPas encore d'évaluation
- SBSBattery VRLA Tubular Gel VRZ Series PDFDocument1 pageSBSBattery VRLA Tubular Gel VRZ Series PDFAleiska Victoria Gómez BetancourthPas encore d'évaluation
- The Basic Parts of A GeneratorDocument4 pagesThe Basic Parts of A GeneratorFionah Mae PraderoPas encore d'évaluation
- Biogass DigesterDocument9 pagesBiogass DigesterHasnain AshrafPas encore d'évaluation
- Data Sheet For HV Motor: 4935-30001-21-EL-DS-1050Document3 pagesData Sheet For HV Motor: 4935-30001-21-EL-DS-1050Pinaki SharmaPas encore d'évaluation
- Atal Aicte Online Faculty Development Programme (FDP)Document6 pagesAtal Aicte Online Faculty Development Programme (FDP)indranildasPas encore d'évaluation
- Case Study - BoilerDocument17 pagesCase Study - BoilerMohd Shafuaaz KassimPas encore d'évaluation
- Fujitsu AOU48RLXFZ Design and Technical ManualDocument312 pagesFujitsu AOU48RLXFZ Design and Technical Manuale-ComfortUSA100% (2)
- Living Eco VIIDB202Document28 pagesLiving Eco VIIDB202jovanoxPas encore d'évaluation
- Reciprocating PumpDocument6 pagesReciprocating PumpManish SoniPas encore d'évaluation
- Presentation Textile PhysicsDocument7 pagesPresentation Textile PhysicsNipu SenPas encore d'évaluation
- Week018-019 Presentation Sounds PPT PART 1 PhysicsDocument31 pagesWeek018-019 Presentation Sounds PPT PART 1 PhysicsRouie john dizon100% (1)
- A en 05806 00Document10 pagesA en 05806 00Saravanan MathiPas encore d'évaluation
- Human Energy Requirements - FaoDocument2 pagesHuman Energy Requirements - FaoKaren MazariegosPas encore d'évaluation
- Flexible Disc Couplings: TB Wood's Form-Flex & Torsiflex-IDocument52 pagesFlexible Disc Couplings: TB Wood's Form-Flex & Torsiflex-Ioscar.pabaPas encore d'évaluation
- AIIMS Solved Paper 2017Document30 pagesAIIMS Solved Paper 2017Jagmohan SinghPas encore d'évaluation
- Xylux Lr3: High Output Emergency LED Luminaire Suitable For 10.8 Lux ApplicationsDocument4 pagesXylux Lr3: High Output Emergency LED Luminaire Suitable For 10.8 Lux ApplicationsAtiqPas encore d'évaluation
- Alpha Argus GuidelineDocument33 pagesAlpha Argus GuidelineToto CutugnoPas encore d'évaluation
- 69NT40-561-001 To 199: Container RefrigerationDocument136 pages69NT40-561-001 To 199: Container RefrigerationMAYMODERN STEELPas encore d'évaluation
- Performance Verification For Platinum Resistance ThermometersDocument4 pagesPerformance Verification For Platinum Resistance Thermometersfawmer61Pas encore d'évaluation